UNIVERSUMS HISTORIA |
PemA1 | 2013I7 a BellDHARMA production | Senast uppdaterade version: 2016-01-07 · Universums Historia
innehåll
denna sida · webbSÖK äMNESORD på
denna sida Ctrl+F · sök ämnesord överallt i SAKREGISTER · förteckning över alla webbsidor

Bildkälla: Författarens arkiv · MONTAGE: 11Jun2013 E12 Bild
105 — 4Jul2012 E13 Bild17 · Nikon D90 • Praktisk Elektromekanik — finmekanik
för hobby och amatörer
APPLIKATIONER
1 Borrmaskinen | ChuckGlapp | WABECO-stativet | KOORDINATBORDET | MASKINSKRUVSTYCKET
I detta dokument:
VERKTYGEN SOM KRÄVS — och hur de fungerar i
praktiken
Se även från HUVUDDOKUMENTET MED ÄMNESORIENTERING
Verktygen som krävs, och hur de fungerar —
översikt — huvudverktyg — finmekanikens alla moment
|
Borrstativ, pelarstativ, grundverktyg |
Koordinatbord, xy-bord, grundverktyg Maskinskruvstycke, avgörande viktigt
grundverktyg
|
PRIMITIVA
BÄNKFÄSTEN FÖR BORRMASKIN |
|
Borrmaskinsstativ |
Maskinskruvtycke |



Pelarstativ — WABECOSTATIVET — från Clas Ohlson katalogen Nr72 1983-1984 — Borrstativ, pelarstativ, GRUNDVERKTYG

BILDKÄLLA: GoogleImages från sökning på ”borrstativ” — bildraden som visas först längst upp 3Aug2013
— Se även i WEBBEXEMPEL
i BraBorrstativ
hur andra personer ser på saken, generellt.
PELARSTATIV — praktiskt exempel
TEKNISK
fin MEKANIK
————————————————————————————————
—
synpunkter och aspekter på basverktygen
—
vanligen svåra begrepp att komma underfund med DIREKT för lekmannen;
— År
av erfarenhet samlar Greppen:
Exakt pelarmatning
2010XII24
WABECO-stativet — Wabeco Vy — Djupmatningen
REKLAMEN är (ofta) mera njutbar
— än den praktiska detaljen bakom neonskinnet.
Se bildexempel i WabecoVY.
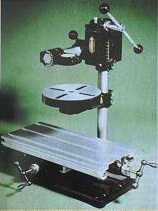
EXEMPEL pelarstativ:
— Bilden visar vad vi SKULLE önska — drömmen om Exakt
Precision … att få Göra, Tillverka Eget … Bestämma Själv …
TM1 WABECOclo 4 · Nikon D90 · Nov2010
BILDKÄLLA: Från CLAS OHLSON-katalogen Nr72
1983—1984 s18
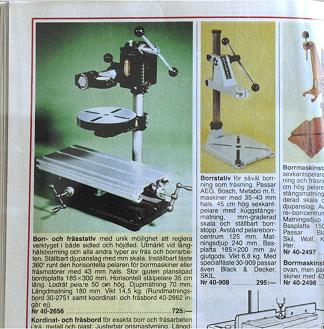
Från CLAS OHLSON-katalogen Nr72 1983—1984 s18 —
WABECO pelarstativ
”med unik möjlighet att reglera verktyget både
i sidled och höjdled . . .”
och koordinatbord [KOORDINATBORDETS GRADERING]
”för exakta borr
och fräsarbeten i trä, metall och plast .
. . ”,
”Skalringar graderade 0,1 mm”.
Produkterna — stativet och xy-bordet — visade sig inte riktigt kunna leva upp till reklamen.
— Först efter vissa kompletteringar har produkterna levt upp till ovanstående marknadsföring. Exakt vilka beskrivs i den här artikeln.
Wabecostativet:
— Hela pelarhuvudet med fästet för borrmaskinen vaggade i
sidled i djupmatningen: man kunde ALDRIG vara säker på om borrspetsen EFTER
UPPDRAG skulle komma tillbaka till samma ställe med upprepad djupmatning »till
samma ställe».
— Värdelöst verktyg, helt enkelt — utom för
borrning av TYP hål till fönsterkarmar (hantverk på modern husbyggarnivå).
— Noll precision.
— Graderingen i 1/10 mM på den vridbara skalringen felmärkt: Konstruktörerna har inte brytt sig om att göra en noggrann
märkning, utan har — helt enkelt — HOFTAT så att sista skalstrecket på
fullbordat 4mM-v arv avviker märkbart från den angivna 1/10-mM-precisionen.
— Verktyget är användbart, men användbar skala saknas.
Bilderna nedan ger en översiktlig sammanställning.
Bilderna som visar kugghjulets
felaktiga pelarkontakt
AFTERMATH 27Dec2010: Lösningen
nedan höger med de BÄGGE Ø6mM
axelstålen visade sig längre fram — i takt med injusteringen av slitytorna ABC
— uppvisa samma principiella pelarstyrfel som originalet: den vaggande perioden
på ca 4mM-55mM som kommer från kuggdrevets djupmatningsanordning. Isärtagning
och mera ingående inspektion av kuggdrevet visade följande:
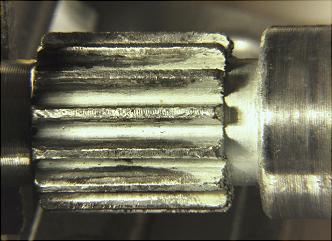
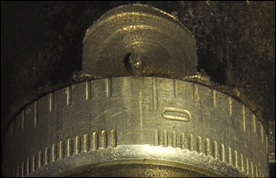
TM6 WabecoKUGG 1 · Nikon D90 · 26Dec2010
Det framgår tydligt [bilden ovan-nedan] att medan endast max två
kuggbottnar står orörda [vilket är den korrekta funktionen] uppvisar flertalet
av de 14 kuggarna på 55 mM-varvet tydliga märken i kuggbottnarna:
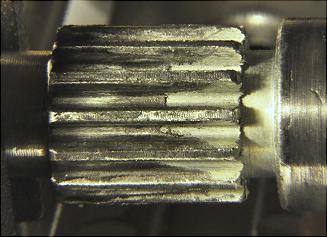
TM6 WabecoKUGG 3 · Nikon D90 · 26Dec2010
Bilderna ovan är med pelarblocket till vänster: Onoggrannheten DELS i kuggdrevsaxelns infästning gör att drevet MARGINELLT drar — skjuvar — på vänstersidan där kraften anbringas mot pelarstångens kuggstång, och DELS tydligen i en möjligen MARGINELLT felaktig slipning-fräsning av kuggarna i kuggdrevet som resulterar i ovanstående kuggbottenkontakt. Kuggbottnarna ska aldrig vidröras i en korrekt centrering, inga krafter ska anbringas där, endast rätvinkligt den radiella utsträckningen.
Kuggfelet kan dock möjligen förklaras av »fenomenen» med
excenterställskruvarna och deras högst märkvärdiga »mekaniska koppling » till
pelarblocket i stort [Se vyn nedan i WabecoVy].
— Men följande observation verkar utesluta den möjligheten:
— Kuggdrevet med hela den manuella momentarmen har sedan länge
frikopplats sin spårbricka på baksidan [vänster] — min demontering för att i
alla olika fall kunna mata/ställa om momentarmen arbetsmässigt optimalt. Det
betyder att man [ofta] får dra ut kuggdrevet och vrida det på lämpligt sätt och
sedan åter skjuta in det. Därmed garanteras att kuggarna som sådana inte har
någon speciell koppling till den fasta kuggstången på pelaren.
— Det anmärkningsvärda att endast två av kuggbottnarna står
orörda (bilden ovan) synes därmed bevisa att felet ligger i kuggdrevets
kuggfräsningscentrering relativt drevaxelns riktning. Dvs., medan pelarens
kuggstång tydligen är noggrant utformad, är
kuggdrevet det inte.
— Alternativet skulle vara att SLIPA NER KUGGFELET på kuggdrevet
[max 1/10 mM] — en uppgift som INTE (för min egen del) är tilltalande med tanke
på ev. konsekvenser i en ev. »felanalys».
ÄVEN med optimalt inspända excenterställskruvar, inga andra åtgärder, ramlar hela pelarblocket rätt ner:
— Det finns ingen anordning som håller pelarblocket på en fast plats [utom stoppskruven].
— Det betyder också att i DET läget är hela pelarblocket föremål för alla möjliga godtyckliga variationer — och som tillfälligtvis har NÅGON MEKANISK KONTAKT med pelaren/inspänningsskruvarna och deras cylindrar.
— Summan blir att det är RAKHETEN i kuggdrevet mot pelarens fasta kuggstång som kommer att bestämma DJUPLEDSPRECISIONEN: i det observerade praktiska fallet en mer eller mindre vaggande periodisk sidorörelse som varierar med varje kugges 55/14=3,9285714mM intervall — se Inexakt Pelarmatning i figuren nedan.
— För att få pelarblocket FAST i originalet, måste man använda blockets yttre spännskruvar med motsvarande åtdragning som kniper åt kring själva pelarkroppen för pelarblockets tyngd — som innebär ytterligare införande av kontaktytor man inte har någon kontroll över, eller ens vet var de för tillfället befinner sig.
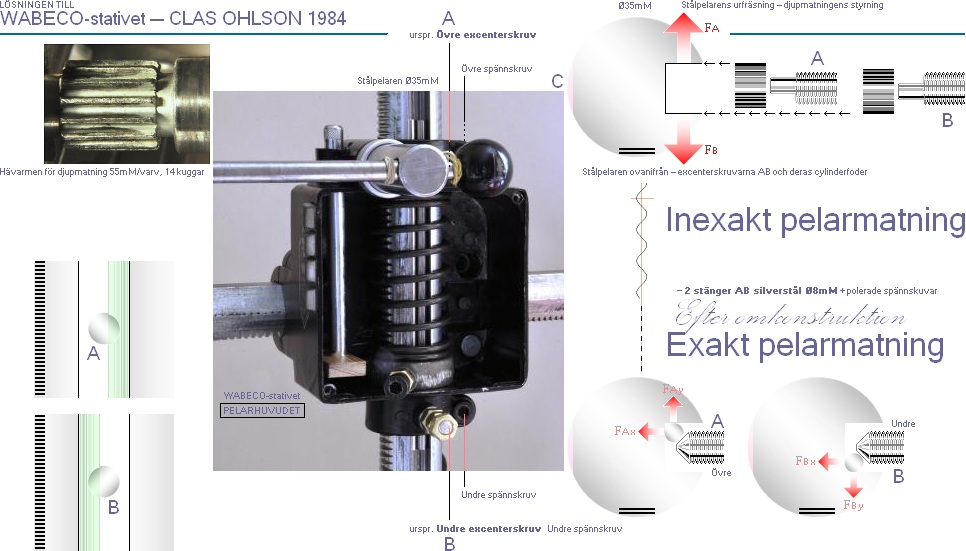
LÖSNINGEN blev följande [26Dec2010]:
1. Excenter B [Se WabecoVy nedan], pelarblockets nedre del, bibehålls för att få en anspänning mot operatörens arbetssida, pelarurfräsningen som vätter mot framsidan, bilden vänster nedan sett ovanifrån med arbetssidan neråt.
2. Excenter A tas bort och ersätts av ett Ø6mM axelstål [silverstål med liten uppfilad öppning för ställskruven] tillsammans med en dito insatt och koniskt toppslipad spännskruv, kontaktytan nedan höger vid A.
Med denna lösning togs kuggdrevet ut, rengjordes omsorgsfullt, och svärtades med svart spritpenna på kuggtoppar och kuggdalar. Sedan drevet insatts och dragits upprepade turer genom hela den tillgängliga kuggstångens längsled, togs drevet ut och inspekterades: samtliga kuggtoppar och kuggbottnar kvarstod intakta, utan att någon synbar färg hade ersatts av den karaktäristiska blanka slityta som visas vid mekanisk kontakt. Därmed bevisades att åtgärden hade uppfyllt syftet: att spänna bort kuggdrevets radialkontakt med pelaren så att bara den vinkelräta dito återstod, samt få en anspänning rätvinkligt A mot C [bilden nedan höger] för att skapa en automatisk låsning för pelarblocket via typ C, helt oberoende av de yttre spännskruvarna. Åtgärden har därmed eliminerat djupmatningsfelet.
— Denna funktion är nu i arbete för vidare test (forts.).
Wabeco, vy — WABECOSTATIVET
Bilden nedan är från de
inledande testerna med prov på två insatta långa silverstål (Ø6mM) i parallell.
Testerna visade vidare att man inte alls behövde en sådan anordning — det räcker
med en kort stång per spännskruv.
— Jag har i efterhand satt in
ett längre axelstål (Ø8mM) överst (A) — för att utvidga
»WabecoClasOhlsonFunktionen» med ett bekvämt, effektivt djupmatningsstopp. Se
vidare i Slutkonstruktionen.
TM6 WabecoKUGG 1; WABECO
6 · Nikon D90 · Dec2010
— NOTERA DEN ALLMÄNNA SVAGHETEN I DENNA TYP AV BORRSTATIV —
nämligen det urfrästa styrspåret som enda
styrguide/kraftförankring:
— ELASTISKA TÖJNINGEN — påkänningen speciellt i
sidled, rätvinkligt normalen ut från pelaren — blir påtaglig i borr- och fräsarbeten av typen »större
moment»: Pelarhuvudet — med det uppfrästa styrspåret som enda bas för anhåll i
EXAKT PRECISERAD POSITION — orkar inte hålla emot större krafttryck.
— Resultatet i sådana fall blir att pelarhuvudet ger med sig —
med följd i inexakt borr- och fräsposition (med stora avvikelser), och vi kan
inte längre räkna med (ens) precision på 1/10 i arbetsresultatet. Dvs,
begreppen »precision» och »exakt» gäller inte, då.
— Ovanstående stativtyp i ämnet PRECISION — sedan justeringarna
verkställts — lämpar sig därför INTE för ANNAT än just »amatörmässig finmekanik»: bearbetning i relativt tunna och mjuka material (trä,
plexiglas och metaller av mindre dimensioner). Man måste hela tiden vara
uppmärksam på KRAFTERNA som omsätts i de olika momenten — för att undvika
eventuella felavvikelser.
UPPTÄCKTEN AV
INEXAKT PELARMATNING var den allra första besvikelsen med det (på bild)
jättefina pelarstativet från Clas Ohlson (1983).
— Endast med
omständliga och mödosamma skruvanden och justeranden på de bägge ursprungliga
excenterspännskruvarna AB — tillsammans med pelarblockets två
omslutningsspännkragar — kunde en någotsånär exakt djupmatning erhållas, men då
bara i princip inom 1-1/2 cM. Verkligen ingen höjdare.
— Drog man sedan
upp blocket, och sedan tillbaka igen, kunde slutläget bli ett annat, flera
tiondels millimeter vid sidan om.
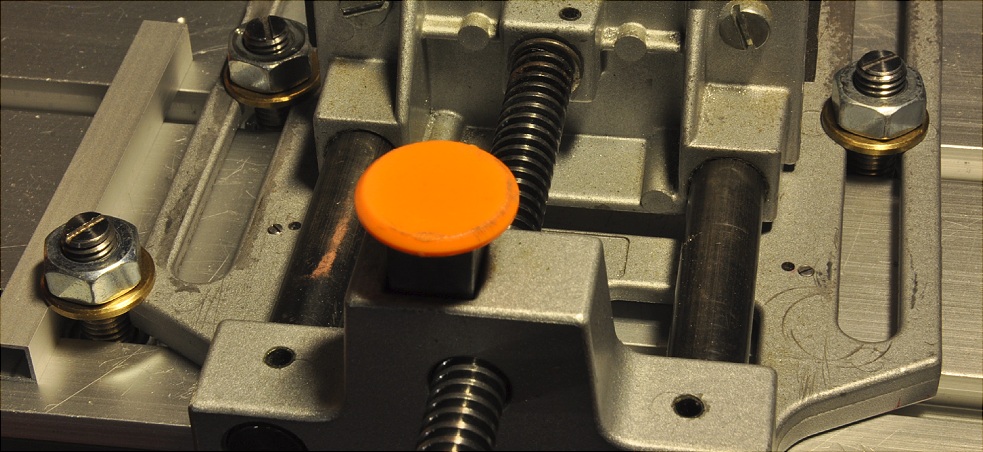
— Bilden ovan
vänster, övre delen, visar detaljerna i hur pelarmatningen fungerar praktiskt i
Wabeco-lösningen:
— Pelarhuvudet
med borrmaskinen vaggar sidledes — ibland i nära millimeterintervall.
— Jämför
matematiken. En variation på 0,1mM inuti excenterspännskruvens cylinderhylsa,
ger — ca 1 dM längre ut, där borrmaskinen sitter — en motsvarande rörelse på [enligt Wabecokonstruktionen 0,1(1dM/6mM)]
~1,7mM — eller 0,17mM om variationerna ligger inom hundradelar.
— KRAFTPILARNA —
tillsammans med djupmatningens kugghjul och hur det visat sig fungera — visar
konstruktionsfelet:
— Excenterspännskruvarna
med cylindrar vid A och B är bara delvis OK; VID deras
anspänning (nämligen), idealt korrekt, »flyter» hela den övriga
blockinfattningen på alla upptänkliga möjliga variationsdetaljer: Det finns
utöver AB-inspänningen ingen fast MEKANISK-DYNAMISK referens utöver
pelarblockets yttre spännkragar — som bara har till uppgift att bromsa
pelarhuvudets tyngd, och därmed anliggningar på alla möjliga hundradels
millimeterställen med variationer. Försöker man justera för minimal vaggning i
djupled, gör dessa spännskruvar att pelarhuvudet sitter åt så hårt åt
pelarcylindern att man knappast ALLS kan flytta det — alls — med
djupmatningsanordningen, kugghjulet.
— Den delen,
spännkragarna, således, bara GÖMMER felet.
— Kolla till
jämförelse undre delen i bildfiguren ovan.
— Här har
excenterspännskruvarna helt tagits bort, och skruvarna till spännkragarna
bannlysts.
—
Excenterskruvarna har ersatts av två stycken (Ø8mM) silverstål (5cM räcker,
per; silverstål finns f.ö. inte numera [2013] på Clas Ohlson);
— I mitten på
varje stång har filats upp en rund urgröpning i mitten för resp. spännskruv,
samt detaljerna högglanspolerats för minimal förslitning i justeringarna.
Fördjupningen som spännskruven glider in i garanterar att den insatta korta
stålaxeln följer med pelarhuvudet i djupmatningen.
— Övre
spännskruven med stålstången ombesörjer dessutom att KUGGFELET — kugghjulets
perifera kuggkranstoppar (alla utom två) som i Wabecokonstruktionen, felaktigt,
vidrör pelarens innerdel, och därmed bidrar till djupmatningens onoggrannhet
med en period på 55 mM — elimineras, och korrekt kuggmatning verkställs — utan
den felaktiga bottenkontakten med pelaren via kugghjulets kuggtänder. F[A]y
driver ut det felet.
— KRAFTPILARNA F[AB]xy
visar hur de insatta stängerna trycks ut mot det ursprungligt (noggrant)
uppfrästa pelarspåret av de nyinsatta koniskt slipade spännskruvarna (tillsågad
M8 gängad stång) till stålaxlarna.
— Genom
anspänningen bildas två par två distinkt exakta dynamiskt fasta spännpunkter i
pelarspåret F[AB]xy: F[AB]x skapar en motsatt dynamiskt FAST referenspunkt i
området vid C, stålpelaren bilden ovan, och som därmed kopplar automatiskt till
pelarblocket.
— Dvs.,
pelarblockets yttre spännskruvar blir HELT är överflödiga.
— De behövs inte
ens.
RESULTATBILD:
— Variationerna i
djupmatningen tvärs pelarens längsriktning försvann som i en dans.
Bilden ovan är
från de inledande testerna med prov på två insatta silverstål (Ø6mM) i
parallell. Testerna visade vidare att man inte alls behövde en sådan anordning
— det räcker med en stång per spännskruv.
— Jag har i
efterhand satt in ett längre axelstål (Ø8mM) överst (A) — för att utvidga
»WabecoClasOhlsonFunktionen» med ett bekvämt, effektivt djupmatningsstopp.
(forts.)
De bägge 6mM silverstålstängerna insatta och
justerade i pelarblocket.
— Efter inoljning [motorolja, silikonfett] och justering av de koniska spännskruvarna: Perfekt funktion. Alla djupmatningsvariationer försvann.

TM6 WABECO 1 · Nikon D90 · Dec2010
WABECO-excenterspännskruvarna
och deras cylindrar med pelarblocksfrontplattan, vänster. Höger, de två korta
prototypsilverstängerna med styrspåren för spännskruvens konspets och som
ersatte hela WABECO-konstruktionen.
— Aldrig har den där pelarmatningen fungerat så jämnt över hela dragintervallet.
— Tidigare måste man använda de bägge övre-undre spännskruvarna som kniper kring pelarblocket mot pelaren för att stämma bort de värsta variationerna tvärs pelarens längsriktning. Bara inom små intervall (i stort sett en centimeter), och efter ändlösa inställningsförsök, kunde man få någotsånär rak djupmatning.
Slutkonstruktionen beskrivs kortfattat i WabecoVyn;
— De två ursprungligen långa Ø6mM silverstålen
ersattes längre fram av dito ca 5cM korta Ø8mM:
funktionen är (ännu Sep2013), inom vissa begränsade kraftområden, utomordentlig; Enda problemet är att de bägge spännskruvarna måste matchas ut av en motstående spännpunkt (C i WabecoVyn) någonstans på pelarens andra mittsida, och som vi inte kan kontrollera. I praktisk funktion fungerar det så att om inte ställskruvarna är tillräckligt hårt anspända kommer pelarhuvudet att flytta sig någon millimeter år höger när man matar upp, och tillbaka till vänster när man matar ner — rak matning i bägge fallen — och som bestäms av den tydligt oprecisa kopplingen [Se PelarKuggen] mellan kuggdrev och kuggstången. Det betyder »ett oändligt kontrollerande mellan varven» för att försäkra sig om att djupmatningen fungerar tillfredsställande — för varje behov.
— Man kunde önska sig en bättre anordning.
CLAS OHLSON har inte längre den typen av borrstativ.
— Exakt vad Clas Ohlson har (i stället) kanske framskymtar ur ANVÄNDARCITATEN från webben (2011). Den rapporten visar tydligen att »Clas Ohlson is still going strong».
WabecoDjupmatningen — Wabecostativet
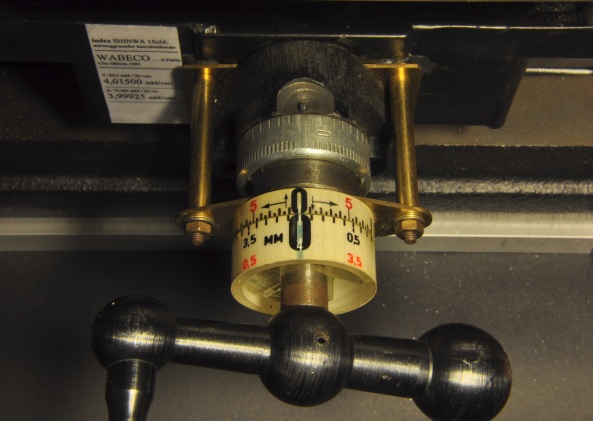
DJUPMATNING MED SKALA 1/10 mM
Wabecostativets skalring för djupmatningen hade en (något) bättre — mindre missvisande
— typ av indelning som i fallet xy för koordinatbordet
— men med skalstrecken på samma skalringdiameter (30mM) i intervall om 1 mM.
BILDKÄLLOR: Författarens arkiv 1Jun2013 GammaSupply1 Bild 92 · Nikon D90
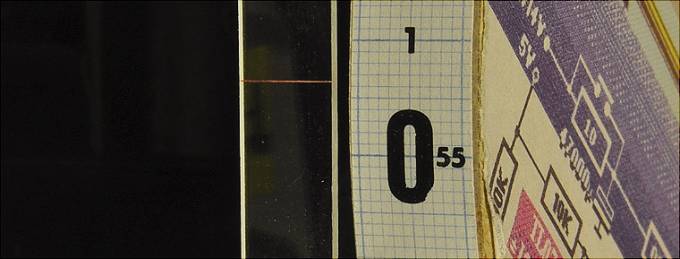
När vi väl hade fått fram en så fin djupledsgång [Se beskrivningen i Wabecostativet], vore det trevligt att också få fram en motsvarande noggrann skalvisning i djupled på (minst) 1/10.
— Kan inte du fixa det, snälla?
— Bilden ovan visar en del av ett insatt hjul (spånplatta 10mM, belagd med något pålimmat dekorationspapper) — noga svarvat, slipat och måttat med olika lager justerande papper i ändcylindern. Överst ett ihopskarvat millimeterpapper med exakta ytlängden 550 mM (vidare nedan) som ska passa ett djupledsvarv på 55mM via den underliggande cylinderskivan med diametern Ø175,0704374 mM.
— Varje centimeter på hjulskalan i bilden ovan motsvarar en millimeter i djupmatning, varje skalmillimeter en tiondels millimeter. Tydligt. Klart.
— Vi kan läsa av inställningen på bilden: 0,63 mM.
Vi klarar inte precisions/FINmekaniken utan den
hjälpredan.: Inställningar (fräsning, slipning i samband med konstruktion och
inpassning av elektronik) kräver MINST tiondelar säkert. Ovanstående
lösning klarar den biten (galant).
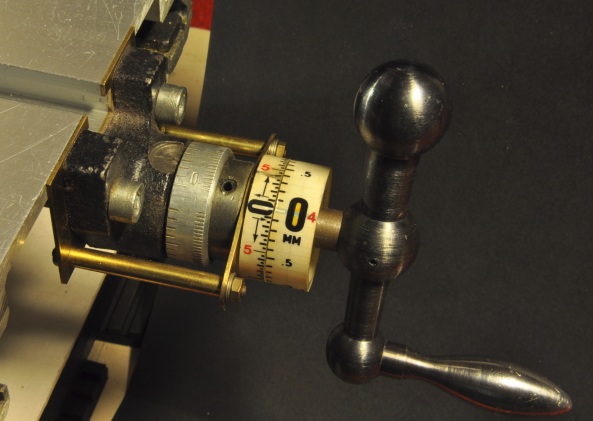
BILDKÄLLA: Författarens arkiv ·
Arkivhp\PemJan2013 DrillZ — Nikon D90
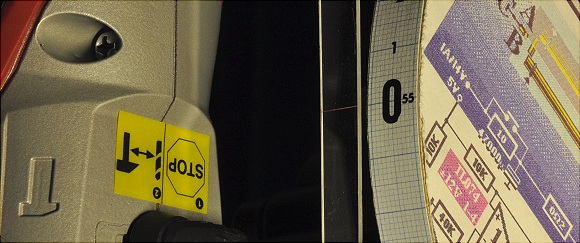
Bilden ovan visar hur en konstruerad djupledsskala på matningsarmen till ett pelarstativ kan te sig.
— Pelarmatningen (min anordning [WABECOSTATIVET]) är i original 55 mM
per varv;
— En skiva (10 mM spånplatta) med
omkretsen P=550 mM kräver en diameter på Ø=P/π=550/3,1415926=175,07043
mM — inkluderat tjockleken för pålagd pappersmantel med den aktuella mätskalan,
här två remsor utskuret millimeterpapper som har sammanfogats noga och
skalmarkerats med gnuggisar.
— Papperets tjocklek (t=0,087 mM) ger i
omkrets en differens på tπ=0,2733185 mM — vilket betyder en VÄL
synlig GLIPA om man fuskar, No mess.
— Millimeterintervallet medger tydlig
avläsning inom hundradelar (nonieskala); Direkt visuellt i varje fall på halva
tiondelar och deras halvor (med
viss vana från det klassiska skjutmåttet med dess nonieskala).
— RESULTATBILDEN med djupskalans
praktiska funktion är (min mening, mycket) tillfredsställande: man kan (lätt)
följa typ borrning i stål med SPECIELLT små borrar (typ 1 mM, dessa kräver särskild uppmärksamhet; t.ex. vid
tvärborrning av en stålaxel för insättning av ledsprint) med SÄKER koll
på att allt går mjukt (smörjmedel:
motorolja från droppflaska, då och då), lugnt (absolut minsta möjliga varvtal = minsta möjliga energi =
minsta möjliga värmeutveckling = bästa praktiska resultat= största livslängden)
och sakta tillväga: man kan följa förloppet i minsta detalj på krypande hundradelar.
Säkert.
Dagens elektroniska avläsningar är helt klart suveräna (där man kan
tillämpa dem utan dryga kostnader). Men ingenting går upp mot en
(kompletterande) precisionsbaserad mekanisk konstruktion. KÄNSLAN (av
precision) kan aldrig ersättas.
KOORDINATBORDETS GRADERING — Wabecostativet
KOORDINATBORDET
EXEMPEL PÅ KOORDINATBORD, bildens nedre del, separat monterat på pelarstativets gjutjärnsfot — här i bild tillsammans med WABECO-stativet från CLAS OHLSON-katalogen Nr72 1983—1984 s18
Koordinatbordets gradering — praktiskt exempel
Originalet från Clas Ohlson [Wabecostativet med koordinatbord]:
y-matningen:
— Värdelös skalprägling — flera »tiondelar» mellan första-sista. Bordet kan — i princip naturligtvis — inte användas om exakt skalprägling fattas.
Efter kompletterande konstruktion med insättning av en precisionsskala — med tillagd nonieskala för 1/100:
— Plexiglasrör [OriginalClasOhlson] har använts till den justerbara skalringens cylindermantel, på en underliggande utsågad, cirkulärslipad kompakt 8mM plexiskiva; en inre fast del fastmonterad på en mässingsplåt med stänger som anpassats till xy-bordets stationära infästningar, och en yttre del med upptaget spår och separat stoppskruv att monteras på den vridbara maskinskruvens axel.
x-matningen:

Lika illa här:
— Värdelös skalprägling — flera »tiondelar» mellan första-sista. Bordet kan — i princip — inte användas om exakt skalprägling fattas.
Efter kompletterande konstruktion med insättning av samma typ av precisionsskala som ovan — med nonieskala för 1/100:
BILDKÄLLOR: Författarens arkiv 1Jun2013 GammaSupply1
Bild 88;90 · Nikon D90
”Koordinat- och fräsbord för exakta
borr och fräsarbeten i trä, metall och plast”,
”Skalringar graderade 0,1 mm”.
Ur Clas Ohlson-katalogen nr72 1983-84 s18 som
beskriver xy-bordet ovan
— Klart man blir BESVIKEN när man vecklar upp förpackningen och får se hur dåligt produkten stämmer med säljställets marknadsföring. I det här fallet — på sätt och vis — inte alls.
— Men vadå? Produkten i övrigt visade sig (ytterst) användbar — om man bara hade EXAKT koll på VAR man befinner sig i Clas Ohlsons xy-värld.
— Sagt och gjort. Bilderna ovan visar hur man (faktiskt) kan göra en produkt MERA värdefull än vad både tillverkaren och säljstället (riktigt) hade tänkt sig. Resultatet står sig än i dag — efter snart 30 års flitig användning.
— OM Clas Ohlson skulle återinföra produkten som ovan — tillsammans med Wabecostativet — som också var rena katastrofen från inköpet (1984) på Clas Ohlson men som också ENKELT kunde fixas för ämnet precision — då SKULLE det finnas en verklig (genuin — billig, runt 1500) bas för amatörens räkning: borrstativ (med avancerade möjligheter), koordinatbord (med avancerade möjligheter).
— I dag (2013) är i princip ingenting alls känt om vad som finns och inte finns i dessa sammanhang, hur det fungerar eller inte — utom via vissa spridda röster på webben som rapporterar »intet nytt från fronten».
— Det skulle behövas inrättningar som verkligen TESTAR prylarna. Men vi hör inget på den fronten. Genomletning på webben ger ytterst magra resultat, för att inte säga, inget alls.
— Se ett citatexempel i Bra Borrstativ.
Jämför EinHell-borrmaskinen — lovprisad av många (i tester och rapporter 2012-13), som det verkar. I praktiken, rena rama skjutjärnet — som hoppar ur infästningen om man inte passar sig.
MASKINSKRUVSTYCKET
HJÄRTAT I MASKINPARKEN: xyz-stödet — MED GARANTERAD PRECISION — som alla arbetsstycken spänns in i för att säkra bearbetningens kraftmoment: maskinskruvstycket.
— Fungerar inte maskinskruvstycket i noga xyz-justerad precision, fungerar ingenting.
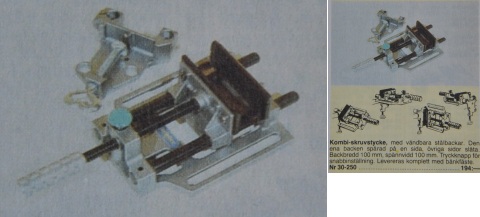
Vänster: ORIGINALET från Clas Ohlson Katalog
Nr72 s19. Höger:
Formkopia på BILTEMA [2013].
|
Avvikelse i backparallellitet: lodled 1/10 mM;
sidled 1/10 mM |
Avvikelse
i backparallellitet:
lodled 5/10 mM; sidled 15/10 mM |
|
|
|
|
Clas Ohlson-originalet från Katalog Nr72 1983-84 s19 |
BILTEMAs
version
Vår/Sommar 2013 s258 |

Avvikelse i
backparallellitet
är uppmätt med backarna ospända: i lodled som avvikelsen i den rörliga
skruvbackens position relativt den fasta backen — lägg en linjal överst och vicka på den lösa skruvbacken och
notera maximala avvikelsen — och i sidled som motsvarande avvikelse
tvärs backmatningen— tryck
linjalen mot fasta backen och vicka sidledes på den lösa skruvbacken och notera
maximala avvikelsen. Notera att värdena för ClasOhlson-originalet,
bilden ovan vänster och nedan, är uppmätta efter 30 års användning (1984-2013).
Var finns något liknande idag? Biltemas formkopia [2013] är bara en spillra i
jämförelse.
TABELL — Spännbackar parallellitet — avvikelser
i mM
|
typ |
lodled | |
sidled — |
användbarhet |
|
CLO original |
1/10 |
1/10 |
mycket |
|
BILTEMA |
5/10 |
15/10 |
rena skräpet |
CLO [ClasOhlson] originalet — fortfarande efter 30 års
flitig användning [2012]
BILTEMAS VERSION ovan höger:
— Börja med att fila bort graderna från spännbackarnas gängskärande tillverkning — annars lämnar dessa (svåra) märken på arbetsstyckena som ska spännas in — samt skruva ur skruvarna och lägg brickor mellan så att skruvarna inte sticker ut.
— Biltemas »kopia» av ClasOhlsonOriginalet (nedan) är så uselt att det är tveksamt om man alls kan göra vidare justeringar för att förbättra »en redan usel precision»: nämligen att ta/fila bort skarpa och ojämna kanter och delar i bottenplattan — för att kunna justera skruvstyckets planhet tillsammans med andra verktyg; Genom att spännbackarna (ovan höger) uppvisar så stora glapp som över 1 mM blir det mer eller mindre meningslöst att ens försöka definiera någon »allmän positionsreferens» för den här typen. Dessutom är spännbackarna tydligt ojämna överst (måste slipas ner) — samt spåren på ena klacken för inspänning av rör och stänger så grunda att funktionen blir tveksam — samt att spännklackarnas övre avfasning för inspänning av tunna jämnbreda plattor är tydligt runda i skarven: materialet som ska spännas in glider märkbart: maskinskruvstycket förmår INTE hålla ett inpassat arbetsstycke på plats då klackarna spänns åt — vilket i princip sänker användbarheten till noll, i varje fall i finmekaniska sammanhang. Användbarheten totalt för den typen av »maskinskruvstycke» blir därmed betydligt reducerad.
CLAS OHLSON-originalet visas ovan vänster i bild från ClasOhlson-katalogen nr72 (1983-84) — mitt inhandlade exemplar (1984) bilden nedan.
— Ett helt utmärkt grundverktyg — efter noggranna justeringar:
1. styckets bottenplan måste (eventuellt) planslipas så att inga glapp förekommer, samt
2. (eventuella) ställskruvar eller motsvarande justerande underlägg måste tillföras för att styckets orientering ska stämma med det underliggande koordinatbordet och dess inriktning till borrpelaren [Se WABECOSTATIVET för praktiskt exempel på borrpelare],
Ytterst
användbart maskinskruvstycke:
BILDKÄLLA: Författarens arkiv · Arkivhp FOTO
Verktyg · MaskinSS 16Jan2013-01-16 —
Nikon D90
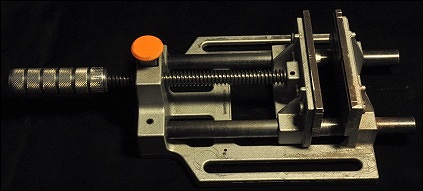
OriginalClasOhlson från 1984 — Ytterst användbart
maskinskruvstycke — men först EFTER finjustering. [Det är okänt om den typen alls numera finns att köpa].
— SAMMA FORMTYP som i bilden ovan — MEN BLOTT EN SPILLRA AV OVANSTÅENDE CLAS OHLSON ORIGINAL
— finns med bänkfäste på BILTEMA.
BILDKÄLLA: Författarens arkiv · Arkivhp\PemJan2013 18Jan2013
Bild VinkelVice (9) — Nikon D90
Mitt exemplar av Clas Ohlson-originalet från 1984 — med
alla fintrimningar efter noggrann visuell precisionskalibrering med vinkelblocket.
— Maskinskruvstycket är här kalibrerat
och klart för inspänning av arbetsstycken — raka detaljer — för
maskinbearbetning.
— Mitt exemplar krävde en viss
förbehandling: ett litet diagonalglapp via skruvstyckets bottenytan måste först
justeras (med Sandviksfil)
för att få stycket att vila helt plant mot det underliggande arbetsbordet, utan
glapp. Det är också något man får räkna med från inköpet: den inköpta produkten
måste ovillkorligen finjusteras — OM man vill ha maximal visuell precisionskoll
på och kunskap om sina verktyg, vad de kan och inte kan.
— Ämnet heter: finmekanik för amatörer — garanterat bra,
tillfredsställande resultat, alltid.
FÖR PRAKTISKT EXEMPEL PÅ INSPÄNNINGVARIATIONER I ELASTICITET för maskinskruvstyckets EXAKTA användning, se
Praktiskt exempel på Vinkelblockets användning för maskinskruvstyckets inställning.
BORRMASKINEN — exempel COTECH ordinär och COTECH mini — exempel Einhell — EXEMPLEN VISAR ATT MARKNADEN
ÄR RENA DJUNGELBOKEN
BORRMASKINEN
Se även Borrmaskin i INTRODUKTION (Vilken Borrmaskin?)
EGENSKAPER SOM AVGÖR VALET AV BORRMASKIN
Steglös varvtalsreglering är ett måste i alla finmekaniska sammanhang
för borrning, fräsning och slipning.
Fullständig avsaknad av axiellt chuckglapp är en förutsättning för att borr, slip- och
fräsarbeten också kan bevara precisionen i de olika styrspåren på hundradelar
(och tusendelar).
Plana chuckklackar — jämför ExaktaTestet:
De flesta — konstruktörerna inkluderat — verkar inte ens känna till
ämnesområdet: VARFÖR och HUR det ibland/ibland inte fungerar/inte fungerar med
olika maskin/chucktyper: ovalitetsfelet
hos icke svarvade cylindriska inspänningsobjekt
En inspänningshals — standard CYLINDRISK 43mM — som
INTE hotar med arbetsskada vid inspänning i pelarstativ: se VarningEinhell.
— För filsvarvning är en fjädrande chuck mindre betydelsefullt. Se praktiska exempel i FILSVARVNING.
Se även EXEMPELprecisFilSvarvning — tillverkning av EXAKT LIKA LÄNGDER rör/stänger/axlar in till tusendels millimeter.
PrimitivaBänkfästen — för
vanlig nätansluten borrmaskin
BORRMASKINSHÅLLARE
— se även JULA-stativet
PRIMITIVA urstarka BÄNKFÄSTEN
FÖR BORRMASKIN
Uppe inom timmen:
Underskatta inte din egen uppfinningsförmåga —
den är enorm, bara du ger DIG en ärlig chans: det är tillåtet att vila, men
aldrig — aldrig — att ge upp.
Exempel 1 — egen konstruktion av
Borrmaskinsstativ för Ø43mM hals
—
Konstruktion med träblock, 2st 45mM rörklämmor, 2st M8 gängad (rostfri)
stålstång + ytterligare beroende på »hur mycket man vill plocka på»:
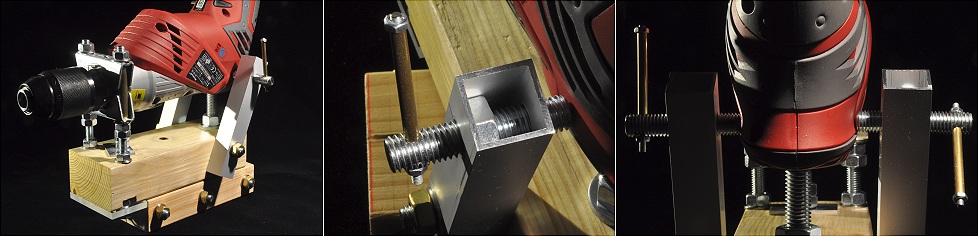
BILDKÄLLA: Författarens arkiv ·
4Jan2014 PemJan2013 Bild2;3;4 · Nikon D90
Spelrummet mellan blocket-maskinhuset (här min35mM) ska vara
tillräckligt för att få in överdelen på en (kraftig) tving.
— Tillsammans med en tving kan konstruktionen användas snart
sagt på otal sätt. Grundformen kräver bara tre (RAKT) borrade hål genom
träblocket.
— För bestämning av centrumavståndet för borrhålen till
rörklämmorna, se CentrumavståndetExempel.
ALUMINIUMPROFILERNA [20mMytter17mMinner] med ändsSPÄNNskruvarna
— slätslipade, högglanspolerade i änden för mjuk och fin materialkontakt med maskinhuset
— används för att precisionsspänna maskinen i sidled:
— Med lämpligt anspända AluminiumfyrkantsÄndar i träblocket
(separat genomgående gängad stålaxel):
— skruvstångens slätpolerade ändar pressar automatiskt ned
maskinhuset mot justeringspinnbulten under, via maskinhusets profilerade
svängda del — passar även utmärkt till COTECH-maskinen (mycket nära samma maskinprofil som Einhellmaskinen i bild ovan) — vilket inom rimliga gränser
garanterar stabil fastspänningsfunktion.
— Genom att också pinnbulten under (M12) kan justerar
uppåt/neråt, kan hela borrmaskinens inspänning i träblocket precisionsjusteras
med exakt passning för alla ändamål.
— Vertikala M12-stoppbulten är här ingängad i träckblocket.
— Notera att M10-muttrarna i handeln (bilden ovan mitten) finns i TVÅ olika nyckeldimensioner:
— I konstruktionen ovan används M10-muttrar med nyckeldiameter 17mM
(16,8) vilka precis passar att skjuta in i 20/17mM Al-profilen utan hinder, och
som garanterar säker låsfunktion för spännskruven (med minsta möjliga glapp).
— Träblockkonstruktionen ovan är f.ö. specialanpassad för
användning i andra detaljer.
För att konstruera (grundformen) ovan behöver man
1. 1 st träblock (45×70×LÄNGDca180)mM
2. 2st rörklämmor (Järnia) typ 45mM

BILDKÄLLA: Författarens arkiv ·
4Jan2014 PemJan2013 Bild6· Nikon D90
3. 2st M8 gängad stång (ca 150mM per) + M8-muttrar (10st) och
brickor (8st): stängerna fästs i träblocket med (infasade underst)
mutteranslutningar och överliggande spännmuttrar för exakt horisontell passning
för nedre rörklämmans plan;
4. 2st Ø10mM mässingsdistansrör (48mM per): bekväm funktion som
hindrar rörklämmorna att rasa ihop mot varandra när borrmaskinen tas ur;
5. 1st M12 gängad stång (ca 85mM) att fästas (via separat gängat M12-hål) i träblocket som stabilt
stoppstöd;
6. 2 st 20mMyttre/17mMinre Al-profiler (Järnia) (125mM) med
passande konstruktion och tvärskruvar för borrmaskinens sidledes säkra
fastspänning och justering (här utan vidare beskrivning).
Exempel 2 — egen konstruktion av
Borrmaskinsstativ för Miniborrmaskin (Ø45mM
hals)
—
Konstruktion med spillbitar av spånplatta, 2st 48mM rörklämmor + ytterligare
beroende på »hur mycket man vill plocka på»:

BILDKÄLLA: Författarens arkiv ·
4Jan2014 PemJan2013 Bild8;9;8· Nikon D90
Maskinstativet ovan här speciellt konstruerat för att passa till
Clas Ohlsons COTECH-miniborrmaskin.
— Tillsammans med separat fastspänningstving kan också detta
enkla (och stabila) maskinfäste monteras i princip var som helst (hur som
helst).
Materialet till bänkfästet har här gjort på det allra enklaste med
TYP tre spillbitar 12mM spånplatta (12×75×200)mM; plattorna monteras ihop med
undre+mellan via träskruv (som sedan inte syns
då): övre plattas skruvas ihop med underdelen via (M8) muttrar och dito
gängade stänger.
— Centrumavståndet mellan borrhålen till rörklämmorna: mät ut
innermåttet med skjutmått mellan de parallella gängstängerna hos de böjda
delarna som följer med rörklämmorna i påsen (och som inte kommer att användas i
den här konstruktionen, bara själva den bockade profilen); addera den släta
gängstångsdelens diameter;
— Exempel, mitt exemplar från Järnia 48mM Rörklämma;
innerdiameter böjda släta gängstångsprofilen: 48,70mM;
släta gängstångens diameter: 7,00mM;
centrumavstånd (48,70 + 7,00 = 55,70)mM.
Utmärkt passning.
Exempel 3 — egen konstruktion av
Borrmaskinsstativ till SKIL borrmaskin med
Ø38mM hals — för mindre horisontella finmekaniska arbeten
—
Konstruktion med 2mM vit passepartout, delvis konturanpassade, utskurna skivor,
limmade till mera kompakta passblock:



Bildkälla: Författarens arkiv · 25Nov2010 KOPPLINGAR TM1_FB1 Bild SKILfäste_7;2;11 · Nikon D90
Bilderna ovan visar min egen
improviserade lösning för SKIL-borrmaskinen
från Clas Ohlson, början på 1980-talet.
Stativet fungerar utmärkt tillsammans med en
fixerande vanlig tving.
— Stativet konstruerades med hjälp av 2mM
vit kartong (passepartout):
— En formkontur skars ut i flera skivor som sammanlimmades med
fotolim [och torkpressades under natt via en större mängd böcker].
— Funktion: Den horisontella borrmaskinens
montering visar sig särskilt
utmärkt för speciell gängning av mindre metallföremål typ 2mM kopparstång,
manuell svarvslipning av mindre stänger och rörbitar till olika svarvprofiler,
rörändslipning för exakt planhet, m.m.
— Urtagen efter maskinen kroppskontur gjordes dels efter mätning
och dels efter separat utskuren primär fixtur (man
kan, om inte annat, pröva sig fram successivt genom att skära/klippa ut vanligt
kontorspapper i kontur som sedan kollas/justeras på aktuell detalj tills
tillfredsställande resultat uppnås).
— För exakt finjustering av borrhalsens dimension användes ett
(lämpligt) plexiglasrör som stomme till ett kringvirat sandpapper. Med successiv
avverkning och mellanliggande test, gavs till slut en helt tillfredsställande
passning.
Exempel 4 — egen konstruktion
av
Borrmaskinsstativ för Ø43mM hals
TRÄBLOCK kan — rätt använt = med hänsyn till
fibrernas riktning och anordningens utövande krafter — göras ytterst användbara
i olika (enklare) maskinkonstruktioner: träets brotthållfasthet i
fiberriktningen ligger (väl) i klass med STÅLETS — men är helkass tvärs den
riktningen. Många olika sätt finns att utnyttja denna avancerade naturbjudning.
Horisontalmonterad äldre [1991] borrmaskin METABO SbE 490
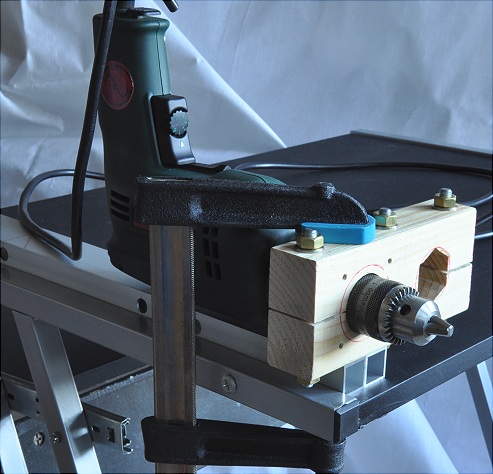
Bildkälla: Författarens arkiv · 6Jun2013
Prov Bild FilSvarv1A · Nikon D90
Det enkla stativblocket här med en
äldre METABO-maskin SbE 490 — det
aktuella träblocket utformat (sexkanthålet) för passning till WABECOSTATIVET — men kan också användas
i separat enklare horisontellt montage tillsammans med tvingar som ovan.
DET FINNS ALLTID som det ser ut ETT SÄTT — det
är bara frågan om tiden det tar att ordna.
Exempel 5 — multifunktionellt
bänkfäste typ JULA
Nedan ett horisontellt monterat
alternativ med ett JULA-stativ, här med COTECH-maskinen
från Clas Ohlson (2010) — och ett extra (tillfälligt) konstruerat stöd för
längre objekt: använd med fördel olika (varandra inskjutna) rör för att få fram
passande foder [bl.a. IronBILL
har rör i många dimensioner och material]:

Bildkälla: Författarens arkiv · 17Jan2013
Prov Bild FilSvarv1(2) · Nikon D90
Se även vidare om BORRMASKINEN i Axiella
Chuckglapp.
— Borrmaskinshållare för
horisontell montering av borrmaskiner
verkar vara på utgående.
Finns det inget att köpa, kan man försöka ordna en egen lösning
COTECH-maskinen kan istället med fördel
användas som horisontellt uppmonterad filsvarv dock
fortfarande med begränsat användningsområde p.g.a. det axiella glappet — bänkfäste finns
[Jun2013] på JULA för 49:- [samma typ av fäste
som ett tidigare ClasOhlsonOriginal — fungerar bra, ställbart i snart sagt alla
möjliga lägen — men bullrigt om man inte vidtar någon vibrationsdämpande åtgärd].

Utan den typen blir det knepigt med
horisontell montering.
— Slöjd&Detaljer har även en liknande [möjligen mera
robust] typ [Kombihållare, Katalog 2013/2014s80 239:-].
Tyvärr. Det är den bistra sanningen.
— Borrchucken [alla på Clas Ohlson 2010 testade] har [i läge normal borrning] en »LITEN» [dubbel-in-] fjädring som
omöjliggör varje GENERELL form av exakt ansats i vanlig
borrning-fräsning-slipning. Det betyder att slipspåret KAN glida (beroende på
belastningsmoment), likaså frässpåret [ända
upp till millimetern], och därmed helt spolierad precision. Det verkar
heller inte vara så mycket bättre på de dyrare maskinerna.
— Men här saknas klara besked.
[TEST
Mar2011: METABO tillfrågades i saken, typ VAR man kan få reda på DATA i
sammanhanget INNAN man köper maskinen. Företaget har ännu inte hörts av].
— Det BORDE finnas KONSUMENTDATA FÖR HOBBYAMATÖRER SOM PRAKTISERAR FINMEKANIK på dylika anordningar.
— Det BORDE [som ovan enligt uttryckliga önskemål] tydligt anges på maskinen om den har eller inte har en EXAKT omställbar funktion för slagborrning [MED axiella chuckglapp] och vanlig borrning [NOLL chuckglapp].
MEN: Det finns (här veterligt) ingen sådan standard.
— En (del) personal (exempel från JÄRNIA) förstår över huvud taget inte konceptet.
— Hur vet man då?
— Man får pröva sig fram, försöka avgöra genom att besöka säljstället och känna på den aktuella borrmaskinen.
— Eller så FÅR man upptäcka det hemma i efterhand genom att KÖPA GRISEN I SÄCKEN.
— Det är verkligen (2013) ingen uppmuntrande marknadsbild.
Se även citatexempel i Finmekanik Clas Ohlson.

Foto 11Jun2013 E12 Bild 54
— NikonD90
Vilken borrmaskin passar finmekaniken?
Jul2013 — se referensexempel i
ExaktaTestet:
— METABO SbE 490 — modellen finns inte längre, om liknande finns är här inte känt — arbete pågår med eftersökning av liknande eller motsvarande.
— Einhell RT-ID 65 — trodde vi, till en början.
Olika källor — webben (olika tidskrifter) — har olika sätt att
»rekommendera» vilken borrmaskin man ska använda för olika ändamål.
— Den gemensamma nämnaren för alla dessa (min begränsade koll) är att
INGEN av dessa inrättningar verkar förstå finmekanikens grunder: VARFÖR man
INTE ska köpa en borrHAMMARE — en borrmaskin som uppvisar fjädring i
borrchucken — som GRUND för hantverk på området hobbyistens finmekanik: Det
finns ingen sådan tillämpningsform i ämnet finmekanik.
— Ämnet omnämns inte ens. Jämför »slipCitatet»
— det stora allmänna hantverksintresset för finmekanikens baskunskaper [Manuell Borrslipning].
— Problemet på maskinsidan verkar vara (med erfaret exempel 2010 från Clas Ohlson, alla butikens
nätanslutna borrmaskiner testade) att INGEN borrmaskin (längre) finns
som INTE har axiellt chuckglapp — Einhellmaskinen
(2012) undantagen (samt Metabo
SbE 490 och kompatibla).
— Kunskaperna generellt, om den trenden fortsätter, är klart på
utdöende: maskinen kan inte användas för finmekanik. Se vidare praktiska
exempel i Axiella Chuckglapp.
— Jämför/Kolla typ ViiVillaTEST ”Borra som ett proffs”:
BORRA SOM ETT PROFFS!
nr6/2008
http://www.viivilla.se/Bygg/Verktyg--redskap-1/Borra-som-ett-proffs-45842
— 8st borrmaskiner beskrivs.
— Ingenting sägs om AXIELLT GLAPPFRI CHUCK
— det vi MEST behöver veta för att kunna AVGÖRA ev. maskinkandidater till vårt
intresse för HOBBYBASERAD FINMEKANIK.
— Liknande ”tester” verkar var de enda som finns: helt värdelös information
för den som via testerna söker efter en passande hobbymaskin
för finmekanik.
— Din enda räddning blir: besök aktuell säljbutik, KÄNN på sortimentet.
CHUCKGLAPP — Axiella · Radiella · Borrmaskinen ·

Foto 17Jun2013 E19 Bild 158
— NikonD90
CHUCKGLAPP
Ett axiellt chuckglapp spolierar avgörande arbetsmoment inom finmekaniken — det är enkelt att testa direkt på borrmaskinen i säljbutiken: maskinen man INTE vill ha.
|
|
|
|
— Inte direkt för ALLMÄN finmekanik. NOT.: maskinen ovan
[Metabo SbE 490 Järnia1992] saknar axiellt glapp. |
— ALLA har det: se särskilt i KULLAGERTEKNIKEN. |


Axiella Chuckglapp — BORRMASKINEN
Axiella Chuckglapp
|
Maskinexempel — perfekt stum borraxel: |
EXEMPEL PÅ VERKAN AV AXIELLT
CHUCKGLAPP — COTECH Clas Ohlson 2010 |
|
|
|
|
|
|
METABO SbE 490 |
COTECH Z1J-TD12-13E2 |
|

Höger: Se
utförlig beskrivning i EXEMPEL COTECH Splitter.
— Clas Ohlsons utbud av nätanslutna borrmaskiner (med 43 mM halsvidd som
passar till borrstativ) — alla butikens maskiner kollade 2010 med
reservation för ev. missade — uppvisar alla — SAMTLIGA — olika typer av chuckglapp.
— JÄRNIA har en typ EinHELL
RT-ID 65 som verkar vara den nu (2013) enda kända typ som kan användas —
men som också bjuder på en del intrikata »extra tillbehör» — som visar att
begreppet finmekanik verkar vara på utdöende. Se pratiska exempel i EinHEllMaskinen.
— En tidigare inköpt METABO
SbE 490 har också perfekt axiellt glappfri chuck — vilket är ett MÅSTE
för alla precisa moment i finmekaniken. Se även praktiskt exempel i Åtta lika långa
distanser till LaserVisaren.
Bildkälla: Författarens arkiv · 2Jun2013 GammaSupply1 Bild81
· Nikon D90
— Uppmärkning av ytliga borrmärken — som
inte får vara mer än några tiondels millimeter djupa — blir omöjligt med en
borrmaskin som har fjädrande chuck.
— Markering av borrmärken för fixturer i plexiglas (eller hårdare) är
ett ofta förkommande moment i olika finmekaniska (elektronik-) applikationer:
en (ofta) nålfin borr (inte
sällan Ø 0,5mM — se BorrApplikation0515 hur man inspänner en 0,5mM borr i en
modern borrchuck som kan ta lägst 1,5 mM borrar) måste kunna
tillåtas tränga ner BLOTT MAX ca 0,5 mM i materialytan — inte mera; Finns
en glappande chuckfjäder med i den bilden kan momentet inte genomföras.

Bildkälla: Författarens arkiv · 2Jun2013 GammaSupply1
Bild22;29 · Nikon D90
— Spårfräsning med exakt spårstyrning
och bevarat spårdjup blir omöjligt med en borrmaskin som har fjädrande chuck.
— Fräsning och slipning i olika grunda spår med exakt precision — även i stål i denna framställning om momenten inte
är för stora — blir en ren omöjlighet med en borrchuck som kryper, drar
och har sig inom 0-0,5mM, allt eftersom MEN DET ÄR INGEN DETALJ SOM BERÖR
HUSBYGGARE (typ »modern Clas Ohlson-standard», Se Hantverket och finmekaniken 2013): styrningen
måste vara exakt, utan glapp,
annars kan momenten inte utföras.
Men butikspersonal (i ett fall mitt exempel med
JÄRNIA) förstår inte konceptet — därför att hantverket — finmekaniken — saknar
allmän förankring: kunskaper, inblick och insikt saknas ute bland fotfolket.
— Butikspersonalens »fräcka» ”Vad ska du ha det till” kommer att föra långt utanför kundens syfte med butiksbesöket: att inhandla en eventuellt passande vara — inte att undervisa en tydligt ovetande personal i praktisk elektromekanik DÄRFÖR ATT DEN TIDEN INTE FINNS TILLGÄNGLIG.
Axiella chuckglapp — EXEMPEL — Borrmaskinen — CHUCKGLAPP
VAL AV BORRMASKIN
— exempel Cotech:
COTECH ordinär
och COTECH mini
— se även exempel på icke chuckglappande borrmaskin i EinHellMaskinen
— Tyvärr verkar de flesta borrmaskiner [även dyrare] sakna
en fast chuck utan axiellt glapp — vi behöver en
fast axiell distans
SOM INTE ÄNDRAR SIG i finmekaniken:
— Min genomgång [2010] på Clas Ohlson av deras nätdrivna
borrmaskiner — alla av typen »borrhammare» uppvisade olika typer av axiella
glapp i borrläget. JÄRNIA hade EN: Einhell RT-ID 65. Men … .
— Begreppet RENODLAD BORRMASKIN — INTE hammare —verkar inte finnas längre …
EXEMPEL Clas Ohlson
COTECH ordinär — Borrprecisionen
— Vi KAN GLÖMMA FINMEKANIKEN GENERELLT — helt och
hållet i varje fall vissa
avgörande moment — om vår borrmaskin är av nedanstående
illustrerade/dokumenterade typ:
BILDEXEMPEL COTECH
Z1J-TD12-13E2 Clas Ohlson 2010


BILD VäHö TM3 NikonD90 Dec2010
— En borrmaskin
som INTE kan uppvisa en fast axiell distans har också en begränsad användbarhet
inom finmekaniken — där vi mestadels avhandlar arbetsresultat inom området
1/100 millimeter. Jämför LJUSKOLLEN.
Exempel: ATT MARKERA BORRFIXTURER [BorrMärkningEX] i t.ex. plexiglas [ytmarkering på max djup 0,5mM för efterborrning med olika borrdimensioner] med en borrmaskin typ COTECH som ovan BLIR en hopplös uppgift:
— Antingen (minsta kraften) blir märket för litet — eller
(största kraften) så hugger plötsligt chucken och gör ett alldeles för stort
märkhål — i vissa fall RAKT IGENOM HELA ARBETSSTYCKET = förstört arbete (om
tjockleken < 1,35mM, se mätreferens nedan): exakt VAR hugget kommer
vet ingen. En maskin som uppför sig på det sättet har ingen funktion att fylla
i ett finmekaniskt sammanhang: okontrollerbara funktioner — men verkar vara det
enda som finns att välja på i Clas Ohlson-sortimetet [2010]:
— Borrchucken [alla på Clas Ohlson 2010 testade] har en [dubbel-in-] fjädring som omöjliggör varje GENERELL form av exakt ansats i borrning-fräsning-slipning.
Se även EXEMPELprecisFilSvarvning —
tillverkning av EXAKT LIKA LÄNGDER rör/stänger/axlar in till tusendels
millimeter
Bilderna ovan visar principen: När pelarblocket matas ner och borren möter arbetsstycket, händer ingenting inom den första millimetern. [Glappet totalt CotechChucken: 9,45–8,10=1,35mM uppmätt med Luna skjutmått BlåBorrkroppen/SvartaChuckKroppen].
— Sedan, plötsligt, hugger chucken i för kung och fosterland då infjädringsmomentet är avverkat.
— Beroende på varvtal och material kan resultat bli högst oberäkneligt — direkt obehagligt.
— Kanske bra för HUSBYGGARE som ska borra i sten och betong — och göra hål för infästning av fönsterkarmar. Men det är definitivt inget för finmekanik på amatörens hobbynivå. Det är uteslutet.
Om
inget nytt tillkommit (mitt exemplar 2010 med
typbeteckningen COTECH Z1J-TD12-13E2)
kan Cotech-maskinerna
—av ovan nämnda skäl — INTE användas generellt om ändamålet är teknisk
finmekanik.
EXEMPEL COTECHsplitter — Axiella Chuckglapp
— Med försiktiga lätta manövrer (1/10mM) FÖRSÖKER man
djupmata ner borrmaskinen COTECH i
pelarstativet mot arbetsstycket.
— Plötsligt hugger det till, och flisor, hålet mitten nedan,
yr kring ansättningsstället: förstört arbetsobjekt.
Vilket var felet?
— Cotechmaskinen innehåller ett AXIELLT CHUCKGLAPP som INTE
kan manövreras bort — många borrmaskiner, för att inte säga alla (2013|2014) på
den s.k. »hantverksmarknaden» [Clas Ohlson, Järnia, Tools, …] uppvisar just DEN
typen: ett litet axiellt chuckglapp 0-0,5mM finns kvar i maskinläge borrning. Maskinen
kan inte användas för borrning — utan allvarliga äventyr.
— När området för chuckglappet nås, börjar den spinnande
chucken tryckas in i maskinhuset MED STEGRANDE KRAFTVERKAN PÅ ARBETSSTYCKET och
som ännu inte hunnit upp till gränsen för genombrott — vilket varierar från fall
till fall beroende på material, varvtal, energiomsättning, borrens eggskärpa.
— Rätt som det är, när chuckglappsfjäderkraften uppnår
balans med materialavverkningskraften, hugger borren plötsligt in i materialet
för kung och fosterland så flisorna yr om det.
— En borrmaskin med
NOLL chuckglapp (METABO SbE 490 från 1992)
uppvisar ALDRIG den typen: en chuck med noll axiellt glapp TAR EXAKT PÅ
TUSENDELEN DÄR DJUPMATNINGEN BESTÄMMER. Därmed fås en garanterat MJUK ansättning
i arbetsmaterialet, de bägge hålen omkring mitthålet nedan.
— Jag letar fortfarande (Jan2014) med ljus och lykta efter
en nätdriven borrmaskin värd namnet på marknaden.
— Se f.ö. (varnande) exempel med Einhellmaskinen.
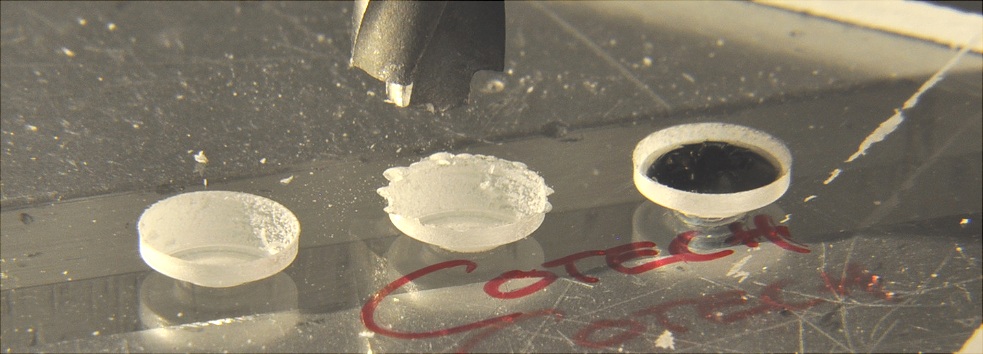
BILDKÄLLA: Författarens arkiv · 9Aug2013 Foto PHP PemJan2013 PS1 Bild42 · NikonD90
— Uppgiften här var att borra en försänkning till en M3×5mM
krysspårsskruv [Philips] med skruvskallens diameter 5,85mM med höjden 2,3mM för
bibehållande av en plan arbetsyta: För ändamålet finns [den grymt fina centrumtapptypen, se PrecisionsTest]
Piranhaborren Ø6mM med centrumspets Ø3,2mM; man anställer ett djupmått (via separat
borrstopp som finns på pelarstativet) på 2,5mM som Piranhaborren ska ner i
plexiglaset;
— Men COTECH-maskinen har ett (komplicerat,
tvåstegs-) axiellt chuckglapp som fungerar så:
— När det Ø3mM förborrade hålets uppborrade Ø3,2mM
från Piranhaborrens centrumspets träffar på Piranhaborrens huvudskär med Ø6mM
uppkommer motsvarande större kraftomsättning: Cotech-chucken svarar INTE på
fortsatt djupmatning via pelarmatningen, utan börjar skjuta in hela borrchucken
i borrmaskinens vevhus, och in till det axiella glappets gräns — som varierar
beroende på kraftomsättningen i aktuellt pågående borrning:
— Så; INGENTING HÄNDER INOM AXIELLA CHUCKGLAPPETS INTERVALL MED FORTSATT
DJUPMATNING — tills PLÖTSLIGT chuckglasppets gräns nås, och borrmaskinen svarar
med hela den så upplagrade spärrkraften:
— Plötsligt hugger maskinen i för kung och fosterland — så splittret och
mikroskärvorna formligen viner kring öronen.
Precis som här, bilden ovan
höger;
Plexiglaset spricker,
splittras under ett kortvarigt intensivt våldsamt ljudscenario.
Risken för arbetsskada är
uppenbar:
— Ingen vettig person vill rekommendera den här maskintypen för uppgiften: BORRA — utan
att lägga till eller dra ifrån extra distanser. Vad har det tagit åt MaskinKonstruktörerna?
UtellMe.
— Det GÅR att använda Cotechmaskinen utan
splittereffekten, men rekommenderas här endast om du är VAN maskinoperatör:
SMYG — sakta, typ »vänta tills nästa julafton» så att NÄR chuckglappet är
avverkat och maskinen börjar hugga i, DET sker med minsta möjliga EXTRA
pågående djupmatning — vilket betyder att man MÅSTE — ovillkorligen — kunna
smyga djupmatningen — få den att KRYPA — på hundradels millimeter. Annars — matning på
tiondelar — är risken överhängande att Cotechmaskinen hugger sina vevhusgaddar
i både arbetsstycket och dig.
— Min rekommendation är (därför), i erfarenhet av resultatbilden ovan:
Cotechmaskinen är billig (runt 300:- år2010) — och därför frestande att
»testa»: OM du ska använda den, tänk efter både en och flera gånger: Är
uppgiften FINMEKANIK är risken stor att bedrövelsen överväger euforin: Använd
Cotechmaskinen till de allra mest GRÖVSTA FÖRARBETENA — och
ta på rejält med skyddskläder.
Radiella Chuckglapp — BORRMASKINEN
Radiella chuckglapp

Termen RADIELLT CHUCKGLAPP förklaras/beskrivs bl.a. av AST-företaget i AST-länken nedan:
”Radial Play (Internal Clearance) in
Ball Bearings
Typically, ball and other rolling element
bearings are designed and
assembled with a slight amount of internal looseness between the rolling
elements (balls), and the raceways. This
looseness results in both radial play and axial play in the bearing.
”;
”General Design Considerations:
Speed:
As mentioned previously, high values of
radial play result in high values of contact angle. When a bearing is rotating,
the set of balls (or ball complement) is rotating about the pitch circle of the bearing, each ball is
rotating about its own axis, and gyratory
moments are acting upon the balls. The magnitude of the gyratory moment
is related to the contact angle. As rotational speed increases, the gyratory
forces acting on the balls increases and there is sliding action between the balls and the raceways.
This slippage results in lubricant film failure, increased heat, and potential premature failure. The
balance between the benefits of contact angle reducing stress must be weighed
against the potential for lubricant failure due to ball slippage.
”,
AST Bearings — Miniature Ball Bearings &
Precision Industrial Ball Bearings — Radial Play (Internal Clearance) in Ball
Bearings
http://www.astbearings.com/ball-bearings-radial-play.html
ALLA — utan undantag — kullager [eng. sing. ball
bearing] uppvisar GLAPP
— både axiellt = i axelhålets riktning och radiellt = tvärs axelhålets
riktning. Citatkällan ovan [‡] ger tabellvärden
på radiella lagerglapp [eng. radial play] för olika normintervall (MC1-6) i området 0-20µM
(-0,020mM).
BILDKÄLLOR: Webben 20Jul2013:
SUMMERS — Gerald Summers Ltd — Bearings and
Linear Motion Specialists
AST Bearings — Miniature Ball Bearings &
Precision Industrial Ball Bearings — Radial Play (Internal Clearance) in Ball
Bearings
http://www.astbearings.com/ball-bearings-radial-play.html
Förklaringen till det universella radiella glappet är given:
— I och med att kulan i praktiken INTE kan rulla på en PLAN
geometrisk ytlinje, utan istället tvingas »rulla omkring» på en utbredd kontaktform
— dels på grund av att kulan
måste låsas inne i sin lagerform av en krökt kontaktyta vars radie tvunget är
något större än kulans egenradie och dels på grund av materialets mikroskopiska
elasticitet mot kontaktytan, och som beror på belastningen och som därmed trycker
bort ideala geometriskt plana kontaktlinjen — tvingas kulan också
»rullvagga i sidled». Därmed tänjs begreppet exakt passning ut och
förlorar sin exakt geometriska betydelse: lagret glappar. Bilderna ovan ger
viss vägledning, samt aktuella artiklar.
— Se även Wikipedias Ball Bearing
@INTERNET Wikipedia Ball bearing [2013-07-20]
http://en.wikipedia.org/wiki/Ball_bearing
EMELLERTID, med olika typer av inspännings-, anspännings- och motspänningsteknik (beskrivs också av citatkällan ovan) kan de olika glappen motverkas [vilket, då, skulle ske i de fabrikanters verkstäder där man monterar ihop typen borrmaskin] — i princip reduceras till praktiskt NOLL, men det kräver speciell teknik (för oss vanliga dödliga, lika med dyra konstruktioner).
— AXIELLA GLAPPET — via ett
spårkullager — kan balanseras bort: EXEMPEL: Om axeln är gängad invid lagret
och en mutter dras åt på vardera sidan lagret, kan ena muttern göras mekaniskt
kopplad till lagrets ytterring, motstående muttern till lagrets innerring:
kombinationen med muttrarnas åtskruvning mot kullagret eliminerar effektivt
varje form av axiellt glapp;
— RADIELLA GLAPPET för en given axel
KAN balanseras bort HELT med hjälp av två närliggande spårkullager: Varje
kullagers lagerhus eller LAGERBOCK spänns åt omkring sitt kullager precis så
att radiella glappet elimineras — via elastisk anspänning i åtdragningen; Andra
kullagrets lagerbock spänns/monteras rätvinkligt det första, och summan av de
närliggande xy-ledernas radiella glappeliminering ger i slutänden en perfekt
radiellt glappfri rotationsaxel.
Speciellt för en borrmaskin är givetvis den vanligaste belastningsriktningen i axiell led — se Axiellt chuckglapp.
— Radialglappets praktiska sida kommer in i bilden först då vi vill utföra TYP fräsarbeten och sliparbeten — moment med krafter i direkt radiell riktning. Radialglappet speciellt visar sig allt mer i takt med att lagren slits (p.g.a. radiell belastning) med maskinens användning.
— Ett sätt att HELT komma ifrån inverkan av radiella glappet hos en borrmaskin (ny eller gammal, vilketsom) är att INTE TANGERA GLAPPKRAFTEN: Vi VET när den gränsen nås, att maskinen börjar — mer eller mindre våldsamt — vibrera radiellt/koniskt — vilket är speciellt lätt att få fram vid pinnfräsning i vanligt trävirke (på högre varvtal, och med långa verktyg).
— Hemligheten är enkel: kör på maximalt låga varv med kompromissen att avverka motsvarande litet i taget flera gånger. Annars sabbas måttnoggrannheten i arbetsstycket. Jämför bilderna i Vinjetten till Radiellt chuckglapp.
— Radiella chuckglapp kan vi (generellt) bortse ifrån (helt och hållet inom finmekaniken) om arbetet gäller ren axiell avverkning — »lodborrning» — och förutsatt borren är rak och symmetriskt slipad, samt att vi även då i viss mån iakttar principen med lägsta möjliga varvtal = minsta möjliga chans för maskinen att använda energi för självsvängning, annars träder radialglappet likväl in i bilden, förr eller senare. För kontroll av borrars rakhet och slipning, se utförligt från FormKollen.
Borrprecisionen — BORRMASKINEN
Wobblande Spännhylsor och värdelösa Borrchuckar
PRAKTISKT EXEMPEL — Borrmaskin COTECH
— Multi-Tool 135W — 149:- på Clas Ohlson [Dec2010]
Oacceptabelt centrerad inspänningsmekanik
CLAS OHLSON saluför sedan länge — utöver typen nedan [COTECH 2010] —
Borrmaskin COTECH — Multi-Tool 135W
en särskild CHUCKADAPTER som
kan ta typen små borrar
CuckCLO1992 Bild2 · Nikon D90

Bilden under chucken från Clas
Ohlson-katalogen 1992 s40, ”Nyckellös chuck med 1/4 ” 6-kantfäste”
— med följande extra tillbehör:
— Inte bara den inspända borren, utan HELA CHUCKEN wobblar:
Det skiljer, längst ut vid borrspetsen på (mer än) en millimeter.
VILKET VILL SÄGA:
— Verktyget är helt — fullständigt — värdelöst för varje form av precisionsbearbetning.
— Verktyget har helt enkelt ingen som helst koppling till begreppet finmekanik.
— UTÖVER FAKTUM ATT SJÄLVA CHUCKAXELN ÄR SNED — hela chucken wobblar — visar en inspektion av konhylsan med de tre spännklackarna i hårdmetall att ett passningsfel också finns där: en av klackarna ligger tydligt distanserad från de två övriga i maximalt ihopspänt läge: klackarna glipar. Inspänningsanordningen är oprecis.
— Säljstället för ovanstående hade uppenbarligen ingen mekanisk verkstad som kontrollerar butikens utbud av varor i någon form som matchar begreppet finmekanik [Hantverket och finmekaniken 2013].
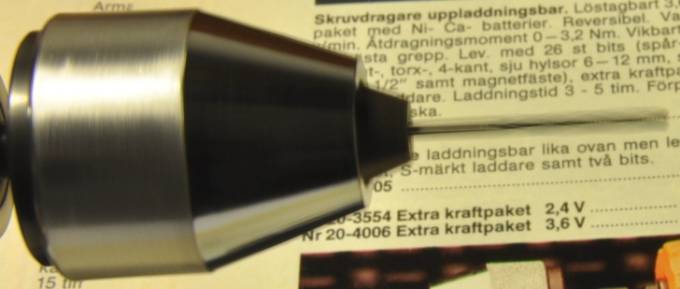
EXEMPEL Clas Ohlson COTECH mini — Borrprecisionen
SAMMA TYP MEN PÅ ANNAN FASON — Clas Ohlsons COTECH-miniborrmaskin (Dec2010):
Övre: Vilande. Undre: Roterande — synbar
wobbling — Clas Ohlsons COTECH-miniborrmaskin (Dec2010)
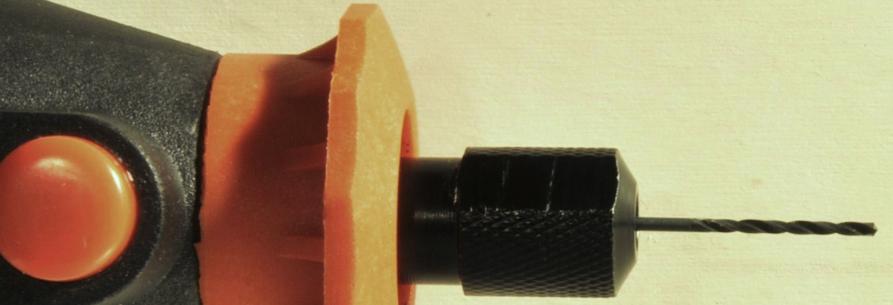

BILD 7&8 TM3 NikonD90 Dec2010 — Bilderna
tagna med NikonD90 på tid 5SEK — alla ev. avvikande rörelser kommer med. Jämför
samma test nedan.
Se även jämförande bildexempel på Perfekt inspänd centrerad borr.
— Det fotograferade fallet ovan är av typen SÄMSTA FALLETS INSPÄNNINGSRESULTAT. Gör man om inspänningen — genom att ändra borrens inskjutningslängd/och/eller vrida på den krysspårade inspänningshylsan [ca 90°] KAN både bättre och sämre resultat uppnås. Dock alltid på sätt som [enligt erfarenhet] inte kan förutses.
— Ett typiskt test om ca 10 försök slutar ungefär så här: — Finns det inget bättre? Bra är det inte.
— För en person som t.ex. vill göra precisa förborrarbeten på ett kretskort — eller ännu värre, tillverka en borrfixtur för kommande mera krävande passning — är ovanstående maskinlösning utesluten.
— Exakt okulär inpassning kräver exakt okulär instrumentering. Ovanstående hör tydligen inte dit [1mM±0,25]. Finmekaniken kräver typ 1mM±0,05 [max] — för att ge konstruktören den tillfredsställelse han eller hon förtjänar.
TYDLIGT KONSTRUKTIONSFEL:
Maskinens borrchuck med axel är helt OK, felet ligger inte där — men spännhylsans infästningsprecision INÅT från chuckens utlopp är kass: borren wobblar [eg. precesserar med centrum i utloppet från chucken].
— Skuggningen i bilden ovan underst motsvarar borrens maximala wobbelposition. Att använda en sådan inspänning i precisionssammanhang är detsamma som att be om trubbel: anordningen kan inte användas.
Detaljerna i chuckdelen på Clas Ohlsons
COTECH-miniborrmaskin (Dec2010)
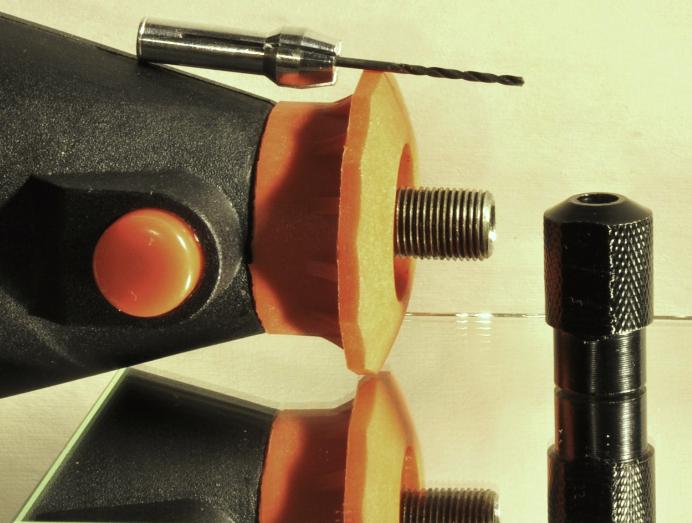
BILD 12 TM3 NikonD90 Dec2010
— För borrdimensioner UNDER 1 mM betyder
ovanstående ordning att borren, tveklöst, kommer att gå av. Kort sagt:
— Infästningsanordningen kan inte användas —
om uppgiften gäller PRECISION.
Kopparfoder löser finmekanikens
uppgift — COTECHminiEXempel
Felet ligger i spännhylsorna — inte i maskinen
LÖSNING:
— Inspänningshylsans baköppning visar ett hål på drygt 2,5mM [2,6mM]. Uppgiften är att bygga ett STÖDFODER mot den baköppningen så att wobbelaxeln som är orsak till förödelsen elimineras: »exakt centrering med stöd bakifrån».
— Ta 0,5mM tennad Cu-tråd, en längd på ca 30-40 cM. Spänn in ena änden i ett skruvstäd, fatta andra änden med en plattång.
— Sträckdra koppartråden tills den brister. Det ger en medeldiameter på ca 0,4mM;
— Vira tråden runt 1mM-borren på skaftdelen ca 1 cM. Klipp av.
— Vira ett andra varv över det första, samma tråd, men något kortare. Det är den aktuella foderhylsan.
— Trä fodret med borren igenom spännhylsans baksida — fodret ska precis »smeta» sig igenom hållet, vilket garanterar i princip absolut precision. Det går inte att missa den delen.
Hur man ordnar saken:
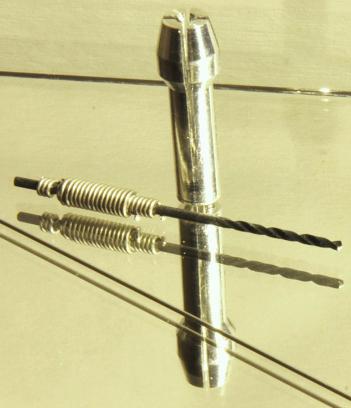

BILD 19;20 TM3 NikonD90 Dec2010
— Skjut in hela anordning i maskinens chucköppning, skruva fast med chuckskruven. Testa.
— Perfekt centrering.
— Har man försökt 10 gånger med CoTechs egen föreslagna [medsända] lösning — och tappat modet lika många gånger — uppstår rena jublet om man prövar med den ytterst enkla foderkonstruktionen.
EPILOG:
— Med tillgång till en mindre uppsättning fasta
tråddimensioner [0,5-2mM Cu] kan man åstadkomma nära nog rena underverk i
finmekanisk precision om det gäller att uppnå exakta resultat med omedelbar
verkan och enklast möjliga medel — förutsatt att man känner ingången till den
hemliga skattkammargrottan. [I princip allt går att ordna].
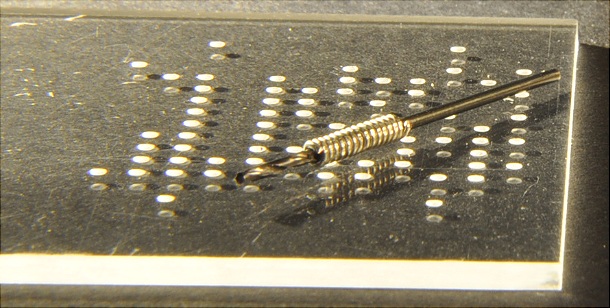
SmåBORRARiStoraMaskiner — BorrApplikation 0515
Bildkälla: Författarens arkiv · 2Jun2013 GammaSupply1 Bild81
· Nikon D90
— Kopparfoder löser problemet att
spänna in borrar med mindre diameter än 1,5 mM i dagens Moderna Utbud — för finmekanikens
räkning.
Samma typlösning för den Stora Reguljära Borrchucken
Samma typlösning som ovan i Kopparfoder kan användas för att få en vanlig reguljär STOR borrmaskinschuck [som normalt inte kan ta mindre axlar än Ø 1,5 mM] att acceptera 1mM-borrar [och mindre]. Den lösningen användes för att få visning på bilderna 1&2 nedan.
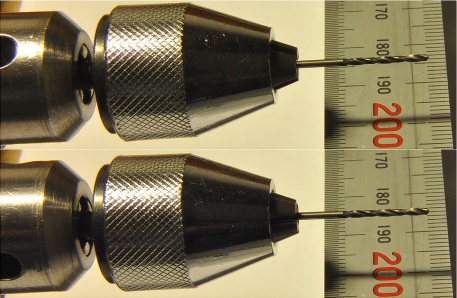
Perfekt centrerad inspänningsmekanik
Borrmaskin: COTECH — Hammer Drill 850W — 299:-
på Clas Ohlson [Dec2010] typbet. COTECH Z1J-TD12-13E2
Vänster: Vilande. Höger: Roterande — ingen synbar wobbling. Inspänningsborr vid testet,
1mM.
—
CoTech-maskinens borrchuck klarar inte 1 mM-borrar.
—
Typlösningen i Kopparfoder visar hur man gör — för att få Moderna Chuckar — som INTE
klarar mindre än borrar Ø1,5 mM — att
klara typen Ø0,5 mM.


BILD 1&2 TM3 NikonD90 Dec2010 — Bilderna
tagna med NikonD90 på tid 5SEK.
Det finns dock ett VISST (mindre) problem med den lösningen du som läsare bör känna till (redan nu):
— Kopparens relativt mjuka material sätter en viss
NYPGRÄNS i moment för motsvarande överförbar kraft (vridmoment) till borren.
Detta är dock ett minimalt LITET problem, eftersom en typ liten 0,5 mM-borr INTE är tänkt att utföra några jättejobb.
— Det enda man behöver tänka på — speciellt för borrning i plexiglas — är följande:
1.
ALL RÖRELSE ALSTRAR VÄRME — tänk i dessa termer, alltid, vid all bearbetning för att förbereda — planera — för bästa möjliga resultat (med den vanan sker det sedan automatiskt):
— Kör på MAXIMALT LÅGT VARVTAL — använd en grov arbetshandske för att bromsa chucken i förekommande fall för att få ner varvtalet, och använd gärna och ofta så enkla kyl och smörjmedel som: vanligt vatten och/eller motorolja i droppflaska;
— Speciellt djupare borrhål kräver extra försiktighet: Regeln är MAX DUBBLA BORRDIAMETERN åt gången; dra upp borren emellanåt, rensa bort det avverkade materialet;
— Höga varvtal bildar snabbt hög lokal värme, och risken blir överhängande att den lilla tunna borren i plexiglaset får glaset att smälta, och därmed PLÖTSLIGT AVBROTT: borren nyper fast — eller i värsta fall går tvärt av.
2.
— När borrchuckens tre klämbackar klämmer åt omkring Kopparfodret blir det kopparens material, inte borrchuckens, som bestämmer anliggningsmomentets kvalitet: trots perfekt centrering är risken stor att infästningen börjar slira om borravverkningsmomentet är av typen större. Dvs, borrens stannar och bara chucken [och kopparfodret] snurrar.
LÖSNING — med upplysande förvecklingar:
— Test med 0,5mM transformatortråd [plastbehandlad koppartråd] som chuckfoder verkar TILL EN BÖRJAN ge bättre grepp. Testat på borrning i plast, OK. Test i efterhand med borrning i plexiglas på större serier visar dock annorlunda.
— Gripstyrkan blir i själva verket bättre med det rena kopparfodret om man bara spänner till ordentligt — vilket inte verkar gå så bra med den plastbehandlade tråden: man kan i plastfoderfallet trycka in borren genom fodret med chucken spänd. Inte så bra.
Alltså i summa:
— No Problemo med REN (även förtennad) koppartråd: använd ren Cu (eller tennad dito) tråd, upprepa inspänningen flera gånger om exakt centrering inte infinner sig omgående.
*
Praktisk Elektromekanik — finmekanik för hobby och amatörer — Se även från HUVUDDOKUMENTET MED ÄMNESORIENTERING

Praktisk Elektromekanik — finmekanik för hobby och amatörer — Se
även från HUVUDDOKUMENTET MED ÄMNESORIENTERING
Bildkälla: Författarens arkiv · 11Jun2013
E12 Bild 105 — Nikon D90
END.
PemA1
innehåll: SÖK äMNESORD på denna sida Ctrl+F · sök ämnesord överallt i SAKREGISTER
Praktisk elektromekanik Applikationer 1
• VERKTYGEN
SOM KRÄVS — och hur de fungerar i praktiken • UNIVERSUMS HISTORIA
ämnesrubriker
innehåll
referenser
[HOP]. HANDBOOK OF PHYSICS, E. U. Condon, McGraw-Hill 1967
Atomviktstabellen i HOP allmän referens i denna presentation, Table 2.1 s9–65—9–86.
mn = 1,0086652u ...................... neutronmassan i atomära massenheter (u) [HOP Table 2.1 s9–65]
me = 0,000548598u .................. elektronmassan i atomära massenheter (u) [HOP Table 10.3 s7–155 för me , Table 1.4 s7–27 för u]
u = 1,66043 t27 KG .............. atomära massenheten [HOP Table 1.4 s7–27, 1967]
u = 1,66033
t27 KG .............. atomära massenheten [ENCARTA 99 Molecular
Weight]
u = 1,66041 t27 KG ............... atomära massenheten [FOCUS MATERIEN 1975 s124sp1mn]
u = 1,66053886 t27 KG ........ atomära massenheten [teknisk kalkylator, lista med konstanter SHARP EL-506W (2005)]
u = 1,6605402 t27 KG .......... atomära massenheten [@INTERNET (2007) sv. Wikipedia]
u = 1,660538782 t27 KG ...... atomära massenheten [från www.sizes.com],
CODATA rekommendation från 2006 med toleransen ±0,000 000 083 t27 KG (Committe on Data for Science and Technology)]
c0 = 2,99792458 T8 M/S ........ ljushastigheten i vakuum [ENCARTA 99 Light, Velocity, (uppmättes i början på 1970-talet)]
h = 6,62559 t34 JS ................. Plancks konstant [HOP s7–155]
e = 1,602 t19 C ...................... elektriska elementarkvantumet, elektronens laddning [FOCUS MATERIEN 1975 s666ö]
e0 = 8,8543 t12 C/VM ............. elektriska konstanten i vakuum [FOCUS MATERIEN 1975 s666ö]
G = 6,67 t11 JM/(KG)² .......... allmänna gravitationskonstanten [FOCUS MATERIEN 1975 s666ö] — G=F(r/m)² → N(M/KG)² = NM²/(KG)² = NM·M/(KG)²=JM/(KG)²
t för 10–, T för 10+, förenklade exponentbeteckningar
(Toroid Nuclear Electromechanical Dynamics), eller ToroidNukleära Elektromekaniska Dynamiken

![]()


är den dynamiskt ekvivalenta resultatbeskrivning som följer av härledningarna i Planckringen h=mnc0rn, analogt Atomkärnans Härledning. Beskrivningen enligt TNED är relaterad, vilket innebär: alla, samtliga, detaljer gör anspråk på att vara fullständigt logiskt förklarbara och begripliga, eller så inte alls. Med TNED får därmed (således) också förstås RELATERAD FYSIK OCH MATEMATIK. Se även uppkomsten av termen TNED [Planckfraktalerna] i ATOMKÄRNANS HÄRLEDNING.
Senast uppdaterade version: 2016-01-07
*END.
Stavningskontrollerat 2014-01-27.
*
åter till portalsidan ·
portalsidan är www.UniversumsHistoria.se
∫ ∫ Δ √ ω π τ ε ħ
UNICODE — ofta använda tecken
i matematiska-tekniska-naturvetenskapliga beskrivningar
σ
ρ ν ν π τ γ λ η ≠ √ ħ
ω →∞ ≡
Ω
Φ Ψ Σ Π Ξ Λ Θ Δ
α
β γ δ ε λ θ κ π ρ τ φ
ϕ σ ω ϖ ∏ √ ∑ ∂ ∆ ∫
≤ ≈ ≥ ˂ ˃ ← ↑ → ∞ ↓
ϑ
ζ ξ
Pilsymboler, direkt via tangentbordet:
Alt+24
↑; Alt+25 ↓; Alt+26 →; Alt+27 ←; Alt+22 ▬
Alt+23
↨ — även Alt+18 ↕; Alt+29 ↔
☺☻♥♦♣♠•◘○◙♂♀♪♫☼►◄↕‼¶§▬↨↑↓
→←∟↔▲▼
!”#$%&’()*+,
■²³¹·¨°¸÷§¶¾‗±
åter till portalsidan ·
portalsidan är www.UniversumsHistoria.se