UNIVERSUMS HISTORIA |
PemM3 | 2013I7 a BellDHARMA production | Senast uppdaterade version: 2016-01-07 · Universums Historia
innehåll
denna sida · webbSÖK äMNESORD på
denna sida Ctrl+F · sök ämnesord överallt i SAKREGISTER · förteckning över alla webbsidor

Bildkälla: Författarens arkiv · MONTAGE: 11Jun2013 E12 Bild
105 — 15Sep2012 E32 Bild156 · Nikon D90 • Praktisk Elektromekanik — finmekanik
för hobby och amatörer
BorrNOMENKLATUR | EinHellMaskinen | VinkelKollen | Borrning | ManuellBORRslipning | BorrMärkning | RakaHål |
I detta dokument:
FORMKONTROLL av Borrar,
Axlar, Rör Och Stänger
— OCH BORRCHUCKAR via ENKLA HJÄLPMEDEL
Se även från HUVUDDOKUMENTET MED ÄMNESORIENTERING
Kolla borrens RAKHET | Kolla borrens SLIPSYMMETRI | MÄTNING AV INSPÄNDA
BORRAR |
Kolla CYLINDERNS RAKHET | MAGNETVISAREN | HävstångsVisaren | LaserVisaren | DIREKTA — bästa — METODEN |
BorrKollen — RAKHET — Formkollen
DEFINITION · KONTROLL
Borrens rakhet — DEFINITION — RakhetTillWobbling

Foto 21Jul2013 E21
Bild 31 — NikonD90 • RAKHET OCH RENHET är svåra att avbilda
i praktisk mekanik:.
BORRENS RAKHET
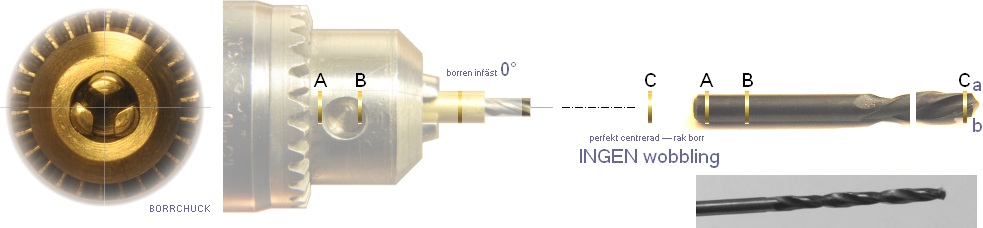
EN BORR

är idealt rak om bägge idealt cirkulära ändcirklarna AC är lika stora och
normaler TILL och med centrum GENOM idealt raka borraxeln — SÅ — att AC är varandras PROJEKTIONER
överallt utmed borraxeln.
I SÅDANT FALL är en tredje ekvivalent snittcirkel B

samma som en ekvivalent svarvcirkel som IDEALT SVARVAR/formar
borrcylindern.
I INDUSTRINS PRODUKTION AV STÄNGER OCH RÖR [-2013] gäller
inte — RIKTIGT — den analogin:
— Stänger och RÖR produceras genom
dragning/pressning/kallvalsning/centerlös slipning;
— Metoderna UTAN DIREKT SVARVNING medför att ideala
B-cirkeln INTE ERHÅLLER någon BESTÄMD centrering — svarvning finns inte — utmed ideala borraxeln mellan AC:
TEORI — efter omfattande observationer:
— RESULTATET blir ett slumpartat, över bearbetningslängden
godtyckligt utspritt OVALITETSFEL:
— B-centrum
varierar mellan AC-ändarna och med tillverkningsprocessens ytjämnhetsnogrannhet
tagen över bearbetningslängden:
B-felet — Borrkollen
— INSPÄNNINGEN
AB i en borrchuck uppvisar DÅ i allmänhet INTE ideala AC-cylindern, utan
istället praktiskt förlängda
AB-cylindern — B-cirkeln dislokaliserar/korrumperar begreppet »borraxel»:

Foto 29Jun2013 Mach Rak1 Bild21 · Nikon D90
— Ovalitetsfel — tvärsnitt
som formändrar mellan ideala cirklar och ellipser, och som fluktuerar över
borraxelns utsträckning
— i borraxelns ideala utsträckning resulterar i — idealt
släta inspänningsklackar
förutsatt — att borraxeln kommer att avvika MED OLIKA VINKLAR beroende på hur
borren är ROTERAD vid inspänningen i borrchucken — se praktiska studiefall i EXAKTA TESTET:
— Fenomenet — »B-felet» — gäller inte för svarvade
inspänningsobjekt.
CENTERSLIPNING — ofta förekommande metod i industrin för
framställning av typen borrstål — innefattar en avverkningskraft som TRYCKER
MOT arbetsstyckets ROTATIONSAXEL, medan SVARVNING bygger på en avverkande kraft
som trycker LÄNGS MED arbetsstyckets rotationsaxel.
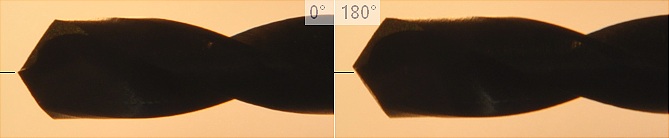
HUR B-felet visar sig i praktiken:
Hur B-felet visar sig
i praktiken — BfeletBild1 BfeletBild2:
— OLIKA
BORRMASKINER/BORRCHUCKAR uppvisar olika inspänningsresultat:
— Enligt preliminärt
genomförda jämförande TEST [Jun2013-]:
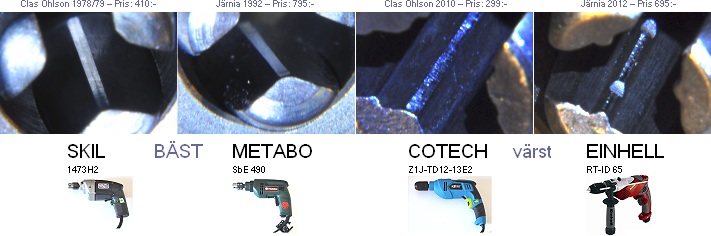
— Borrmaskiner med helt SLÄTA KONTAKTYTOR PÅ INSPÄNNINGSKLACKARNA —
typ SKIL och METABO som nedan
Inspänningsklackar
— Borrens
Rakhet
uppvisar [NATURLIGTVIS]
bästa — mest precisa — inspänningsresultaten: man
hittar snabbt den inspända cylinderstångens optimala rakhet.
— Borrmaskiner med RÄFFLADE/profilerade KONTAKTYTOR PÅ
INSPÄNNINGSKLACKARNA — typ COTECH och EINHELL som ovan — uppvisar klart sämsta
inspänningsresultaten: man får jävlas länge ibland innan man OM ALLS
hittar den inspända cylinderstångens optimala
rakhet.
METOD för snabb sökning av minsta B-felet
— se även i MinstJIGGLING:
— Praktiskt Ändresultat:
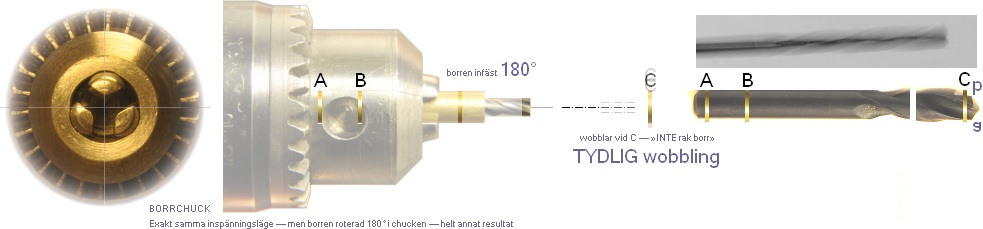
— En WOBBLING visar sig i borränden: vi SÄGER [då, inkorrekt att] borren
är inte rak:
— SÖKNING AV MINSTA B-FELET MED BORRCHUCKENS HJÄLP — spänn ur,
rotera, spänn in, kolla —
SNABBASTE SÄTTET — en del av oss GÖR det automatiskt utan
att tänka efter:
— En inspänd borr som uppvisar tydlig wobbling: Vi spänner
ur, roterar borren 180°, spänner in, och konstaterar OFTAST att resultatet är
[betydligt] BÄTTRE — mer behövs inte.
— OM fortfarande inte riktigt bra: Spänn loss, rotera
ytterligare 90° [går det inte åt
ena hållet, testa åt andra], spänn in, kolla. Är borren fortfarande
tydligt svängig i änden, spänn loss igen och testa inspänning med allt mindre
rotationsintervall (45° 20° 10° …): Hittar man fortfarande ingen riktigt bra
inspänning — borren wobblar fortfarande tydligt i änden — är borren tydligt
ORAK. Se Riktning av oraka
borrar.
— Se även DirektaMetoden
— för enkel och säker koll av INSPÄNDA borrars rakhet och slipsymmetri.
ger ett minsta wobbelfel som definierar borrens
praktiska rakhet från fabrikanten — sett ur kundens/köparens/användarens
perspektiv —
inte tillverkarens.
Ovalitetsfelet — ÖVERSIKTSBILDER SOM KRÄVS FÖR ATT
FÖRKLARA FENOMENET [B-felet] — se
även HUR FELET YTTRAR SIG:
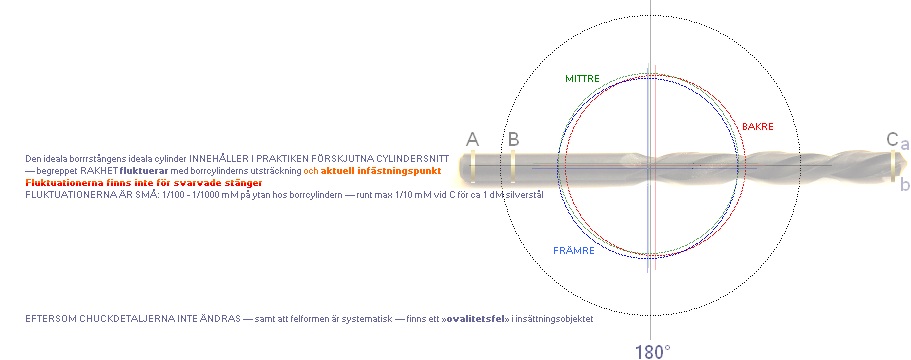
Den ideala borrstångens ideala cylinder INNEHÅLLER I PRAKTIKEN
FÖRSKJUTNA CYLINDERSNITT —— begreppet
RAKHET fluktuerar med borrcylinderns utsträckning och aktuell infästningspunkt — Fluktuationerna finns inte för svarvade stänger. FLUKTUATIONERNA ÄR [typiskt] SMÅ: grovt
och runt MAX 1/10 mM vid C för ca 1 dM silverstål — variationerna KAN
vara och är det ofta också betydligt mindre.
— NOTERA DET:
— Tillverkarens data gäller fortfarande — men B-felet gör att vi inte vet VAR
tillverkningsreferensen finns: Vi måste testa borren först för att hitta den
referensen [förutsatt idealt
absolut SLÄTA inspänningsklackar som GARANTERAT inte missar ovalitetsvariationernas kontinuitet] = STÄLLET för minsta möjliga
wobbelfel.
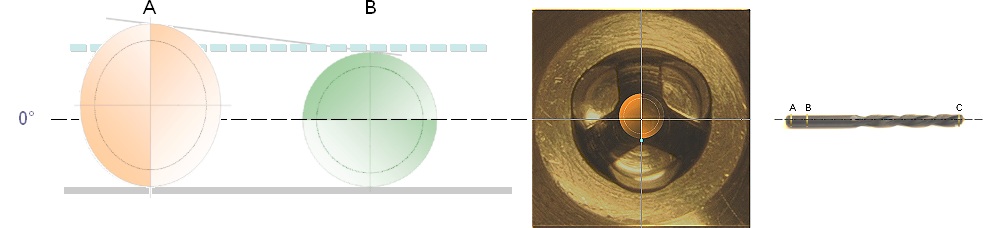
PRAKTISKA
FALLET UPPVISAR icke-symmetrisk felrotation:
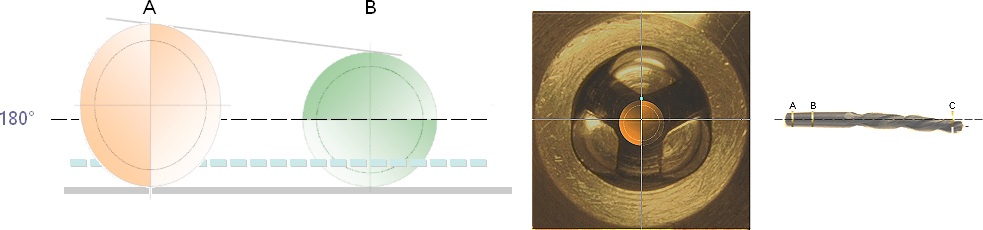
— ENDAST om man inför en ELLIPS för
endera snittcirklarna A ELLER B — inte bägge samtidigt — kan vinkelvariationen
i den observerade wobblingseffekten förklaras.
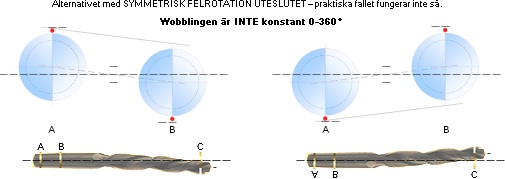
Alternativet med symmetrisk felrotation är uteslutet
— praktiska mätfallet uppvisar INTE den typen:
— Det faktum att wobblingen i den inspända cylinderänden
varierar med variationen i vridningen
som cylindern spänns in i borrchucken på bevisar sammanhanget:
— OM inget NÄMNVÄRT B-fel = ovalitetsfel funnes, SKULLE
borränden wobbla exakt likadant OBEROENDE av hur cylindern/borren är roterad
vid inspänningen i chucken. Det faktum ATT wobblingen varierar, bevisar därmed
ovalitetsfelet — dislokationerna i cirklarna AB relativt de FÖR RAK BORR ideala
cirklarna AC.
Ytterligare praktiska exempel — bevis — på B-felets yttringar
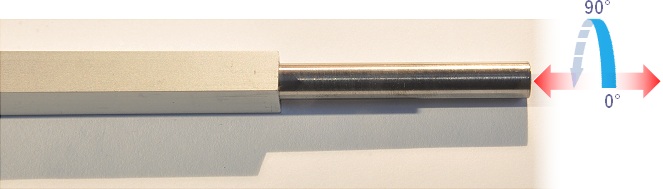
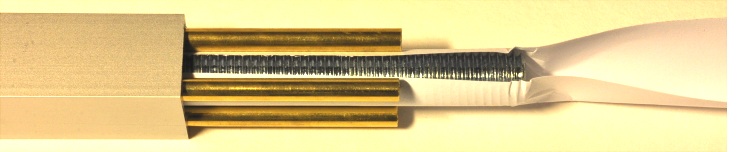
Ovan: EN Ø8mM RUND stålSTÅNG [silverstål] som löper fritt i en
omskriven rörprofil — här en y10mM;i8mM Al-fyrkant — kan idealt bara LÅSAS VIA
VRIDNING — stången kan inte skjutas
fritt längre — om stången innehåller en EXCENTER:
— Är (nämligen) stången
nära idealt rak, finns inga HINDER I ROTATIONSPLANET som kan åstadkomma en ändring
i formbilden:
— Med andra ord: Om stången innefattar en tvärsnittscirkel — en B-cirkel [Bfelet] — som på något ställe
INTE har origo i ideala stångaxeln — ELLER avviker från cirkelformen — KAN låsning
ske via en vridning av stången.
— Industrins olika stång-
och rörprofiler — pressdragna, centerslipade — ger studieexempel på hur den
ideala profilgeometrin är BRUTEN av
just motsvarande excentriska snitt;
Foto 1Jul2013 Bild 16;17 · Nikon D90
— Här OVAN har ett Ø8mM
silverstål funnit »perfekt glidande passform» med det inre av ett y10mM;i8mM
aluminiumfyrkantrör: stålstången kan utan märkbart glapp SKJUTAS OBEHINDRAT in i
fyrkantröret — inom ett vridintervall [0-90°] hos stångcylindern;
— VRIDS stången mot
ändlägena [0° eller 90°] UPPKOMMER LÅSNING, och stången måste nu forceras —
eventuellt materialet deformeras — om vidare inskjutning eller utdragning ska
verkställas.
— Studieexemplet visar och
bevisar DISLOKATIONER — B-cirklar [Bfelet] — hos idealt perfekta cylindriska snitt i
silverstålets längsutsträckning —— på cylindernoggrannhetens upplösning — för silverstål i storleksordningen 1/1000 mM eller mindre.

ARTIKLAR PÅ WEBBEN HAR EFTERSÖKTS som behandlar ämnet [Bfelet] — men har ännu [Jul2013] inte påträffats.
— Det kan bero på att jag inte har koll på de exakta ämnesrubrikerna i det etablerade facksammanhanget (än) — ämnet [eng. engineering, sv. maskin- och konstruktionsteknik generellt] är omfattande — att ämnet visst finns omskrivet, bara att det verkar svårt att hitta de aktuella avsnitten (för tillfället).
OM tolkningen [Bfelet] ovan är korrekt, ska en »perfekt rak borr» mellan idealcirklarna AB likväl uppvisa smärre wobbeleffekter — de praktiska inspänningscirklarna AC i borrchucken — om inspänningens cylinderskiva varieras 0-360° relativt chuckens fasta position: ett minsta och ett största wobbelutslag via diametrala inspänningslägen.
— Det är bara »perfekt maskinsvarvade cylindrar» som INTE kan uppvisa den typen — förutsatt idealt plana inspänningsklackar i borrchucken..
SAMMANFATTNING — borrens rakhet
— Hur kollar jag snabbast, enklast om min borr är rak?
METOD A:
Använd bildskärmen med ljus bildyta som bakgrund, ytan på ett vattenpass (av aluminium, maximalt plan referensyta), en pannlupp (förstoring 3ggr):
— Lägg borren på passytan, och kika mot skärmen efter ljusspringan samtidigt som borren rullas:
— Vi ser variationer mellan NOLL — ingen ljusöppning — och FÖRST HELT synlig springa inom ett övergångsintervall 0-0,02mM — testa själv med planytorna på en mikrometer [Se ljusspaltexempel i BästaMETODEN].
— Syns tydliga variationer, är borren definitivt INTE rak sett med krav på precision som ansluter till finmekanikens ändamål.
— Största ljusspringans öppning [typ 0,02mM] dividerat med borrlängden [typ 100mM] definierar borrens rakhet (eng. straightness) [typ 0,02mM/100mM = 1:5000 — vilket i så fall är ett normalt borrskaft frånsett vissa avvikande individer sett med industrins referenser: maxtoleranserna för vanliga borrstål ligger omkring 1:2000].
METOD B:
— Förutsatt SLÄTA INSPÄNNINGSKLACKAR i borrchucken:
— typen som finns på COTECH- och EINHELL-maskinerna är äventyrliga — för att exemplifiera enligt test: dessa maskiner som inspänningsagenter är i min testande referens i princip värdelösa [UTOM FÖR PERFEKT SVARVADE ÄMNEN]: kan inte användas för precis mätning och kontroll;
— [METODEN FÖR ATT FINNA MINSTA B-FELET] Spänn in godtyckligt. Kolla. OM tydlig ändwobbling, spänn ur, rotera 180°, spänn in. Kolla. OFTA ges ett betydligt bättre resultat — »det duger för ändamålet».
— Vid mer krävande fall: Testa urspänning igen med vridning MED ALLT MINDRE VINKELINTERVALL, inspänning och koll tills absolut minsta eller NOLLAVVIKELSE visar sig.
— NOTERA OCKSÅ RADIELLA
AXELGLAPPET — alla (mina testade)
borrmaskiner har det, mer eller mindre — vid försök att manipulera borrchuckens
vridning med fingrarna:
— Elektriska drivningen etablerar ett bestämt moment som
»centrerar radiella axelfelet automatiskt» — INOM vissa begränsade moment:
överskrids dessa moment vid borrning, börjar maskinen »vibrera våldsamt» —
vilket vi som har sett fenomenet redan väl känner till;
— Med manuell handvridning kan man direkt se (med lupp)
hur borraxeln ändras i sidled beroende på fram eller backvridning. DET
vridfelet kommer med i analysen om man försöker vrida chucken manuellt i
testerna. Undvik den delen, och låt chucken rotera på maskinens elektriskt
drivande kraft — på maximalt lägsta varvtal — för bästa resultat i den visuella
kollen.
BERÄKNING AV
BORRENS RADIELLA WOBBLING
FRÅN BORRENS RAKHETSTAL [eng. straightness]
— Hur kan jag mäta cylindriska avvikelser inom hundradels
millimeter för en inspänd borr i min borrmaskin — så som
den kommer att borra — i någon mera
precis mening — utan att det kostar mig skjortan?
— Se RadiellWobblingMÄT.
INDUSTRISTANDARDEN [2013] — se några webbhämtade exempel längre ner i tabell — tillsammans med RELATIVT enkla mätmetoder [BästaMetoden] — ger oss (unika) möjligheter att avancera (betydligt) inom den mera hobbybaserade finmekaniken — om vi också känner till de enkla sambanden:
Foto 29Jun2013 Mach Rak1 Bild10 · Nikon D90

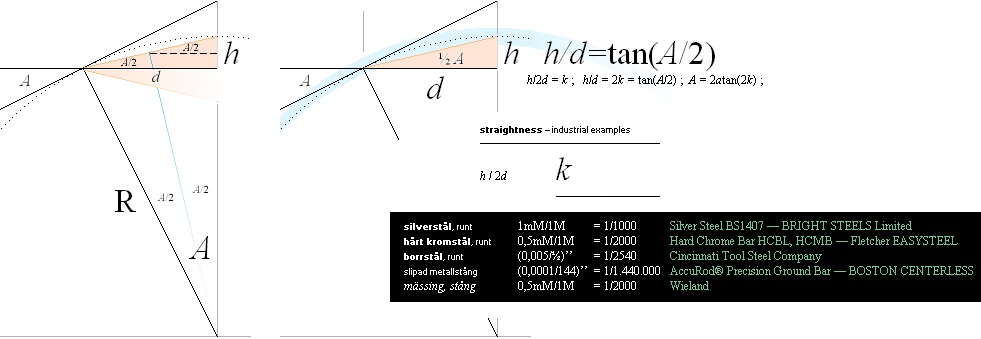
Transformationen RAKHET k Wobbling w
RAKHETEN (här k) hos IDEALT cylindriska formämnen mäts industriellt som det cirkulära förhållandet mellan högsta punkten (h, se figuren nedan) som avviker från idealt raka cylinderaxeln och längden (2d=l) mellan ideala cylinderändarna. Bilden nedan visar grundsambanden från den elementära geometrin. Omvandlingen från k till w ( w, motstående cylinderändes radiella avvikelse — wobbling — från ideala mittpunkten) kan då skrivas med hänsyn till cylinderlängden (l) och vinkelavvikelsen (B) enligt
w / l = tanB ; w = l · tanB ; tanB* = 2tan(A/2)/(1 – tan2[A/2]) = 4k/[1 – (2k)2] = 4k/[1 – 4k2] = 1/(1/4k – k) ~ 4k ; (k~1/1000)
— *
Se nr3 i Vinkelsummateoremet: tan(A+B) = (tanA + tanB)(1 – tanAtanB)–1
tanB = 1/(1/4k – k) ~ 4k ;
Termen –k — i
storleksordningen tusendelar — är i dessa sammanhang helt försumbar mot sin
invers:
Därmed
w = l·4k ;
w anger RADIELLA AVVIKELSEN
— wobbelcirkelns radie — från ideala cylinderaxeln.
EXEMPEL:
En borr med längden l=60mM och rakhetstalet k=1/5000 får wobbla radiellt MAX w=(60mM)4/5000=0,048mM — om rakhetstalet (k) gäller som ett största toppgränsvärde som inte får överskridas.
TABELLEXEMPEL PÅ OLIKA CYLINDRISKA FORMÄMNENS RAKHETSTAL (k=h/2d)
Från INDUSTRISTANDARD @INTERNET Jun2013
Straightness — Industrial examples [2013]
———————————————
|
ämne |
h/2d |
= |
k |
tillverkare |
|
————————— |
—————— |
|
———— |
———————————————————— |
|
silverstål, runt |
1mM/1M |
= |
1/1000 |
Silver Steel BS1407 — BRIGHT STEELS
Limited |
|
hårt kromstål, runt |
0,5mM/1M |
= |
1/2000 |
Hard Chrome Bar HCBL, HCMB — Fletcher
EASYSTEEL |
|
borrstål, runt |
(0,005/½)’’ |
= |
1/2540 |
Cincinnati Tool Steel Company |
|
centerlöst slipad metallstång |
(0,0001/144)’’ |
= |
1/1.440.000 |
AccuRod® Precision Ground Bar —
BOSTON CENTERLESS |
|
mässing, stång |
0,5mM/1M |
= |
1/2000 |
Wieland |
För k, Se RakhetDEFINITION.
UNGEFÄR INDUSTRISTANDARD 2013: en Ø3mM borr — k=1/2000 — med
längden 60mM FÅR — enligt
tillverkarens angivna toleranser för rakhet — ändwobbla MAX RADIELLT w
= 60·4/2000 = 0,12mM.
Ett mätexempel visar [typiskt en borr ur högen]
0,059mM. — Jag vill nog — helst — försöka reducera till max 0,01. Max.
— En borr vars borrspets ändrar sig godtyckligt under
rotation MER än 1/10 millimeter är UTESLUTEN i sammanhang som berör
(hobbybaserad) finmekanik. Vi måste ha en bättre borrprecision än så — annars
är mekanisk inpassning inom 1/100 mM — passningar med glidplan, rör, stänger
och axlar för EXAKT GÅNG = finmekanik [1/100 - 1/1000] — helt
meningslöst.
För att åstadkomma processbarhet — möjligheten att ALLS kunna
göra något — med en viss
minsta garanterad upprepbar noggrannhet — — där passningen i spår, hål, kanter
och ytor ansluter till dagens industristandard med rör, stänger och plåt med
passningstoleranser inom hundradels millimeter eller mindre — måste självklart
alla bearbetande verktyg också MINST kunna uppvisa den precisionen i alla
bearbetande led.
MED PASSNINGSGRÄNSER mellan
olika detaljer i finmekaniken vid runt 1/100 millimeter:
— En borr som wobblar mer än 1 hundradels millimeter radiellt befinner sig PÅ gränsen för användbarhet i ett finmekaniskt sammanhang. Allt STÖRRE än det ger motsvarande mer märkbara KONSTRUKTIONSFEL i resultatdelen: allt sämre passning.
— Se EXEMPEL PÅ VISUELLA MÄTAVSTÅND i området 1/100mM i BästaMetoden — 1/10mM är ett HUTLÖST stort intervall.
Borrens rakhet · | MAGNETVISAREN | HävstångsVisaren | LaserVisaren | DIREKTA METODEN |
MÄTNING
av cylindriska formämnens radiella wobbling

Foto 11Jun2013 E12
Bild 109 — NikonD90
MÄTNING AV INSPÄNDA BORRARs
OCH CYLINDRARS
RADIELLA WOBBLING
MAGNETVISAREN | HävstångsVisaren | LaserVisaren | DIREKTA METODEN |
FLERA OLIKA SÄTT FINNS att närma sig en ENKEL avläsningsmekanik — för kontroll och analys av en borrs eller en cylinders ändliga rakhet. Bilden nedan [MAGNETVISAREN] visar ett enkelt provisorium som inte kräver några speciella arrangemang utöver »lösa föremål generellt».
— Med kontaktytan (K=a) inställd på 5mM och mätutslaget (M) i L=175,5mM-stålskalans toppände 1mM ges radiella wobbelutslaget i cylinderänden lika med w = MK/2L = (1mM)(5mM)/2(175,5mM) = 0,0145450 mM. Det blir den här lösningens ungefärligt maximala gränsupplösning. En lösning med något högre upplösning visas i HävstångsVisaren.
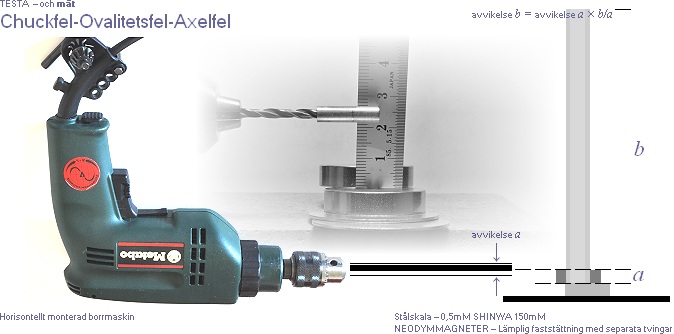
Foto PemJan2013 Mach Bild 2;4 · Nikon D90
— Lutas hela
längden L = a+b som funktion av en avvikelse DEFLa
via en dellängd a, gäller
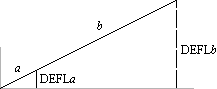
a/(a+b) = DEFLa/DEFLb eftersom likformigheterna a/DEFLa = (a+b)/DEFLb gäller;
DEFLa/DEFLb = a/(a+b); DEFLa = DEFLb[a/(a+b)] = DEFLb[a/(L)] = DEFLb[1/(1+b/a)] = 2w; w = DEFLb(a/L)/2 ;
EX.: L=175,5mM; a=4mM; (a/L)=(4mM/175,5mM)~0,0228; DEFLb =5mM; DEFLa = 5mM(0,0228)/2 = 0,057mM
— Bilden/figuren
ovan visar det enklaste av alla mätinstrument för kontroll av små variationer i
änden på en inspänd cylindrisk form i en borrmaskins aktuella borrchuck.
— NEODYMMAGNETER — i bilden ovan den större typen Ø32mM —
finns (bla.) på Clas Ohlson. En liten tunnare/lättare 15cM/0,5mM stålskala [den större typen 30cM som finns på bl.a.
Clas Ohlson är både för tung och för bred, och åstadkommer mera besvär än hjälp
— aktuell mindre typ finns på olika webbställen] hålls på plats av
magneten/magneterna — otaliga sätt att kombinera och arrangera finns.
— Det väsentliga är att stålskalans nedre del får vila på en
minimalt utskjutande klack eller fot, och på vilken den sedan får balansera och
vidröra [DEFLEKTIONa] den
påträdda cylindriska ändhylsan på borränden — och via hävstångslagen ge ett
motsvarande större utslag [DEFLEKTIONb]
i stålskalans toppdel. Magneterna säkrar att stålskalans fotdel inte åker iväg.
— Se mera utförlig beskrivning i MAGNETVISAREN.
HUR RAKT RIKTAD EN ICKE SVARVAD FORM — vilket främst betyder alla borrar vi köper i handeln — ÄN kan fås, kommer rakhetsriktningen INTE att eliminera ovalitetsfelet [Bfelet] — det symmetrifel som finns inneboende i varje formämne som INTE har formats genom direkt (exakt) svarvning.
— Det betyder att ÄVEN med »absolut rakhet» för en given borr som tillverkats genom centerlös slipning [ref. @INTERNET Wikipedia Centerless grinding (2013-07-09)] kvarstår ett ovalitetsfel [Bfelet]:
— Ovalitetsfelet [OVALITETSFELET] [OvalitetsfeletBEVIS] betyder att
när borren spänns in i en borrchuck, kommer ovalitetsfelet — inspänningscirklarna AB [BorrensRakhetDEF] — att bestämma en viss minsta och en viss största diametral avvikelse mellan ändcirklarna AC: borren kommer att uppvisa ett MINSTA wobbelställe (»0°») och ett STÖRSTA wobbelställe (»180°») — optimalt belägna 180° diametralt i borraxelns rotationsplan — exakt var måste vi testa oss fram till — specifikt för den aktuella borrmaskinens borrchuck.
— Endast för (exakt) svarvade cylindrar utgår den felformen.
— Eftersom (ännu 2013) huvuddelen av de borrar vi köper tillverkas via icke-svarvande metoder, finns det hur som helst också ett motsvarande ovalitetsfel [Bfelet] med i bilden och vilket precist definierade fel bara visar sig sedan den aktuella borren testats för den aktuella borrmaskinen;
— Ovalitetsfelets minsta inverkan — inspänningsstället där borren uppvisar sin minsta wobbling = minsta möjliga avvikelse i den bearbetande borränden — kan bara påvisas genom att (iterativt) söka minsta avvikelsestället genom upprepade in och urspänningar av den aktuella borren: borren roteras med varierande insättningsvinkelintervall i den aktuella borrchucken, i samtidig analys och observation av varje ställes avvikelse — tills vi finner stället med minsta avvikelsen.
— För den uppgiften krävs — tydligen — en viss INSTRUMENTERING med upplösning i variationer in till tusendels millimeter — mer än tio gånger noggrannare än vad vi DIREKT kan se med hjälp av ljusspalter med blotta ögat — se spaltexempel i BästaMetoden.
MAGNETVISAREN
— Högsta PRAKTISKA noggrannheten för wobbelvärdet ca 0,015
mM:
Bilden nedan visar det enkla arrangemanget:
— Två (för extra tyngd Ø32mM) neodymmagneter håller den tunna lätta stålskalan på plats lodrätt. Stålskalan kan vikas ut en liten ifrån magnetfoten då skalan släpper, och blir tillgänglig för vilande mekanisk kontakt mot den påträdda rörcylindern (mässingsrör) på borränden som ska testas — inspänd i aktuell borrmaskin.
— Ett Aluminiumfyrkantrör med påtejpad millimeterskala har här använts — fristående utan vidare montage — som fast mätkropp för utslaget till stålskalans toppdel:
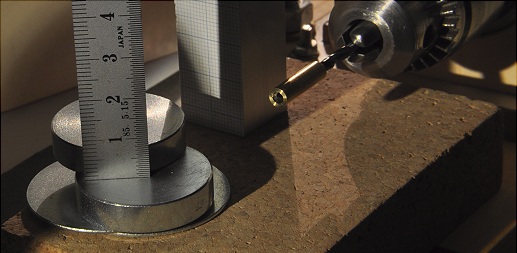
Foto PemJan2013 ChuckEinhell ChuckTest Bild BM7 · Nikon D90
MAN FÅR HÅLLA/BROMSA borrchucken (med arbetshandske) — om varvtalsregleringen inte kan sättas direkt från noll — för att få stålskalans visare att variera lugnt, så att man kan läsa av.
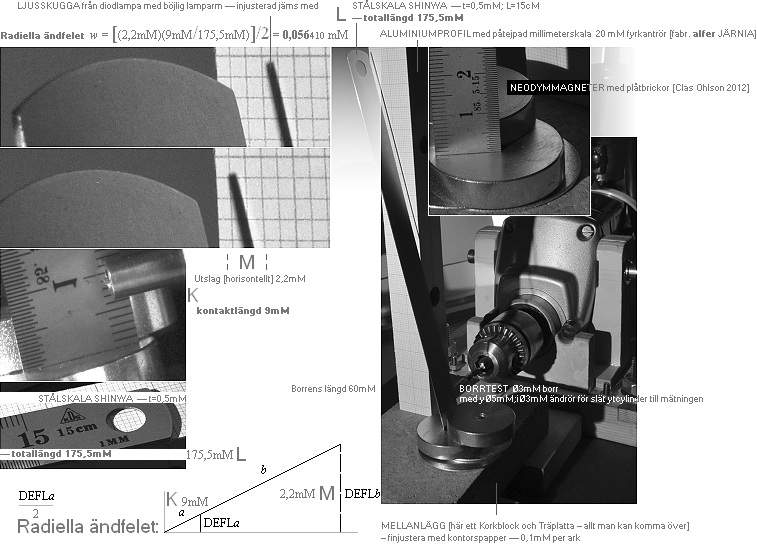
Foto PemJan2013 ChuckEinhell ChuckTest Bild BM1;2;4;5;8 ·
Nikon D90
— Radiella
ändfelet kan då beräknas
w = MK/2L
= [(2,2mM)(9mM/175,5mM)]/2 = 0,056410 mM
= MK/351
— w anger radiella
avvikelsen — borrens
wobbling — i borränden från ideala borraxelns cylinderaxel.
— K anger kontaktlängden: avståndet mellan
stålskalans bottenstödlinje och anliggningspunkten mot cylinderytan.
— L anger stålskalans totala längd, här 175,5mM.
— M anger uppmätta avvikelsen i stålskalans ände.
Med optimal inställning för K=5mM och minsta möjliga (någorlunda säkra) avläsningsintervall M=1mM blir högsta upplösningen
wMIN = (1mM)(5mM)/351
= 0,0142450 mM
HÄVSTÅNGSVISAREN
MEKANISKA MOTSVARIGHETEN TILL Magnetvisaren
— Mätande gränsupplösning: ca 0,005mM i radiell variation — en fördubblad precision jämfört med magnetvisaren.
— Men det är (väldigt) vingligt — minsta hostning i granngården får mätnålen att darra:

Foto 9Jul2013
ChuckTest BildBH 24 · Nikon D90
— Den Ø22,5mM
runda plåtbrickan i mitten gömmer två mindre Ø10mM neodymmagneter som ligger an
mot aluminiumfyrkantröret via attraktion mot den inre M12-stålstången och
håller den lösa millimeterpappersremsan på stadig — och perfekt mobilt
justerbar — plats.
— MAGNETER generellt kan anställa helt suveräna provisorium
— som man sedan har sju svåra år framför sig om man vill förverkliga en
motsvarande fast mekanisk konstruktion.
FASTHET, SOLIDITET OCH TÄT GLAPPFRI RÖRELSE är begärliga egenskaper inom finmekaniken.
— Här tillämpas samma princip som i KVADRATISKA METALLPROFILER som beskrivs inledningsvis i KONSTRUKTIONSELEMENT.
— Notera noga:
— Beroende på parti — hela produktionsserier — och tillverkningsepoker, kan olika leveranser från olika tillverkare skilja på en eller annan hundradel — som effektivt spolierar nedan realiserade funktion — ytterligare ett exempel på finmekanikens snäva toleranser.
— Jag provade först med ett äldre exemplar av en M12 gängad stång tillsammans med de fyra Ø5mM mässingsrören: no way. Gick inte. Helt omöjligt att få in komponenterna i det aktuella fyrkantröret — jämför för övrigt beräkningarna i KVADRATISKA METALLPROFILER: r = (17mM·√2 – 11,85mM)/(1 + √2) = 5,0499387 mM; med Ø5,00mM kommer passningen att fungera perfekt med garanterat friktionsfri glidning.
— Är däremot M12-stångens ytterdiameter 11,90mM blir r = 5,0292280 mM — ett inte lika solklart glidfall. Är mässingsrören (dessutom) endast någon hundradel utöver exakta 5,00mM skiter det sig definitivt: går inte.
— När jag provade en nyare inköpt M12-gängad stång, gled attiraljerna in som aldrig förr: mjukt, tätt, helt galant.
— M12-stången har här fästs in i ett grovt träblock som borrats med Ø10mM och sedan gängats med M12 — här kan borrmaskinens borrchuck i ett pelarstativ fungera utmärkt MED HANDKRAFT: spänn in gängtappen, och dra chucken för hand, samtidigt som borrmaskinen matas helt lätt neråt; när bottenläget har nåtts, spänn loss och dra ur tappen med vanligt svängjärn (eller passande nyckel).
— Muttrarna längst upp (bilden nedan): Nedre låser fyrkantröret/mässingsrören i fast position (fyrkantröret/mässingsrören kan vridas runt M12-axeln 0-360°); Övre låser.
— Spelet mellan fyrkantröret och nedre muttern är vad hela anordningen (fästad i fyrkantröret) kan justeras på i upp/ner-led — justeringen som är helt glappfri och ytterst fin krävs för att få fram passande matchning mot det inspända objektet i borrchucken som ska testas.
— De 4 MÄSSINGSRÖREN med EXAKT LIKA LÄNGDMÅTT (225mM):
— Använd en horisontellt monterad borrmaskin; Använd en rörhylsa som ändlager (smörj med motorolja om det behövs), och som passar överskjuten på mässingsröret — IRONBILL har kopparrör med iØ5mM som passar utmärkt; Montera rörhylsan i ett separat maskinskruvstycke; spänn in mässingsröret (grovsågat i mått) i horisontalmaskinen och synkronisera rotationen med hylsan i maskinskruvstycket för minsta möjliga friktion = lättaste gången mellan borrmaskin och rörhylsa;
Montera maskinskruvstycket FAST (med separata tvingar om det behövs); Skjut sedan in mässingsröret i borrchucken till botten — spänn fast, och lägg en spärrbricka eller hylsa, eller mutter eller annan passande plan metallbit överskjuten på röränden som ska fungera EXAKT MÄTSTOPP;
— Utför sedan en FILSVARVNING på den överskjutande rördelen: tryck en planfil mot mässingsrörets ände medan borrchucken roterar röret — kör på låg hastighet och tryck jämnt och fast, vilket ger maximal avverkning; Låt avverkningen fortlöpa in till spärrhylsan; tryck filen plant mot röränden för att få en slutlig finish med maximal planhet över hela tvärsnittet (är du godkänd av NaturResurserna, ska röret kunna STÅ på högkant efter färdig bearbetning); spänn ur, och gör samma med de övriga tre mässingsrören.
Resultatet blir EXAKT LIKA LÄNGDER — in till tusendelar.
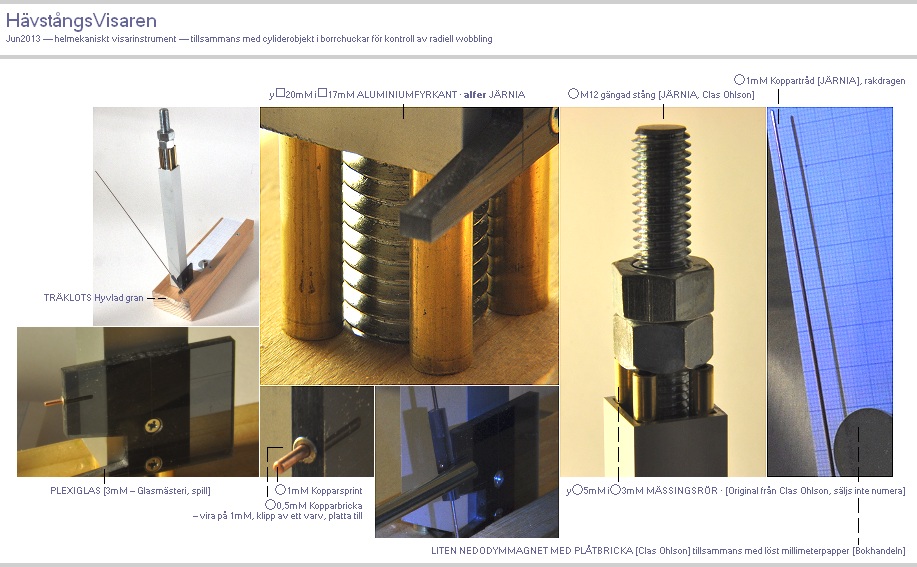
Foto 9Jul2013
ChuckTest BildBH
18;15;13;7;6;5;3 · Nikon D90
HävstångsVisaren
Jun2013 —— helmekaniskt visarinstrument —— tillsammans med
cyliderobjekt i borrchuckar för kontroll av radiell wobbling
INKÖPSLISTA material:
——————————————————————
y![]() 20mM i
20mM i![]() 17mM ALUMINIUMFYRKANT · alfer JÄRNIA
17mM ALUMINIUMFYRKANT · alfer JÄRNIA
![]() M12 gängad stång [JÄRNIA,
Clas Ohlson] med två M12-muttrar
M12 gängad stång [JÄRNIA,
Clas Ohlson] med två M12-muttrar
y![]() 5mM i
5mM i![]() 3mM MÄSSINGSRÖR · [Original från Clas Ohlson, säljs inte numera — IRONBILL,
Slöjd&Detaljer m.fl. säljer rör]
3mM MÄSSINGSRÖR · [Original från Clas Ohlson, säljs inte numera — IRONBILL,
Slöjd&Detaljer m.fl. säljer rör]
Två Ø10mM NEDODYMMAGNETER MED PLÅTBRICKA [Clas Ohlson] tillsammans med
löst millimeterpapper [Bokhandeln]
![]() 1mM Koppartråd [JÄRNIA], rakdragen
1mM Koppartråd [JÄRNIA], rakdragen
![]() 1mM Kopparsprint
1mM Kopparsprint
![]() 0,5mM Kopparbricka —
vira på 1mM, klipp av ett varv, platta till [förtennad/emaljerad koppartråd finns i många olika
dimensioner på ELFA]
0,5mM Kopparbricka —
vira på 1mM, klipp av ett varv, platta till [förtennad/emaljerad koppartråd finns i många olika
dimensioner på ELFA]
PLEXIGLAS [3mM
— Glasmästeri, spill]
M2-skruv försänkt krysskalle [ELFA] — plexiglaset monteras mot
fyrkantplattan via två borrade [Ø1,5mM] och M2-gängade hål
TRÄKLOTS Hyvlad gran 33mM×70mM×passande längd [20cM] [Närmaste virkeshandlare]
MAGNETVISAREN omsatt i mera reguljär mekanisk lösning (bilden ovan visar detaljerna) — som kräver många moment motsvarande magnetkraftens galanta provisorium — blir också samtidigt (mera) krävande; Kontaktytorna som ska förmedla de små variationerna blir (extremt) känsliga för minsta lilla extra rörelser — resonanser fortplantas (villigt) genom den långa taniga visartråden och som gärna (och snabbt) vill etablera självsvängning — så mycket att visaren tippar över.
— Man får iaktta STOR försiktighet vid mätningarna. Det går, men som sagt »något vingligt».
Mätprecisionen i HävstångsVisaren
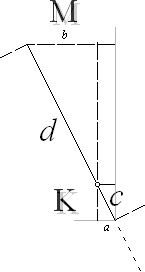
a/c = b/d; a = c· b/d
PRAKTISKT MAXIMALA NOGGRANNHETEN
— w = 0,005mM
— Är utslagen små i a hos hävarmen cd gäller för motsvarande små utslag i toppdelen (M) att
c/d = a/M ;
a = M(c/d) ;
→ a = c·b/d = b · c/d
Med c=2mM och d=200mM gäller för ett mätande utslag M=1mM att
a = (1mM)(2mM/200mM)=0,01mM;
— Med hela utslaget som wobblingens diametrala del, blir radiella wobblingen
w = a/2
Det ger en upplösning på 0,005mM i radiell variation.
— Men den smala visarnålen — en dragen 1mM koppartråd — är då ytterligt darrig och känslig; hanteringen kräver som sagt var STOR varsamhet med borrchucken (borrchucken måste tvingas i ytterst långsam rotation) för att visaren inte ska börja hoppa.
LASERMETODEN
LASERVISAREN
OPTISKA MOTSVARIGHETEN TILL Hävstångsvisaren från Magnetvisaren
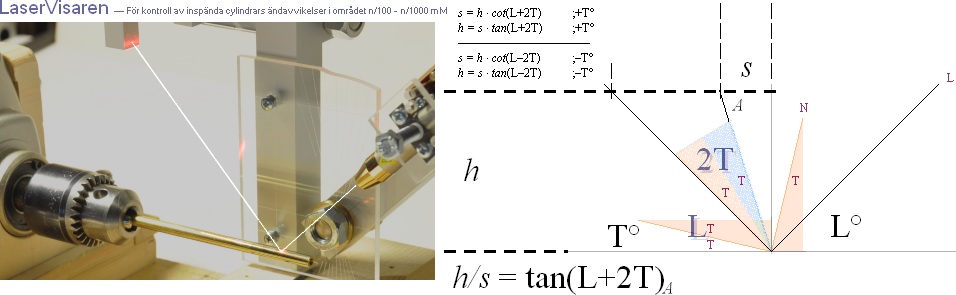
Foto 13Jul2013
ChuckTest LaserVis3 Bild 10 · Nikon D90
— DEN SLÄTA YTAN
på en inspänd cylinder i en roterande borrchuck ändras i cylinderänden med
tangensvinkeln T = atan w/L; w cylinderändens radiella wobbling, L
cylinderlängden idealt från änden till stället där cylindern försvinner in i
chucken.
— Sambanden ovan
höger med motsvarande ljusvägen utritad på fotografiet vänster visar hur
cylinderytan reflekterar en ideal ljusstråle DELS på en yta parallell med
cylinderns idealt räta cylinderaxel — s — och DELS en yta rätvinkligt denna —
h; Vi behöver ha koll på bägge dessa för att utnyttja bästa mätmetoden. Böjs
cylinderänden neråt avviker utslaget s åt höger (bilden ovan) — och åt vänster
om cylindern böjs uppåt i änden. Totala utslaget blir summan av
±-tangensavvikelserna från ideala mittläget. Vinkeln L° — ljusstrålens infallsvinkel
mot cylinderytan — bestämmer MAGNITUDEN i utslaget genom addition eller
subtraktion med dubbla tangensvinkeln enligt sambanden ovan. Figurer ovan höger
visar HUR dubbla tangensvinkeln [T°] bestämmer reflexionsavvikelsen i
vilket fall omkring fasta ljusvinkeln [L°].
FULLSTÄNDIG FRIHET FRÅN DIREKT MEKANISK KONTAKT MED MÄTOBJEKTET befriar oss ifrån de flesta av våndorna i samband med konstruktion av apparatur för noggrann metrisk mätning:
LASERMETODEN [L=80°/s=75,4mM/projektionsytan=s — kräver maximalt blanka släta cylindriska rörändar omkring mätobjektet]:
w = M·L/10.000
Är avvikelsen noll är också T=0 och ren
reflexion gäller.
h/s = tan(L ± 2T) tan[90°–(L+2T)]=cot(L+2T)
s = h · cot(L+2T) ;+T°
h = s · tan(L+2T) ;+T°
———————————
s = h · cot(L–2T) ;–T°
h = s · tan(L–2T) ;–T°
Speciellt enkelt — och maximalt tydligt för cylinderlinjen — med L°=45°:
w = M·L/[10000h/1250 = 10h/1,25 = 8h] ;
w = ML/8h
w anger radiella avvikelsen — borrens wobbling — i borränden från ideala
borraxelns cylinderaxel;
L anger cylinderlängden mellan
borrchucken och änden;
M anger uppmätta/uppskattade
avvikelsen för ljuslinjen på projektionsplanet;
h anger avståndet från laserpunkten på cylinderytan till
projektionsplanet.
EXEMPEL:
— h=900mM — ett tillfälligt bekvämt och passande mått som för tillfället utnyttjar en del av en tillgänglig lägenhetsvägg;
— Cylinderlängden (L) utanför borrchucken är L=80mM:
— Mätvärdet (M) i totala avvikelsen som syns på väggprojektionen är M=7,2 mM — exemplet är idealt: maximal mätnoggrannhet på laserbilden från cylindern ligger mera åt hållet ±1mM;
— Wobbelvärdets radiella avvikelse i cylinderänden blir då idealt
w = (7,2)(80mM)/[8·900mM]
= 0,08mM ;
radiella avvikelsen som cylideränden uppvisar i sin
rotation kring borrchuckens axel.
HÖGSTA PRAKTISKA UPPLÖSNINGEN:
Kan vi avläsa — direkt uppmätning — en total avvikelse i
ljusprojektionerna på säg ±0,5mM för en 1dM cylinder, motsvarar det en
ändwobbling på
±w =
(0,5mM)(100mM)/(8·900mM)
= 0,007 mM
Men ljusvariationer (betydligt) mindre än så är — som vi vet
från ljusspaltmätningarna [Se ljusspaltexempel i BästaMETODEN] — fullt möjliga att observera ner till
ett par hundradels millimeter — förutsatt att »cylinderlinjen» som laserstrålen
uppvisar är ENTYDIG [det är INTE
alltid fallet]:
±w =
(0,02mM)(100mM)/(8·900mM)
= 0,00028 mM
Vi KAN se — i varje fall rent ljus/lasertekniskt — så små
variationer i den (relativt) enkla anordningens ljus.
Speciellt med stor ljusvinkel (L°=80°) och kort projektionslängd (s=75,4mM) — minst tydliga cylinderlinjen:
w = M·L/10000
Observera att denna typ kräver en projektionsdistans för h
på h = 75,4 · tan 80° = 427,6mM.
Laserriggen — KONSTRUKTION
LaserVisaren — w = M·L/10.000 med 80°/75,4mM Rätvinkligt mätobjektet
Jul2013 —— optiskt visarinstrument —— tillsammans med
cyliderobjekt i borrchuckar för kontroll av radiell wobbling
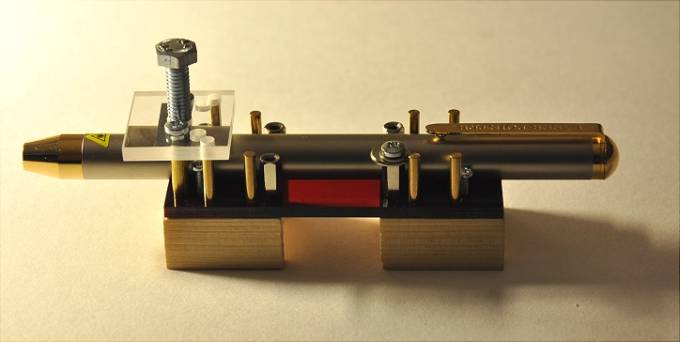
Foto 13Jul2013
ChuckTest LaserVis3 Bild 15 · Nikon D90
— Ett plexiglas
med glid- och stödsprintar — samt en speciell skruvkonstruktion för OnOff till
laserstrålen — håller en laserpekpinne i en RIGG. Tillsammans med
underliggande, urfrästa träblock kan riggen placeras på en 20mM
aluminiumfyrkantprofil för vidare.
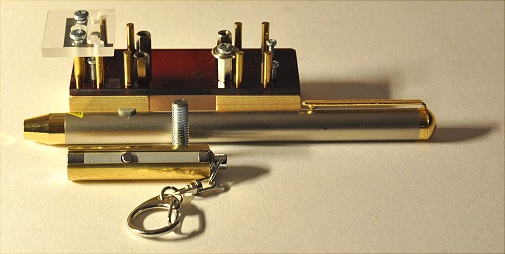
Foto 13Jul2013
ChuckTest LaserVis3 Bild 21 · Nikon D90
— Laserpekpinnen
[199:- Clas
Ohlson 2013] kan ersättas med en likvärdig billigare
variant — bilden
ovan längst fram, finns för 49:- i nyckelring på byggavdelningen Clas Ohlson [den som syns längst fram i bilden ovan
— laserpennan inträdd in en PREPARERAD/slätputsad mässingshylsa Ø12mM: 5mM
upptaget toppspår, samt hylsan minimalt sammanpressad/FORMAD i skruvstycke så
att den passar/glider mjukt precis till nyckelringslasern].
— Den långa M6-skruven tjänar som OnOff-vridswitch:

toppen äg högglanspolerad och ligger åt On-knappen på
laserpekarna via ett mellanliggande skyddande vanligt (svart, tjockare)
klippark; när skruven skruvas ner, trycker skruvkraften på undersidan mot
laserknappen, som då får en motsvarande tryckande On-funktion — enkel lösning
med helt galant verkningssätt.
LaserVisaren — w = M·L/10.000 med L°=80°/s=75,4mM Rätvinklig projektion på h=427,61mM
Jul2013 —— optiskt visarinstrument —— tillsammans med
cyliderobjekt i borrchuckar för kontroll av radiell wobbling
INKÖPSLISTA material:
——————————————————————
LASERPEKPINNE · Clas
Ohlson 2013, 200:-; —— på byggavdelningen finns en billigare laservariant SAMMA
FUNKTION i nyckelring för 49:- — en PREPARERAD Ø12mM mässingshylsa ger passning
y![]() 20mM i
20mM i![]() 17mM ALUMINIUMFYRKANT · alfer JÄRNIA
17mM ALUMINIUMFYRKANT · alfer JÄRNIA
![]() M10 gängad stång [JÄRNIA,
Clas Ohlson] med M10-muttrar — för fastsättning av
aluminiumfyrkantstången på underliggande spånplatta
M10 gängad stång [JÄRNIA,
Clas Ohlson] med M10-muttrar — för fastsättning av
aluminiumfyrkantstången på underliggande spånplatta
![]() 2mM metallstång — används som distanssprint för
ställskruvarna — koppar/mässing/stål kan användas vilketsom [IRONBILL]
2mM metallstång — används som distanssprint för
ställskruvarna — koppar/mässing/stål kan användas vilketsom [IRONBILL]
M2-skruv ×12mM med rund krysskalle [ELFA]
— 4st används som ställskruvar för noggrann injustering av laserstrålen — om ej
redan perfekt via huvudkonstruktionen
![]() 3mM mässingstång [IRONBILL]
3mM mässingstång [IRONBILL]
För exakt
glappfri inskjutning av pennan i stödriggen:
y![]() 5mM i
5mM i![]() 3mM MÄSSINGSRÖR · [Original från Clas Ohlson, säljs inte numera — IRONBILL,
Slöjd&Detaljer m.fl. säljer rör]
3mM MÄSSINGSRÖR · [Original från Clas Ohlson, säljs inte numera — IRONBILL,
Slöjd&Detaljer m.fl. säljer rör]
M3-skruv ×20mM med rund skalle [JÄRNIA]
alternativt (mer
flexibelt, kan justeras särskilt via hexkanterna om behov finns) — och
enklare dessutom:
5mMsexkant L10mM distansrör i förnicklad mässing med
M3-gängad tapp — finns i
distansLängder 5 10 15 20 25 … mM på ELFA —
ytterst användbara, stadiga monteringselement
y![]() 4mM i
4mM i![]() 3mM mässingsrör [IRONBILL]
— för främre stödriggens inpassning med laserpennan till OnOFF-skruven
3mM mässingsrör [IRONBILL]
— för främre stödriggens inpassning med laserpennan till OnOFF-skruven
M6-skruv [×20mM] — planslipad och
högglanspolerad i skruvänden
för minimal friktion tillsammans med mellanliggande skyddsark mot laserpennans
OnOff-knapp: skillnad mellan onOff blir inom ett intervall 45°
PLEXIGLAS [3mM
— Glasmästeri, spill] —används till laserriggen och OnOff-stödet
TRÄKLOTS — xyz-blockslipad för passning med laserriggens
30mM plexiglas — används som skjutblock till fyrkantröret för laserpennans
variabla distans från märkpunkten
Funktion
Bilden nedan exemplifierar hur anordning används med olika diametrar på inspända cylindriska objekt:
— Den — på separat konstruerad släde — horisontellt monterade borrmaskinen/borrchucken finns (här) stödmonterad LÖST på en glidsarg av hyvlat trä (inte synlig i bilden): Den inspända cylinderdetaljen kan skjutas i längsled på olika mätlängder (L) utmed den cylinderaxel som laserstrålen ska belysa. Vänstra bilden visar en kortare mätlängd och högra bilden en längre. Träsargen garanterar exakt riktning — förutsatt borrmaskinens släde får ligga an mot sargen vid justeringen.
— Anordningen med LaserRiggen och dess byggmontage [aluminiumfyrkantrören med det förenande 4mM plexiglaset] justeras (här) i höjdled — stelt, tillsammans med projektionsskalan — helt enkelt genom att lägga mätcylinderns RADIE — jag använder borrar i 0,5mM steg — mellan det fasta träblockets underdel och det variabla plexiglasets motliggande underdel som sammanbinder Laserriggens delar: på bilden finns inlagd en Ø2,5mM borr som justerar mätningen av Ø5mM mässingsrörets cylinder så att laserstrålens reflexionspunkt via infallsv8inkeln (L°) hamnar precis på YTAN av cylinderstången (oberoende av L°);
— Höjdjusteringen räknat från noll = inget inspänt objekt = cylinderradien.
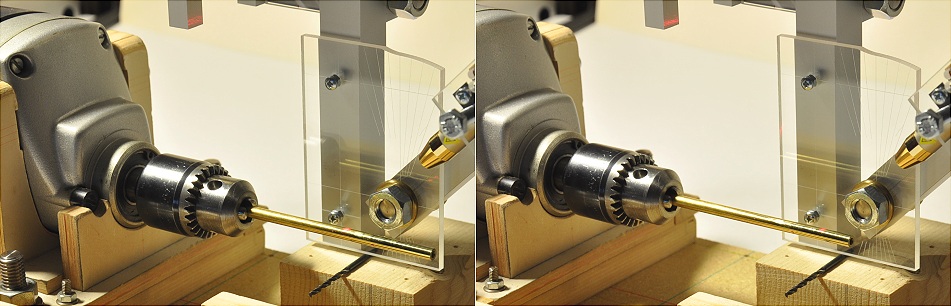
Foto 13Jul2013
ChuckTest LaserVis3 Bild 12;11 · Nikon D90
Laserpekaren i sin plexirigg [LaserRiggen] kan sedan monteras tillsammans med andra (kompletterande) anordningar för att få fullgod justerande funktion. Bilden nedan visar en vertikalkonstruktion där laserriggen kan justeras/låsas i olika L°-vinklar.
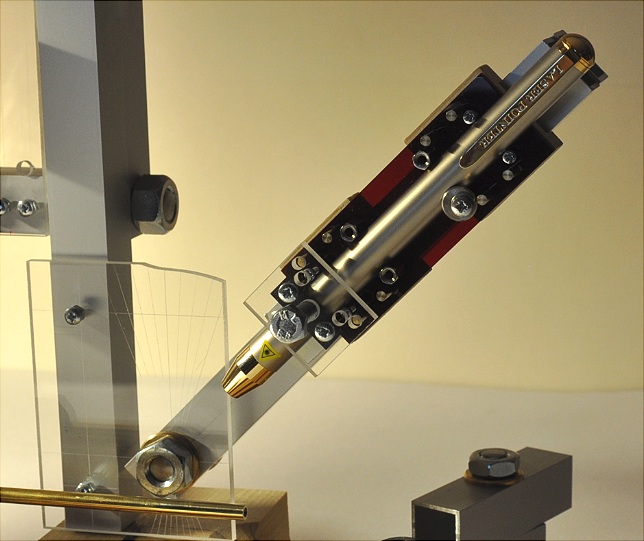
Foto 13Jul2013 ChuckTest LaserVis3 Bild 13 · Nikon D90
Laserstrålens ljuspunkt på en slät cylinderyta
resulterar i en avbildning — projektion — i formen av en halv ring med mer
(högre ytglans) eller mindre (lägre ytglans) skarp centrallinje — förutsatt att
1. cylinderdiametern inte är allt för stor
[bilden blir då bara en motsvarande punkt som från en plan
reflexionsyta]
och att 2. laserpunkten är tillräckligt diffus =
utspridd — som den är i billigare typer
[en idealt liten laserpunkt MED IDEALT CIRKULÄRT
PLANTVÄRSNITT ger bara en motsvarande idealt liten PLANELLIPTISK
reflexionspunkt oberoende av den PLANA reflekterande ytans form]
:
— ringens centrallinje är det användbara i
LaserVisaren (se Härledningen):
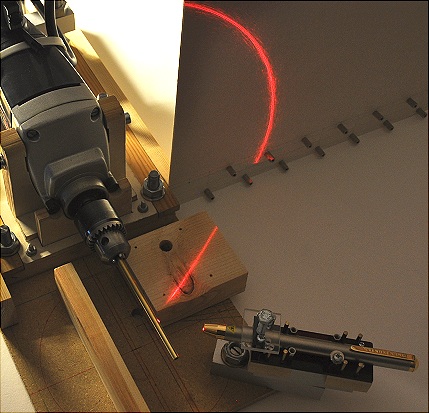
Foto 13Jul2013
ChuckTest LaserVis3 Bild 31 · Nikon D90
Cylinderringens lasercirkel (bilden nedan med förstorad
högerdel) KAN ibland visa sig MERA klar och distinkt — och ibland MINDRE:
— Det mest ROLIGA med den saken är att
ju närmare man ser på detaljen, desto mer diffus framträder den
Det går med andra ord INTE att »mäta exakt» på laserbilden.
— Notera att tydligheten också beror på cylinderobjektets ytjämnhet: SILVERSTÅL till exempel ger ingen bild alls. För att kunna mäta på ett silverstål måste (alltså) en slät (maximalt kort) mätcylinder [mässingsrör, kopparrör] användas som hylsa.
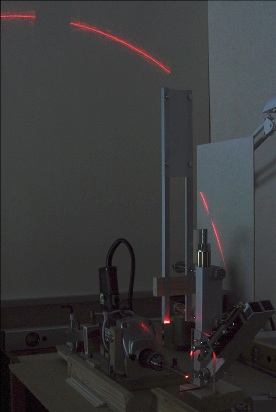
Foto 13Jul2013 ChuckTest LaserVis3 Bild 8 · Nikon D90
Optimal 45°-montering
— Enligt hittills gjorda grundexperiment, verkar den mest skarpa lasercirkelbilden fås om laserstrålens infallsvinkel (L°) är 45°.
— För att få en någotsånär förstorad bild av variationerna måste då ett större projektionsavstånd (h) väljas — runt en meter: större h-distanser betyder också längre bort till avläsningen (vilket försvårar hanteringen).
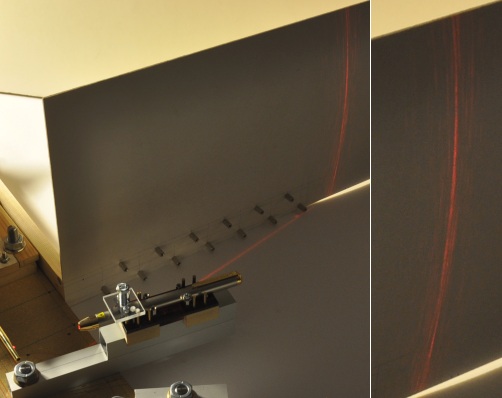
Foto 13Jul2013
ChuckTest LaserVis3 Bild 32 · Nikon D90
— Laserbilden av cylindercirkeln visas ibland med olika grad
av tydlig linje.
— Laserriggen här monterad på två 20mM
aluminiumfyrkantrör: Det undre röret är för huvudregleringen med olika
L-vinklar, det övre röret — fäst i det undre röret via en mittre infäst
M3-skruv med mutter och brickor: det övre röret är vridbart på det undre röret
— krävs för att justera den inköpta laserpennans egen riktform — det handlar om
avvikelser på bråkdelar av grader som måste justeras bort för exakt koll.
Bilden nedan visar ett arrangemang (efter beräkningar från Kalkylkortet) med h=427,61mM s=75,4mM L°=80°; Den fasta anordningen som ger slutformens radiella wobbelvärde [se Härledningen]
w = M·L/10000
w anger radiella avvikelsen — borrens wobbling — i borränden från ideala
borraxelns cylinderaxel;
L anger cylinderlängden mellan
borrchucken och änden;
M anger uppmätta/uppskattade
avvikelsen för ljuslinjen på projektionsplanet;
EXEMPEL:
En (utanför chucken) L=80mM Ø5mM mässingsstång uppvisar en projicerad laserljusbild som varierar runt M=3mM fram och åter. Beräkningen av motsvarande wobbelradie i cylinderänden ger då värdet
w = (3mM)(80mM)/10000
= 0,024 mM
Speciellt [Ø5mM] mässingsrören verkar genomgående ha speciellt förnämliga rakhetskvaliteter
vilket motsvarar ett rakhetstal
på [k=w/4L] 1/k = 1:13333
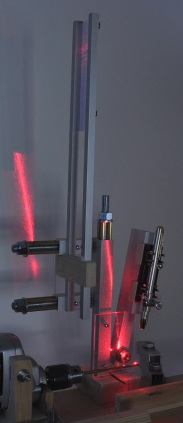
Foto 13Jul2013 ChuckTest LaserVis3 Bild 5 · Nikon D90
—
Projektionsplanet längst upp — på träblock via två 10mM aluminiumfyrkantrör med
innerkvadraten 8mM — är utformat med en bit vanligt kontorspapper och 4st små
Ø10mM neodymmagneter [Clas
Ohlson] med 4st M4-stålmuttrar: Man passar in en mutter i
fyrkantöppningen på insidan med magnetmaken på utsidan; drar man magneten på
utsidan, följer muttern på insidan med:
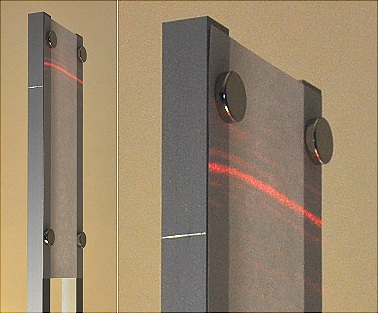
Foto 13Jul2013
ChuckTest LaserVis3 Bild 29 · Nikon D90
— Anordningen
fungerar perfekt för tillfälliga montage typ ovan: papperet som laserbilden
framträder på, och som hålls fast, säkert, av de fyra magnetmuttrarna.
— INTE ALLTID — som här — framträder lasercirkelbilden så
distinkt centrerad som i detta avgränsade fall. Ju mera glansig och ytjämn
cylinderytan är, desto skarpare framträder den distinkta cirkellinjen; Märket
på en av al-profilerna markerar nollpunkten 427,61mM.
— Men — som skymtar i bilden ovan, längst upp — projektionen blir diffus, utspridd, och (inte sällan) svårtolkad. Ett sätt att öka tydligheten — som det har visat sig — är att använda avpassade, utskurna remsor (2mM 5mM 10mM) av vit kartong, hålla upp en sådan på stället och kolla om den täcks eller inte täcks av laserstreckens variationer uppåt och neråt som borrchucken roterar på absolut lägsta varvtal. Med den metoden kan en (betydligt) bättre och avgjort säkrare avläsning fås.
Skjutsliden med KVADRATISKA
METALLPROFILER
Åtta lika långa distanser till LaserVisaren — METODEN
BYGGFORMEN TILL LASERVISAREN bilden nedan är f.ö. samma som i HävstångsVisaren — samma anordning har använts, med ytterligare utbyggnad:
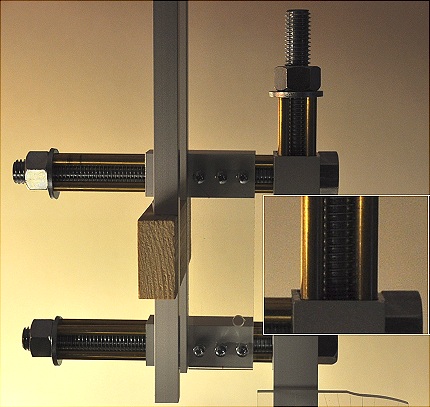
Foto 13Jul2013
ChuckTest LaserVis3 Bild 27 · Nikon D90
— Matematiken
för fyrkantröret med den inskjutna stålstången och mässingsrören beskrivs i KONSTRUKTIONSELEMENT,
Kvadratiska Metallprofiler.
— OM en fast sammanhängande planyta [typ ett extra fyrkantrör] läggs till de fasta stångändarna — till vänster i bilden ovan, här oavslutat med en enklare lösning via separata muttrar och brickor då belastningen är av typen mindre — garanteras lika hög och exakt noggrannhet på parallellitet mellan planytorna via de lika långa distansrören som dessa inbördes är lika långa. Den typen KAN drivas [exceptionellt] långt med metoden beskriven nedan i PRAKTIKEXEMPEL.
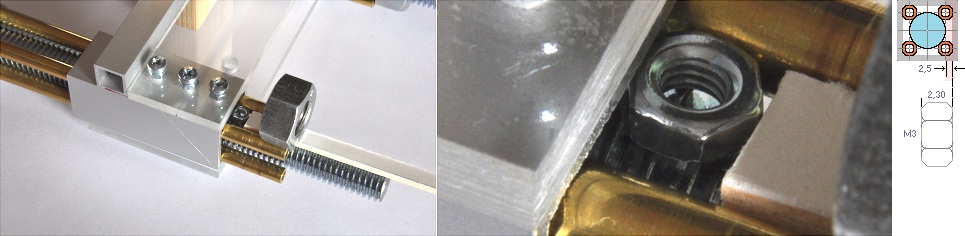
Foto
18Jul2013 ChuckTest LaserVis4
Bild 5;4 · Nikon D90
— Inpassningen av M3-muttrarna görs
genom att skjuta in en mutter i taget: M3-mutterns tjocklek är 2,3 mM;
tillgängliga utrymmet är 2,5mM; perfekt passning. Det är inga problem att passa
in muttern, här med hjälp av en utskuren 2mM×6mM×Längd kartongremsa; man ser
när mutterhålet kommer fram, och insättningen av skruven gör resten —
tillsammans med kartongskivan som tillfälligt kan låsa muttern underifrån för
fastskruvningen ovanifrån — annars roterar muttern med.
Foto
18Jul2013 ChuckTest LaserVis4
Bild B6 · Nikon D90
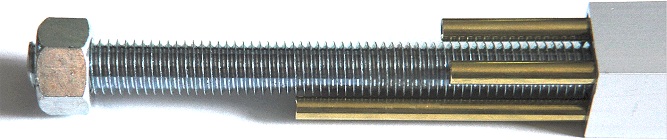
— OM det är knepigt att få in de fyra
rören tillsammans med M12-stången i aluminiumfyrkantröret:
— Börja med att skjuta in mässingsrören
i fyrkantröret; dra fram två mässingsrör underst och placera M12-stången över
dessa — med mindre fingerrörelser hamnar så de återstående övre mässingsrören
automatiskt på plats, och hela paketet [med ev. smärre vickande rörelser] kan
nu skjutas in i fyrkantröret — förutsatt toleranserna inte är alltför snäva.
—
Olika partier — i tillverkningen och beroende på fabrikör — kan skilja på någon
eller några hundradelar — vilket KAN betyda att det INTE går att få in rören
och stången utan att använda våld. I så fall — testa med 1. att försöka vrida
rören [smärre ovalitetsfel kan greja saken] eller i värsta fall med 2. andra
leveranser [testa olika kombinationer], det finns inget annat sätt.
— PRAKTISKT STUDIEEXEMPEL PÅ
PRECISIONSPASSNINGEN: M12-stången ovan [Från Järnia eller
Clas Ohlson, minns inte vilket] mäter Ø11,70mM uppmätt med Luna
skjutmått; Mässingsrören Ø5mM inköpta från
SLÖJD&DETALJER [2012] mäter Ø5,00mM. Fyrkantröret [Järnia 2012] mäter
innerkvadraten 17,00mM — kanske 16,97mM;
— Passningen med rör och stänger inskjutna i
Aluminiumfyrkantröret är sådan att om jag håller monteringen lodrätt och
släpper taget om rör och stång, faller — inte glider — de ur fyrkantröret. Den
typen tillhör INTE den »mest maximala» om uppgiften gäller »perfekt glappfri
glidning».
Men
kolla det här — det enkla:
— Vanligt kontorspapper mäter 0,1mM tjocklek — och
skulle här »passa perfekt» som foder omkring M12-stångensx 11,70mM och därmed ge denna ytterdiametern Ø11,90mM; Beräkningen från KVADRATISKA
METALLPROFILER ger då mässingsrörets maximalt tillåtna diameter som Ø5,0292280mM: Uppmätt diameter är 5,00mM [Slöjd&Detaljer 2012,
samma mått även originalen från Clas Ohlson, saluförs inte numera]. Toleransen
blir avrundat ±0,015mM — vilket här skulle passa perfekt
typ HYDRAULISK GLIDFUNKTION: ytterst avancerat.
— Test med att skära ut en 34mM-remsa
kontorspapper [eg. precis 37,38mM] och
lägga den omkring M12-stången och sedan mässingsrören över denna visar också
praktiskt just det: extremt tajt passform. Man måste trycka/dra märkbart för
att få fram glidfunktionen — som är av typen »extremt mjuk»: inga ryck. Lodrätt
hållet, sker ingen rörelse: rör och stång hålls fast.
Foto
22Jul2013 ChuckTest LaserVis4
Bild B7 · Nikon D90
— M12-stångens kontorspappersfoder ger »hydraulisk
presskänsla»
i den fullständigt glappfria friktionsglidningen — ytterst avancerad funktion.
Eftersom glidformen aldrig påverkar — kommer aldrig i kontakt med — papperet,
finns heller ingen förslitning på den sidan. Glidkontakten ombesörjs endast av
de 2×4=8 kontaktlinjerna via de fyra mässingsrören mot aluminiumfyrkantstångens
inre hörn.
Fyrkantrörens borrning med passning för M12.stålstången görs med »Fred Flintstone Metoden»:

1. Använd kantanhåll för motlägg via ett xy-bord [Bilden nedan med beskrivning];
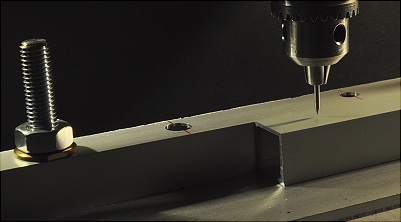
Foto 10Jul2013 ChuckTest LaserVis1 Bild 6 · Nikon D90
— Ett 20mM aluminiumfyrkantrör sitter fastspänt i
koordinatbordets profil och tjänar som ett kantanhåll — en fast sarg som plana föremål kan
skjutas emot med exakt anliggningsreferens;
— Ett löst 20mM fyrkantrör placeras emot kantanhållet, och
en slipad stålspets inspänd i borrchucken [via pelarstativet som xy-bordet sitter monterat på]
siktas in mot mitten på rörets planyta via justering av xy-bordet, här i y-led
[framåt/bakåt i
maskinoperatörens vy].
— Man lyfter det lösa materialstycket I ENA ÄNDEN samtidigt som
det får fortsätta ligga an mot kantanhållet, och ritsar mjukt och fint en liten
RIT på planytan;
— Därefter vänds — horisontalroteras 180 grader —
materialstycket, och proceduren upprepas — tills stålspetsen träffar samma
ritlinje, vilken markerar planytans mittlinje;
— Med bibehållen inställning, och förutsatt korrekt djupmatning [z] med koordinatbordets xy-planhet, kan nu valfria borrar spännas in i borrchucken för motsvarande EXAKT CENTRERAD BORRNING på materialytans mittlinje.
2. Ta ut mitten på fyrkantrörets plansida med hjälp av en inspänd slipad stålspets i borrchucken ovanför, justera xy-bordet i y-led: för fyrkantröret löst underifrån mot spetsen för minimal märkning samtidigt med ett lätt tryck mot kantanhållet som garanterar att fyrkantröret bibehåller sin distansreferens; vänd på fyrkantröret och kolla om spetsen ritar på samma ställe, annars, justera till hälften av felet — och ITERERA SÅ om det behövs tills exakt mitten träffas (vi klara oftast mitten på max två justeringar);
3. FÖRBORRA PÅ MARKERAT/inställt ställe med (typ) en Ø3mM borr — för att förbereda manuell borrning med en CENTRUMSPETSBORR [fabr. Piranha Clas Ohlson, Se särskild testartikel i PrecisionstestPIRANHA];
Här visar sig en del
komplikationer — som ansluter till en del i testerna
BORRMASKINER HAR KNAPPAST BORRCHUCKAR SOM TAR MER ÄN MAX Ø10mM cylindrar:
— Både PrecisionstestPIRANHA [20Jul2013] och praktiska borresultat [Ø10mM Piranhaborren inspänd i en borrmaskin METABO SbE 490 med manuell matning för laservisarens konstruktion — Se FlintstoneMetoden] visar samstämmigt att Piranhaborren bevarar centrumstället med acceptabel precision: avvikelsen ligger i området 1-5/100 mM.
— Här — laservisaren — skulle egentligen en Ø12mM Piranhaborr ha använts direkt. Men ingen av de maskiner jag f.n. har som kan ta emot inspända borrar med en ORDNAD märlform [se Inspänningsklackarna] — SKIL och METABO — tar mer än max Ø10mM;
— Test med en Ø12mM Piranhaborr inspänd i COTECH-maskinen
— som tar upp till Ø13mM — visade ett deprimerande resultat: sluthålet drev
tydligt (tiondels millimeter) vid sidan av den ursprungliga märkningen;
— Enligt PrecisionstestPIRANHA visar samtliga här inköpta Piranhaborrar från Clas Ohlson (2012-2013) ØmM 5 6 7 8 9,5 10 12 13 exceptionellt fina basdata — Ø10mM-borren specialtestad.
— Eftersom däremot INTE varken Cotech eller Einhellmaskinerna matchar en generell inspänningsprecision — se ExaktaTestet — ligger det närmast till hands att misstänka att »det dåliga Ø12mM-hålet» från Cotechmaskinen INTE beror på Piranhaborren utan på inspänningsklackarna i Cotechmaskinen — av typen räfflade, samma som Einhelltypen och som av allt att döma bär ansvaret för de tydliga olikheterna.
Därmed försvåras också arbetsordningen för att, alls, få fram Ø12mM hål med borrmaskiner med borrchuckar med SLÄTA inspänningsklackar — SKIL och METABO som bara kan ta max Ø10mM.
— Men varför inte märka [MÄRKNINGEN] borrarna för Cotech och Einhell på samma galanta sätt som för SKIL och METABO?
— Svårigheten att få någon ORDNAD KOLL på vad som gäller i fallen Cotech och Einhell — med referens till resultaten i ExaktaTestet och Inspänningsklackarna — har medfört att (i varje fall jag) HELT undviker varje försök att ens FÖRSÖKA rakhetstesta borrar för att hitta minsta B-felet för inspänning i dessa maskiner: Vid ett initierande försök visade det sig att dessa borrchuckar INTE kan kommunicera enhetligt inbördes: märkformen varierar med inspänd dimension (här utan vidare författning): OM det också verkligen ÄR så — så att inte bara mina exemplar med Cotech och Einhell uppvisar den typen — betyder det ett speciellt besvärligt arbete för att kunna använda en viss borr till typen Cotech och Einhell för precis borrning: varje borr kommer att få en uppsättning (mer eller mindre hieroglyfiska) märkningar: blotta tanken på att genomföra den typen av arbetsinsats avskräcker, helt: det är en orimlig uppgift. Enda chansen är om man, händelsevis, träffar rätt med en gång,
— Jag vet inte, än, hur det problemet ska lösas.
— RÄDDNINGEN här för vår del — borrhål i material med max tjocklek 5mM — är den (förträffliga) stegborren

Bildkälla: Webben
— Typen ovan
finns på SLÖJD&DETALJER,
Clas Ohlson (m.fl.). BorrDiametrar 4-30mM;
— Jag har — här utan redovisning — testat
inspänningen —
en sexkant med ytterdiameter 8mM — på stegborren [MITT EXEMPLAR inköpt på Clas Ohlson, se Katalog
2012/2013s33] i de sex möjliga lägena med maskinerna SKIL och
Einhell:
— SOM VÄNTAT — se ExaktaTestet
och Inspänningsklackar — vinner SKIL —
släta inspänningsklackar — klart; Stegborren visar även för SKIL en liten dislokation
i borränden på ca 4-8/100 mM medan samma stegborr inspänd i Einhellchucken
uppvisar ända upp till 0,6mM — det senare ett helt uteslutet resultat för den
som INTE strävar att utföra självmord
på finmekaniken. Notera f.ö. »samhörigheten Einhell-Cotech» i testerna ExaktaTestet och dito SKIL-METABO.
— Separat test
[22Jul2013, fasta stålspetsmetoden] med METABO-maskinen
visar samma typ som SKIL: stegborrens ändspets felar som mest (max) 1/10 mM.
— Min rekommendation
[enligt mina tester — och förutsatt borrmaskiner som matchar SKIL och
METABO]: använd inte stegborren generellt för precisionsborrning —
borrfelet med stegborren blir MINST upp emot 1/10 mM — och då gäller inte
längre begreppet finmekanik om inte speciella
toleranser medger det.
— Med teknikens utveckling
kommer den trenden att förbättras: stegborrar med bättre precision [typ
Piranha].
— Den kan obehindrat spännas in i en borrchuck som tar max Ø10mM:
Genom att manuellt efterborra med stegborrens Ø12mM-borr fås tillräckligt god passning;
NOTERA OCKSÅ
TOLERANSERNA FÖR M12-GÄNGADE STÅNGEN i konstruktionen:
— EXEMPEL på EN M12 gängad stång som köpts från en viss
handel visar diametern (mätt med Luna skjutmått)
11,80mM;
— EXEMPEL på EN M12 gängad stång som köpts i en annan
viss handel — vid en annan tillverkningsepok — visar diametern (mätt med Luna
skjutmått)
11,70mM;
— I det senare fallet tolereras en avvikelse på ±0,15mM —
vilket ligger väl inom precisionen för den aktuella konstruktionens utförande i
exemplet laservisaren, och med de verktyg och maskiner som angivits ovan —
INTE Einhellmaskinen
eller Cotechmaskinen.
Emellertid får egentligen
aldrig en tolerans uppfattas som mitt eget tillfälle för att slippa vara
noggrann: Respekterade toleranser kan (ofta) utnyttjas för att styra
en viss konstruktion i en viss riktning, medan ett slarvigt utfört arbetsmoment
— där toleransen tillåts »vandra godtyckligt» — också behandlar
maskinoperatören »godtryckligt» i slutänden. Med andra ord (mitt sätt): utför
alltid arbetet som om det gällde på pricken. Det ger de bästa, bredaste, mest
tillfredsställande marginalerna.
4. Dra borrchucken för hand, med lätt djupmatning (i perioder, eller kontinuerligt med lätt tryck):
— Borrmaskiner som vi köper ute i handeln [-2013 -] är INTE ELEKTRISKT dimensionerade för de STORA VRIDMOMENT vi kan skapa med handkraft — och förutsatt GOD INSPÄNNING av arbetsstyckena i en TYP stabil borrchuck:
— Med handkraftens hjälp borras hålet på relativt få varv, maximalt långsam rotation, med maximalt stor avverkning = maximalt effektiv energianvändning; Resultatet blir (i det närmaste) perfekt.
Praktikexempel som kräver exakt axiellt glappfri borrchuck
DE ÅTTA MÄSSINGSSTÄNGERNA — yØ5mM iØ3mM — till de två fyrkantrören — kvadratisk aluminiumprofil y20mM i17mM — till horisontella skjutsliden (bilden ovan —) med vertikalstödet ( | ) för laserbildens projektion har tillverkats på följande enkla sätt — f.ö. ett exempel på det avgörande viktiga valet av rätt borrmaskin för uppgiften: frånvaro av axiellt chuckglapp:
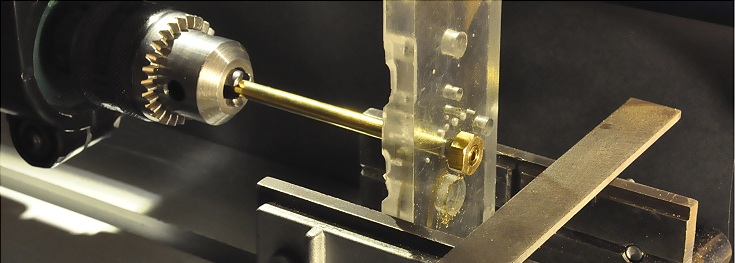
Foto 13Jul2013
ChuckTest LaserVis3 Bild 2 · Nikon D90
— Det bildas alltid
en liten kant- press- eller GRADVALL — som en liten fläns — runt
avverkningsstället i ändcylindern. Avsluta med att spänna loss, skjuta ut
stången en bit, spänna fast och filsvarva bort den delen så att stoppmuttern
kan tas ur obehindrat.
Metoden för exakt lika långa cylindrar — Praktikexempel
Metoden för lika stånglängder
är samma som beskriven i HävstångsVisaren, här mera förtydligat via bilden ovan [‡]:
1. Metallstängerna — här mässingsrör yØ5mM iØ3mM från Slöjd&Detaljer — kapas först grovt (inspända i maskinskruvstycke) med typ bågfil;
2. Ena änden på varje stång filsvarvas plant — fritt, med montering som i bilden ovan [PRAKTIKEXEMPEL] men utan stoppmuttern — för att få exakt ändstopp för moment 3:
2. Varje stång skjuts in till botten (i den väl rengjorda borrchucken — jag använder bomullspinnar emellanåt för effektiv rengöring), och en stoppmutter (här en M6 mässingsmutter som tidigare filsvarvats till maximal planhet, eller motsvarande plant anhåll) skjuts på löst; det är avgörande viktigt att ANHÅLLET — den vertikalt monterade plexiplattan i bilden [‡] — som stångänden sitter inskjuten i, i änden, är ypperligt stabilt och fast monterad — här med hjälp av ett maskinskruvstycke (i samma materialblock som borrmaskinen, här arbetsytan på ett underliggande koordinatbord som monterats på det pelarstativ som borrmaskinen sitter infästad i) och en 10mM stödplatta av plexiglas med upptaget Ø5mM hål; använd vanlig motorolja (i liten droppflaska) för att få maximalt friktionsfri gång;
3. Vanlig FILSVARVNING utförs sedan på stångänden med vanlig planfil, bilden ovan [‡]:
4. Låt planfilen trycka bestämt mot stångänden, medan borrchucken får rotera på relativt lågt varvtal — man kan variera avverkningen (med erfarenhet) genom att ansätta planfilen via olika marginella lutningsvinklar (du fattar själv hur det ska vara när du väl sätter igång och ser hur det fungerar praktiskt); borrchucken får inte vara axiellt glapp — är den det fungerar inte den bestämda distansen [Se mera utförligt i Axiella chuckglapp];
5. Fortsätt tills stoppmuttern slutar rotera: stoppmuttern glider med i rotationen ända tills den möter planfilens material, vilket signalerar att avverkningen har nått slutskedet;
6. Borsta bort filspånen (jag använder en vanlig målarpensel), tryck planfilen mot, och fortsätt så tills avverkningsytan är praktiskt taget spånfri och stoppmuttern ligger låst mot filytan. Det garanterar att stångändens material har avverkats in till tusendels millimeter mot stoppmutterns planyta.
7. Upprepa samma för varje stång.
LASERVISAREN — som det har visat sig — kompletterar BästaMETODEN: tillsammans med den enkla visuella mätkollen kan laservisarens metod precisera en eventuell oklarhet i mera precisa mått: mätning av rakheten hos INSPÄNDA cylindriska objekt i borrchucken.
Laserriggens konstruktion
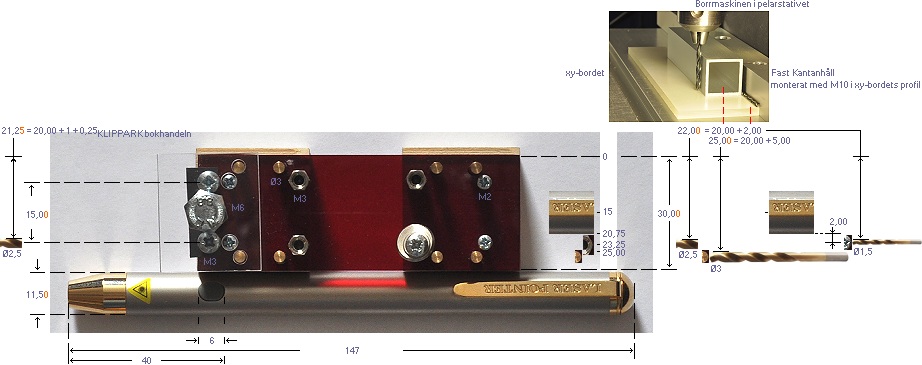
Foto 18Jul2013
ChuckTest LaserVis4 Bild 1;B2 · Nikon D90
Bilden ovan visar måttsättningen av plexiplattan (röd 3mM — spill inköpt från olika glasmästerier);
— Med ett fast monterat kantanhåll på xy-bordet och en uppsättning noggranna materialblock — fyrkantrör, stänger (borrar), rör — kan (speciellt) symmetriska konstruktioner utformas DIREKT UTAN BORRMÄRKNING — förutsatt borrarna man använder ÄR raka och korrekt slipade — så att »obetydliga avvikelser på 1/10 mM» är garanterat uteslutna;
— Bilden ovan höger visar principen;
— Man summerar det mått som den aktuella borren ska uppvisa i sin CYLINDERKANT mot MOTLIGGET [här ett 20mM Aluminiumfyrkantrör tillsammans med utfyllande materialblock mot kantanhållet] genom att placera lämpliga materialblock mellan;
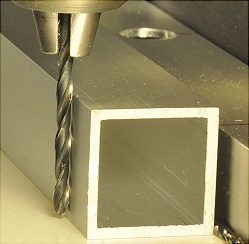
Foto 18Jul2013 ChuckTest LaserVis4 Bild B2 · Nikon D90
— Man siktar (bilden ovan) sedan in borrens cylinderkant mot (främre) mothållet — och utför sedan direkt borrning i materialet under;
— Är borren felslipad och/eller orak uppkommer (garanterat) motsvarande hålfel — och konstruktionen i slutänden blir INTE bra.
— Om — som i detta fall med LaserRiggens förslipade exakta parallellmått [30,00 mM] — den underliggande materialplattan är noga parallellslipad, behöver man sedan bara vända på plattan och utföra motsvarande borrningar på andra sidan — via rätvinkliga »enklare märkningar» som utvisar borrstället i längsled.
— Bilden ovan [KONSTRUKTION] visar motanhållsmåtten i det speciella fallet.
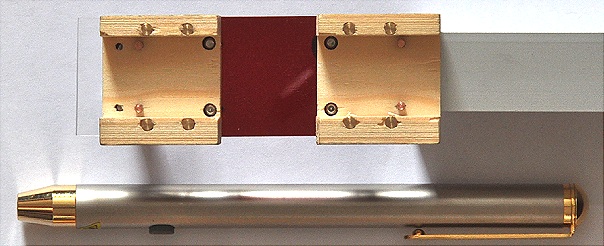
Foto 18Jul2013
ChuckTest LaserVis4 Bild 5 · Nikon D90
— Träblocket med
sin urfräsning — 20,00 mM — smiter precis mjukt, låsande med laserpenna och
laserriggen inkluderat, kring aluminiumfyrkantröret och behöver därför ingen
ytterligare mekanik för ändamålet.
Med (den här röda) plexiplattan färdigborrad, kan den sedan användas som BORRFIXTUR för det underliggande träblocket [15×32mM] som sedan ska fräsas ur — och sågas itu — för montering på aluminiumprofilen.
— Bilden ovan visar det urfrästa itusågade färdiga träblocket;
— För urfräsningen har använts en Ø10mM pinnfräs [ORIGINALco — Katalog 1994s35 2,5-10mM — finns 2013 på JULA (56:-), OTDtools (145/309:-), ESSKA (255:-) m.fl.] — med försiktiga tag: börja från mitten, kör på låga varv — som garanterar motverkan av självsvängning, vilken i så fall garanterar att pinnfräsen kommer in i området för borrchuckens radiella chuckglapp, och därmed spolierad precision. Fräsdjupet har här begränsats till 10mM, 5mM lämnas.
— De åtta Ø3mM L=30mM mässingssprintarna sitter löst inskjutna i träblocket — som håller sprintarna fästade genom friktionslåsning; 3mM-hålen i plexiglaset — samma borr — låter Ø3mM-mässingsstängerna glida mera friktionsfritt — vilket förutsätter att borrningarna har utförts RAKT — annars kommer glidplanen att nypa, och konstruktionen fungerar inte (så) bra.
KALKYLKORT
Laser7Jul2013.ods
kalkylkortet nedan DIREKT FRÅN DEN HÄR
WEBBLÄSAREN Laser7Jul2013.ods
— se öppningsmanual
om ej redan bekant — eller kopiera URL:en nedan till valfri webbläsare
(vilket som fungerar — förutsatt att SVENSKA VERSIONEN av gratisprogramvaran
OPEN OFFICE finns installerad på datorn)
http://www.universumshistoria.se/AaKort/Laser7Jul2013.ods
Tabell1:
Projektionen RÄTVINKLIGT/PARALLELLT MED rotationsaxeln:
Tabell2:
LASERVISAREN infallsvinkel L° = 45°

DirektaMetoden — BorrKollen
— CylinderKollen
DIREKTA METODEN — enklast, snabbast, mest tillförlitlig
Se PrecisionstestPIRANHA för praktiskt studieexempel — fasta stålspetsmetoden
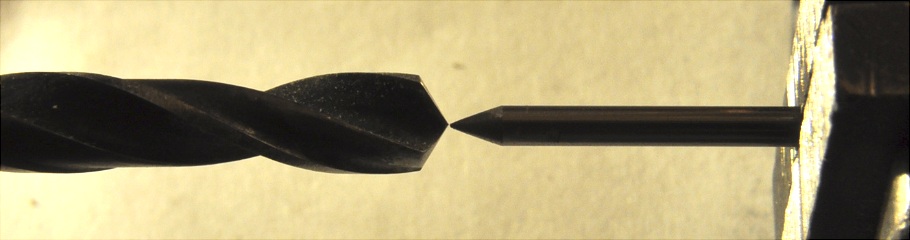
Foto 19Jul2013
ChuckTest ACT1 Bild A1 · Nikon D90
— Borr från äldre
Clas Ohlson sortiment (1994) inspänd i 0° referens:
— FASTA STÅLSPETSENS METOD kräver ett koordinatbord
[xy-bord] som den fasta stålspetsen — höger i bilden ovan, monterad i
maskinskruvstycke på xy-bordet — kan justeras NOGA på — inom hundradelar — tillsammans
med [enklast] en horisontalmonterad borrmaskin i ett pelarstativ med den
inspända borren, vänster i bilden ovan. Borrmaskinen sänks ner till fasta
spetsen så att denna pekar rakt in i borrchucken. Med hjälp av pannlupp
[förstoring 3ggr] kan nu DEN INSPÄNDA borren detaljstuderas DIREKT VISUELLT i
avvikelser eller precision tillsammans med baskunskaper om avståndsintervallen
i typ LJUSKOLLEN.
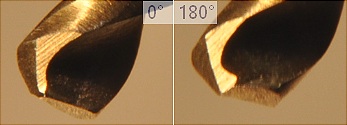
KOLLA FÖRST SYMMETRIN — de flesta borrar (med viss reservation) uppvisar »hyfsad slipsymmetri» och den kan — som i bilden ovan — användas DIREKT som en första approximativ ANALYS av borrens kondition: rakhet, allmän symmetri;
— Vi använder LJUSTOLKEN med kunskapen om HUR avvikelser i området 1/100 millimeter SER UR DIREKT — med hjälp av en (typiskt) 3ggr förstorande pannlupp. Bilden ovan visar (förstorat) hur den bilden ser ut sett med systemkamerans hjälp.
— Borren roterad i borrchucken 180° nedan visar en liten avvikelse — i storleksordningen en halv tiondels millimeter.
— Den avvikelsen KAN bero på symmetrifel i slipningen — eller att borren INTE är rak:
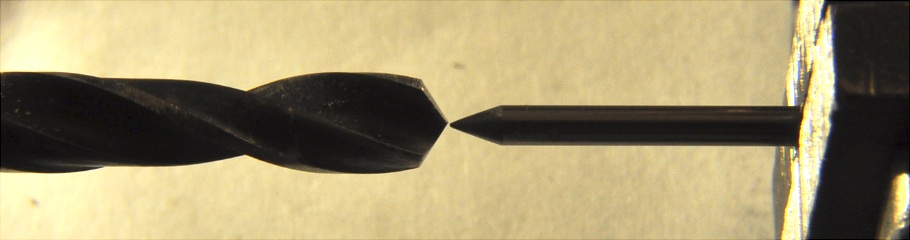
Foto 19Jul2013
ChuckTest ACT1 Bild A2 · Nikon D90
— Samma borr som ovan [‡]
men med borrchucken roterad 180°.
— Vi kollar det:
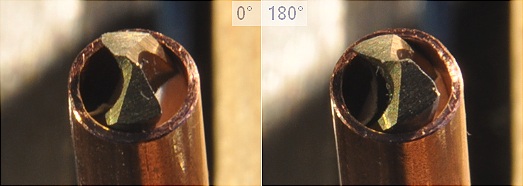
Vi flyttar den högra fast monterade stålspetsen i SlipsymmetriRAKHET för jämförande BORRÄNDENS CYLINDRISKA RAKHET:
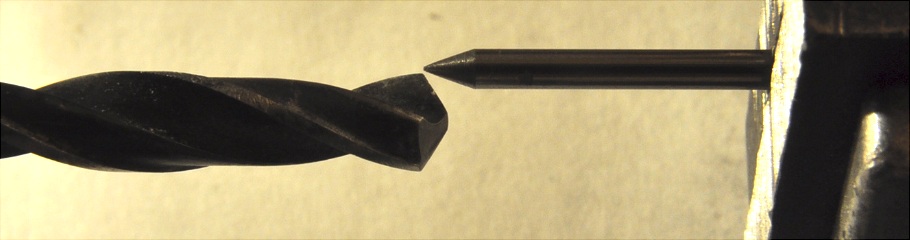
Foto 19Jul2013
ChuckTest ACT1 Bild A3 · Nikon D90
— Samma som ovan
[‡] i Slipsymmetri
men med fasta mätspetsen flyttad uppåt — för koll på cylindricitet och rakhet.
Jämförelse mellan lägen 0-180° via en borrchuckens manuella rotation avslöjar — som här, lätt — alla avgörande fel hos borren.
— Det ENDA vi måste anstränga oss med är att hitta borrchuckens optimalt minsta ovalitetsfel mot den inspända borren:
— Vi söker — genom att spänna loss, rotera borren i chucken, spänna om, vrida borrchucken och kolla för minsta möjliga avvikelse — minsta möjliga avvikelse hos borren [vilken som helst referenspunkt] relativt den fast monterade stålspetsen för att FÖRST få fram VAR just den borren uppvisar sitt minsta ovalitetsfel då den sitter inspänd i borrchucken — borrens PRAKTISKA arbetskraft, och vilket ställe vi MÄRKER på borren (typ slipmärke i borrändens toppcirkel relativt ett ritsmärke på borrchucken [Se MÄRKNINGEN]).
— Finner vi INGEN ACCEPTABELT (praktiskt begriplig — borren verkar »fara omkring hej vilt») är borren INTE rak; Gå då till BästaMetoden och rikta upp borren med hjälp av ljuskoll på planyta [LJUSTOLKEN], plasthammare, spritmärkpenna (röd) och (ett par) ändträbitar; Med BästaMetodens hjälp bör vi klara att rikta varje borr så att den går jämnt inom hundradels millimeter — det enda vi behöver för att få tillfredsställande resultat inom [den hobbybaserade] finmekaniken — så att DE SYNLIGA
DIFFERENSERNA som i vidstående bilder försvinner. Det betyder i så fall att vi har (superbt) fina verktyg som garanterat kommer att göra oss nöjda med varje arbetsresultat.
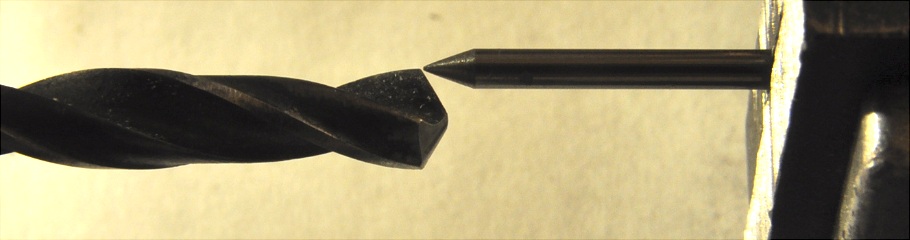
Foto 19Jul2013
ChuckTest ACT1 Bild A4 · Nikon D90
— Samma som ovan
[‡] men med borrchucken roterad 180°.
Notera speciellt för »cylinderkollen» som i de bägge bilderna närmast ovan:
— ÄVEN OM det skulle vara så att »borren har cylinderfel i borränden» är och förblir borren som det praktiskt arbetande verktyget en BORR i bemärkelsen just ändcylindern. Det är den som ska utföra det borrande arbetet, och det är dess precision vi måste försöka mäta på. DÄRFÖR är den enkla metoden ovan med den fasta stålspetsen som mätmärke också suverän för våra ändamål: felar/sviker aldrig.
21Jul2013
PrecisionstestPIRANHA Ø10mM med Ø3,4mM centrumspets
PIRANHABORRARNA — de med centrumspets — garanterar enligt här genomförda bastest absolut topprestanda på finmekanikens arbeten
Enligt de test som genomförts här [21Jul2013] och som redovisas nedan, tillhör borrar av typen PIRANHA de mest avancerade vi kan hitta i handeln [2013].
— Piranhaborrar med centrumspets säljs (bl.a., 2013) på Clas Ohlson — med borrdiameter från 5mM och uppåt. Mina inhandlade exemplar (2012-2013) är i ØmM 5 6 7 8 9,5 10 12 13 — alla med (exceptionellt) fina basdata enligt de enkla grundtester — rakhet, slipsymmetri, ändcylindricitet — vi kan genomföra med direkt visuella (och audiotekniska, se nedan) metoder:
Framställningen här ansluter till beskrivningen i BästaMETODEN med LJUSKOLLEN men här mera utvidgat med ett mera direkt praktiskt arbetsexempel — med ytterligare ett enkelt testinstrument: örat.
EXAKT VISUELL PRECISIONSMETOD FÖR KONTROLL AV BORRARS RAKHET OCH SLIPSYMMETRI
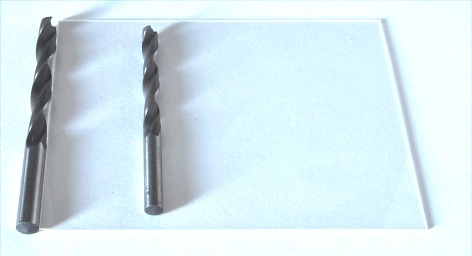
Foto 21Jul2013 Prov
Borrar Piranha Bild 1 · Nikon D90
Börja alltid med det ytterst enkla RULLTESTET — hör efter om borrstången rullar JÄMNT på ett maximalt plant underlag;
— Bilden ovan visar en underliggande 2mM plexiglasskiva (Clas Ohlson Katalog 2012/2013 s148); på denna läggs den 130 mM långa Ø10mM Piranhaborren som ska testas;
— Vi kan putta borren ytterst lätt för att se efter DELS om den ALLS vill »rulla på» — om inte, är den klart underkänd — och i så fall HUR den »rullar på» — om den »väsnas mycket» (sämre typ) eller »väsnas litet» (bättre typ) eller eventuellt väsnas ohörbart jämnt — perfekt rak borr.
— Test med Piranhatypen Ø10mM med Ø3,4mM centrumspets L=130mM, bilden ovan med borren till höger, uppvisar en nära make till det senare fallet: mycket fin och nära helt perfekt jämn rullning — vilket skvallrar om (exceptionellt) högklassig kvalitet.
Vi kan nu använda LJUSKOLLEN i BästaMETODEN för att kolla upp hur motsvarande variationer i testobjektets PIRANHAborrstång ser ut visuellt:
Vi använder enklast planytan på ett vattenpass — också speciellt bekvämt att hantera för fotografering tillsammans med en låsande omspänd gummisnodd;
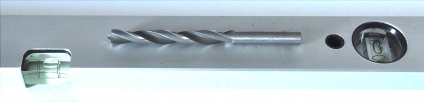
Foto 21Jul2013 Prov Borrar Piranha Bild 2 · Nikon D90
Testborren placeras på planytan, och denna hålls upp/placeras mot en stark ljuskälla, här min datorbildskärm.
— Vi studerar hur ljusbilden ser ut med olika vridningar på borren över planytan:
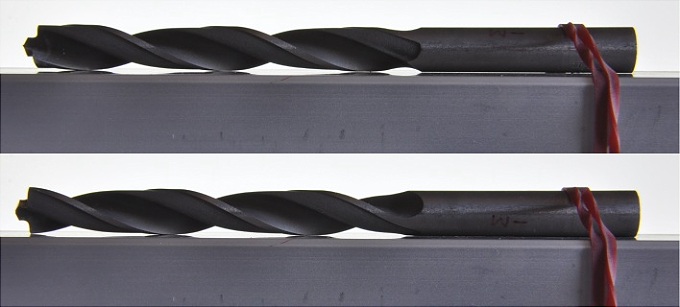
Foto 21Jul2013 Prov Borrar Piranha Bild 3;4 · Nikon D90
— SOM VI SER — jämför LJUSTOLKEN — ligger ljusspringorna maximalt i området omkring 5/100 mM eller mindre;
— Vi KAN eliminera den delen — med erfarenhet i allmän riktning av borrar, men differensen är (redarn) tydligt liten, och att eliminera en så liten ojämnhet ställer en del krav på erfarenhet, känslighet och kunskap i ämnet. Jag väljer här att INTE genomföra någon åtgärd då felet i vilket fall — uppenbarligen — är litet — vilket understryks av efterföljande visuella precisionstest i steg 3 nedan:
Testborren monteras (enklast) i horisontellt monterad borrmaskin (här min METABO inspänd horisontellt i mitt WABECO-stativ) — tillsammans med en fast slipad stålspets monterad i ett maskinskruvstycke på koordinatbord — för exakt och precis justering för bästa möjliga visuella precisionskoll:

Foto
21Jul2013 Prov Borrar Piranha Bild
12;5;7 · Nikon D90
Bilderna ovan visar VÄNSTER PIRANHAborren inspänd efter det först sökta minsta B-felet — det är en procedur vi alltid måste göra FÖREGÅENDE maximalt precisa visuella test, för att säkerställa MINSTA MÖJLIGA VISUELLA WOBBELFEL i den inspända borrstångens arbetssätt. M-märket med röd spritpenna markeras vid stålritsmärket på borrchucken, så att man lätt hittar stället;
— Bilden i MITTEN visar maximalt största avvikelsen — samma som den inspända borrens totalt diametrala wobbelfel — mellan den fasta testspetsen till höger och borrändens referensmittspets — detta läge hittar man genom att justera den fasta mätspetsen via xy-bordet så att den svarar mot borrspetsens läge längst upp; genom att vrida borrchucken med den inspända borren typiskt 180 grader, fås sedan den aktuella mittbilden ovan med största differensen;
— Bilden HÖGER är sedan samma procedur upprepad med borren urspänd och M-märket roterat 180 grader, med borren sedan inspänd och samma maximala differens eftersökt:
— Som vi ser är skillnaden mellan de olika diametrala inspänningslägena visuellt obefintlig: den här borren är (alldeles bestämt) en verklig höjdare. Det understryks ytterligare genom visuella testet i steg 4:
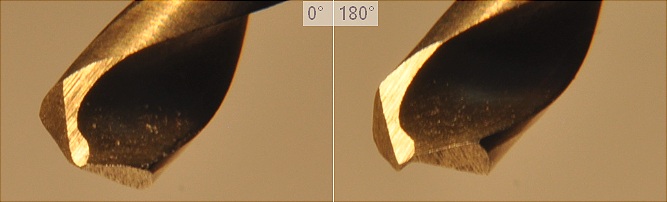
Samma typ som i steg 3, men här testar vi cylindriska ändsymmetrin i borränden — avvikelser skvallrar dels om orakhet, och dels om osymmetri i de slipande flankerna:

Foto
21Jul2013 Prov Borrar Piranha Bild
12;8;9 · Nikon D90
Bilderna ovan visar borrändens bägge flanker; den ena i mitten, den andra till höger — borren inspänd vid M-märket.

Foto 21Jul2013 Prov Borrar Piranha Bild 12[M-märketRetuscherat];10;11 · Nikon D90
Bilderna ovan visar borrändens bägge flanker; den ena i mitten, den andra till höger — borren inspänd roterad 180° mot M-märket.
Bilderna i de bägge diametralt testade fallen uppvisar
som vi ser en exceptionellt fin symmetri — den här borren håller absolut hög
klass;
— Vi kommer, garanterat, att få stor arbetsglädje av
den typen.
TESTRESULTATET visar — nära i princip — att HUR vi än spänner in den här borren förutsatt borrchucken har släta inspänningsklackar, kommer den i vilket fall att uppvisa goda riktningsresultat — med maximalt LITEN drivning under borrarbetet: borrhålets centrum kommer garanterat att hamna nära EXAKT i det ursprungliga borrmärket; skillnaden ligger i området hundradels millimeter.
VIDARE INLEDANDE RULLTEST med alla övriga inköpta PIRANHAborrar — ØmM 5 6 7 8 9,5 10 12 13 alla från Clas Ohlson 2012-2013 — visar samma fina jämnhet. Dessa har dock (här, ännu) inte testats med ovanstående exempels rigorösa metod.
Se även mera avslöjande test i ExaktaTestet — hur olika borrmaskiners
borrchuckar — två gamla, två nya — klarar inspända sämsta fallets
arbetsobjekt.
BORRENS SLIPSYMMETRI
— från
inköpsstället
PRAKTISKA EXEMPEL
[sortiment från CLAS OHLSON · Kassett (CLO KATALOG 1994s34) med HSS-Snabbstålborr 1-10mM — etui med X-TREME CASE (2010s426), 15st ZirconiumNitrid-specialhärdade borrar med ”SPLIT POINT”, ”specialslipad spets (135°) för ökad precision”]:
Synlig KLACK/osymmetriskt spetsavsnitt i änden — måste
omslipas helt
Synlig KLACK/osymmetriskt spetsavsnitt i änden — måste
omslipas helt
Synligt symmetrifel — ena skänkeln
behöver slipas ner
för att matcha den andras längd
Synlig KLACK/osymmetriskt spetsavsnitt i änden — måste
omslipas helt
— INGEN AV DESSA KLARAR det enkla BORRTESTET.
BORRNOMENKLATUR
Borrmaskin | Borr | Borrning |
ILLUSTRERADE Termer, begrepp och deras innebörd som används i denna framställning — i enlighet med svenska akademins ordlista:
I denna framställning används genomgående ordformerna
en borr
flera borrar
just den borren
just de borrarna
Svenska akademins ordlista medger även typen — som inte används här utom i uppställningen nedan —
ett borr
flera borr
just det borret
vilket (för min personliga
del) snarare associerar till (speciellt »just det borret») RESULTATET [eng. bore, sv. borr(håle)t] av en borrs
borrning, själva hålet. Men det finns (här veterligt) ingen sådan
definierad (etablerad) ordstam i svenskan.
Här (Sverige) kan man (milt sagt) tala om en väl etablerad språkförbistring — olika skolor har helt vitt skilda ord/termer/begrepp för ett visst verktyg och det föremålets olika delar och deras SÄTT att verkställa arbete — och beskrivningen av resultatet. Citat följer.
eng, drilling machine, el. ofta bara drill

En borrmaskin.
FotoPHP PemJan2013 Mach Bild3Skil
I engelskan används ofta ordet drill
för både maskinen (borrmaskinen)
och verktyget (borren) som
utför borrningen (eng. bore
— borrhålet) eller borrandet — men verktyget specificeras då med
tilläget bit:
”The term drill may refer to either a drilling machine or a drill bit for use in a drilling machine.”,
@INTERNET Wikipedia Drill bit [2013-07-02]
http://en.wikipedia.org/wiki/Drill_bit
eng. drill, drill bit,
twist drill om spiralborr
![]()
Spiralborr — eng. twist drill bit — ref. @INTERNET Wikipedia Drill bit http://en.wikipedia.org/wiki/Drill_bit
FotoPHP Verktyg Borr2
En borr:
![]()
Bestämd singularis: just den borren
Flera borrar:
![]()
![]()
Bestämd pluralis: just de borrarna
Ordformen BORRAR (pl. av en borr) är även verbal (det som gör el. utför något), se nedan i borrning.
Verb: verksamheten — skeendet, händandet — som utför eller verkställer arbetet
Borrning utförs. Borrningen resulterar i ett
borrhål — det bestämda borrhålet [eng. bore].
FotoPHP Prov SJ1(23)
FRASEXEMPEL:
Borren
(verktyget) borrar
Borraren (arbetaren, eller »maskinen som borren är inspänd i») borrar
Borrarna (arbetarna, verktygen) borrar eller mera direkt illustrerat:
Borrar
![]()
borrar
.
Borrhålet:
eng. bore [substativ: borrhål, rör, kaliber, lopp; verb: borra, borra igenom, holka ur, tränga igenom; ref. NORSTEDTS STORA ENGELSK-SVENSKA ORDBOK 1993] — i svenskan SKULLE man associera motsvarandet till TYP borr(hål)et — borret resultatet av verksamheten (plur. »borren», samma som hus, husen) — men den ordformen finns inte (etablerad) i svenskan — den omnämns/beskrivs heller inte (här veterligt) i svenska akademins ordlista.
— Däremot finns i svenskan (svenska akademins ordlista) de tillåtna ordformerna i obestämd singularis ett borr som åsyftar på verktyget som utför borrningen — i bestämd ordform det borret som åsyftar på det bestämda verktyget — bestämd pluralis just de borren, men (borren) som från obestämd singularis en borr istället avser bestämd singularis den borren: Ordformen borren blir därmed ett tydligt exempel på ABSOLUT språkförbistring [bestämd pluralis kontra singularis]: ordformen borren saknar entydig referens.
— Typen ett borr (obestämd singularis om verktyget) i meningen en borr används (därför) INTE i denna framställning — utom här som (ytterligare) exempel på den allmänna språkförbistringen — här utvidgad till att även omfatta MASKINEN som borren sitter inspänd i (= totalt språkkaos [verktyg = maskin]):
”Borret eller Borren?”;
”Beror på, menar du själva maskinen så är det borren, menar du ett borr så är det borret.”;
”Ett borr, det borret.”;
”Vad som är rätt vet jag inte, men vad som känns naturligt för mig är:
1)"ge mig ett borr"
2)"ge mig borret" (åsyftandes ett borr) respektive
3)"ge mig borren" (då åsyftandes antingen borrmaskinen alternativt flera borr i exempelvis ett borrsortiment).”;
”Just det, sätt borret i borren.”;
”Jag har nog aldrig hört någon säga borret. Har alltid sagt borren, oberoende om det är borrmaskinen eller själva borren.”;
”Själva stålföremålet som man borrar med kallas borret. Det är helt analogt med att kalla ett stålföremål som man skär med för skäret. Borren, liksom skäran, däremot syftar på hela verktyget med handtag, fästanordningar och allt.”;
FLASHBACK
FORUM — Borr, bestämd form singular (2009)
https://www.flashback.org/t876730
”Borr, verktyg för
framställande av cirkelrunda hål i föremål av trä, sten eller metall. Vid borrning i metall brukas
antingen borrar med
dubbla skär i vinkel mot varandra eller ock spiralvridna skär. Skärvinkeln
varierar vanligen mellan 80–120° vid spetsborrar, men är vid tappborrar 180°”,
Se även svenska akademins ordlista om BORR från 1920 i
SVENSKA
AKADEMIEN. SAOB spalt: B3964; tryckår: 1920
http://g3.spraakdata.gu.se/saob/show.phtml?filenr=1/37/227.html
”Borrmaskin, maskin för borrande av cylindriska hål.”
”Skär, skärande del av verktyg l. redskap.”,
— Vill man kalla hela redskapet för redskapets utförande del — borren för skäret — eller redskapets utförande del för hela redskapet — skäret för borren — är man, tydligen, inne på en fördunkling av helheten genom godtyckligt val av just de distinkt skilda begrepp — skäret å
ena sidan och å andra sidan den kropp som skäret finns på — vilka krävs för att
kunna förstå och beskriva föremålen och deras funktion på tydligast möjliga
sätt.
”Är det rätt att säga: Jag borrade ett hål med borrmaskin och en niomillimeters borr. Eller är det rätt att säga: Jag borrade ett hål med ett niomillimeters borr.
Ska "niomillimeters borr" vara särskrivet? Man skriver väl "9 mm. borr"?”;
”En borr låter bäst tycker jag men man säger ett borr.”;
”en maskin -> en borrmaskin -> en borr”;
”Ett borr, helt klart! Har aldrig hört någon säga "en borr". Möjligtvis en borrmaskin, men inte en borr.”;
”För min del säger jag definitivt ett borr om jag menar själva borret, den lilla grejen som du sätter i borrmaskinen. Jag har aldrig hört motsatsen från den typen av personer som regelbundet pratar om sånt. Om du menar själva maskinen så skulle jag nog kunna kalla det för en borr. Då är det dessutom uppenbart för den invigde att jag inte menar ett borr. Praktiskt!”;
”Har jobbat i verkstad, alla där säger ett borr. Har som sagt aldrig hört någon säga "en borr", låter helt grammatiskt inkorrekt.”;
”Har nog aldrig hört någon säga "ett borr" (jag brukar iofs väldigt sällan vara i verktygsdiskussioner). "Ett borr" låter ju fruktansvärt ful, fel och väldigt inte rätt.”;
”Rätt: En Borr
Fel: Ett Borr
Rätt: Borren
Fel: Borret ”
FLASHBACK
FORUM — En borr, eller ett borr? (2010)
https://www.flashback.org/t1134386
RÄTT eller FEL
om »ett» eller »en» borr kan inte avgöras
språktekniskt med referens till svenska akademins ordlista, eftersom BÄGGE
ordformerna påstås egala.
— SPRÅKRYTMIK av typen en hus · ett bil · en ord · osv. som INTE gäller i svenskan associerar (för min del) till samma
typ — ett borr · det borret —
men som en del personer, som i exemplen ovan — även i viss teknisk litteratur —
tycks låta förstå »är det enda rätta».
— I den här framställningen är deras mening helt orepresenterad
— jag associerar (enbart via rytmik, helt utan språkvetenskapligt stöd)
ordet borret med engelskans bore (borrhålet);
— borr och borrmaskin är för övrigt —
som i Bonnierscitatet ovan — två vitt skilda begrepp. Men i engelskan används
(ofta) ett och samma ord drill för bägge. Svenskan — Bonnierscitaten
ovan — har inte den motsvarigheten.
— Jämför totalkraschen nedan i citat i det ljuset:
”Lyckligtvis behöver borren/borret inte konkurrera. Borrmaskinen - borren (samma genus) vs borre(verktyge)t.”,
THE
TRANSLATION WORKPLACE — borren vs. borret
http://www.proz.com/kudoz/Swedish/tech_engineering/452688-borren_vs_borret.html
Jämför (verktyget): obest. sing., en
borr blir med associationen till verktyg i bestämd singularis verktyget lika med ett borr;
— Att den associationen i sig INTE är entydig visas
genom följande exempel:
Jämför (verktyget): obest. sing., en fräs
blir med associationen till verktyg i bestämd singularis verktyget lika med ett fräs;
— En penna; verktyget; ett penna. Svenskan
fungerar inte så.
— Det finns ingen sådan »språklogik» i svenskan.
Korrekt form är en fräs — ett verktyg som används för upptagning
av spår eller hål — en penna. Och så vidare.
*
Praktisk ElektroMekanik — Mekanik 3
END.
Praktisk ElektroMekanik — Mekanik 3
innehåll: SÖK äMNESORD på denna sida Ctrl+F · sök ämnesord överallt i SAKREGISTER
Praktisk ElektroMekanik — Mekanik 3 — UNIVERSUMS HISTORIA
ämnesrubriker
innehåll
Precisionstest PIRANHA — marknadens i
särklass bästa [2013+]
referenser
[HOP]. HANDBOOK OF PHYSICS, E. U. Condon, McGraw-Hill 1967
Atomviktstabellen i HOP allmän referens i denna presentation, Table 2.1 s9–65—9–86.
mn = 1,0086652u ...................... neutronmassan i atomära massenheter (u) [HOP Table 2.1 s9–65]
me = 0,000548598u .................. elektronmassan i atomära massenheter (u) [HOP Table 10.3 s7–155 för me , Table 1.4 s7–27 för u]
u = 1,66043 t27 KG .............. atomära massenheten [HOP Table 1.4 s7–27, 1967]
u = 1,66033
t27 KG .............. atomära massenheten [ENCARTA 99 Molecular
Weight]
u = 1,66041 t27 KG ............... atomära massenheten [FOCUS MATERIEN 1975 s124sp1mn]
u = 1,66053886 t27 KG ........ atomära massenheten [teknisk kalkylator, lista med konstanter SHARP EL-506W (2005)]
u = 1,6605402 t27 KG .......... atomära massenheten [@INTERNET (2007) sv. Wikipedia]
u = 1,660538782 t27 KG ...... atomära massenheten [från www.sizes.com],
CODATA rekommendation från 2006 med toleransen ±0,000 000 083 t27 KG (Committe on Data for Science and Technology)]
c0 = 2,99792458 T8 M/S ........ ljushastigheten i vakuum [ENCARTA 99 Light, Velocity, (uppmättes i början på 1970-talet)]
h = 6,62559 t34 JS ................. Plancks konstant [HOP s7–155]
e = 1,602 t19 C ...................... elektriska elementarkvantumet, elektronens laddning [FOCUS MATERIEN 1975 s666ö]
e0 = 8,8543 t12 C/VM ............. elektriska konstanten i vakuum [FOCUS MATERIEN 1975 s666ö]
G = 6,67 t11 JM/(KG)² .......... allmänna gravitationskonstanten [FOCUS MATERIEN 1975 s666ö] — G=F(r/m)² → N(M/KG)² = NM²/(KG)² = NM·M/(KG)²=JM/(KG)²
[BKL]. BONNIERS KONVERSATIONS LEXIKON Band I-XII med SUPPLEMENT, Alb. Bonniers Boktryckeri, Stockholm 1922-1929
t för 10–, T för 10+, förenklade exponentbeteckningar
(Toroid Nuclear Electromechanical Dynamics), eller ToroidNukleära Elektromekaniska Dynamiken

![]()


är den dynamiskt ekvivalenta resultatbeskrivning som följer av härledningarna i Planckringen h=mnc0rn, analogt Atomkärnans Härledning. Beskrivningen enligt TNED är relaterad, vilket innebär: alla, samtliga, detaljer gör anspråk på att vara fullständigt logiskt förklarbara och begripliga, eller så inte alls. Med TNED får därmed (således) också förstås RELATERAD FYSIK OCH MATEMATIK. Se även uppkomsten av termen TNED [Planckfraktalerna] i ATOMKÄRNANS HÄRLEDNING.
Senast uppdaterade version: 2016-01-07
*END.
Stavningskontrollerat 2014-01-27.
*
åter till portalsidan ·
portalsidan är www.UniversumsHistoria.se
∫ ∫ Δ √ ω π τ ε ħ
UNICODE — ofta använda tecken
i matematiska-tekniska-naturvetenskapliga beskrivningar
σ
ρ ν ν π τ γ λ η ≠ √ ħ
ω →∞ ≡
Ω
Φ Ψ Σ Π Ξ Λ Θ Δ
α
β γ δ ε λ θ κ π ρ τ φ
ϕ σ ω ϖ ∏ √ ∑ ∂ ∆ ∫
≤ ≈ ≥ ˂ ˃ ← ↑ → ∞ ↓
ϑ
ζ ξ
Pilsymboler, direkt via tangentbordet:
Alt+24
↑; Alt+25 ↓; Alt+26 →; Alt+27 ←; Alt+22 ▬
Alt+23
↨ — även Alt+18 ↕; Alt+29 ↔
☺☻♥♦♣♠•◘○◙♂♀♪♫☼►◄↕‼¶§▬↨↑↓
→←∟↔▲▼
!”#$%&’()*+,
■²³¹·¨°¸÷§¶¾‗±
åter till portalsidan ·
portalsidan är www.UniversumsHistoria.se