UNIVERSUMS HISTORIA |
PemM2 | 2013I7 a BellDHARMA production | Senast uppdaterade version: 2016-01-07 · Universums Historia
innehåll
denna sida · webbSÖK äMNESORD på
denna sida Ctrl+F · sök ämnesord överallt i SAKREGISTER · förteckning över alla webbsidor

Bildkälla: Författarens arkiv · MONTAGE: 11Jun2013 E12
Bild 105 — 20Aug2013 E25 Bild84 · Nikon D90 • Praktisk Elektromekanik —
finmekanik för hobby och amatörer
EinHellMaskinen | VinkelKollen | Borrning | ManuellBORRslipning | BorrMärkning | RakaHål |
I detta dokument:
GRUNDLÄGGANDE ARBETSMOMENT
Se även från HUVUDDOKUMENTET MED ÄMNESORIENTERING
|
GROVBEARBETNING: |
|
|
|
|
Finbearbetning: |
|
|
|
|
|
|
Grundläggande Arbetsmoment
PARALLELLSLIPNING
— Bildexempel 
grunden i arbetsstyckets precision
GRUNDFORMEN i all bearbetning — EFTER TILLSÅGNING — är PARALLELLSLIPNING:
Allmänna
kraftbilden
Slipriktning → → → ; Sliphjulets position ° → ; Sliphjulets rotationsriktning ↑°↓ ; Mothållets riktning ↓ ;
— Parallellslipningen är arbetsmässigt säker endast om kraftresultanten
R ![]() till arbetsstyckets längd
i slipriktningen → och arbetsstyckets
längd i mothållsriktningen ↓ är sådan
att R-komponenten i slipriktningen är den större av de bägge — med andra ord: arbetsstycket som ska slipas måste vara
långsmalt: slipning sker på längsta sidan.
till arbetsstyckets längd
i slipriktningen → och arbetsstyckets
längd i mothållsriktningen ↓ är sådan
att R-komponenten i slipriktningen är den större av de bägge — med andra ord: arbetsstycket som ska slipas måste vara
långsmalt: slipning sker på längsta sidan.
— Se exempel i ExempelSlipPlexiglas.
— Ovanstående kraftbild betyder att parallellslipning av kortändarna på ett långsmalt stycke ovillkorligen — för undvikande av risk för arbets- och materialskador — måste anställas på en KRAFTBASERAD INSPÄNNINGSANORDNING — för att eliminera inverkan av den annars befintliga övervägande kraftkomponenten i mothållsriktningen (Se exempel i ExempelSlipPlexiglas). Det betyder att särskilda anordningar måste användas/konstrueras för ändamålet med kortsidesslipning — typ ett koordinatbord och ett maskinskruvstycke: arbetsstycket som ska slipas spänns fast i maskinskruvstycket, som i sig sitter fastspänt i xy-bordets T-spår, samt injusterat (separat analys) för exakt rätvinklig avverkning. Se praktiskt exempel i Exempel säker kortsidesslipning. Se vidare nedan för kraftbilden i Slipbordet. [PROFESSIONELL (utopisk) REGEL — så långt det går: beräkna aktuellt praktiska krafter — multiplicera med tio: försök montera efter den tiofaldiga säkerheten, och arbetsresultatet kommer (garanterat) att bli strålande].
PARALLELLSLIPNING
Verktyg:
Slipcylinder — ORIGINALco [Katalog 1994s21 Expanderande sliprulle Ø51×h25];
— Samma typ (ännu inte testad separat) finns [2013] på TOOLS [Tools/Lunakatalogen s414 typØ51mM]

Foto: SDprod 17Sep2013 Bild20;22 · Nikon D90
— Slipcylindern ovan ger en maximalt jämnt anliggande slipprofil med
garanterat bra slutresultat.
— En del typer av ovanstående art KAN ha oprecis centrering av
centrumtappen: Försök testa clipcylindern i roterande maskin i säljbutiken
innan köpet: syns stora variationer, avstå.
— Men akta plagiaten: Alla typer av s.k. sliprullar
och slipcylindrar som söker PLAGIERA »plan- och rundfunktionen», typ
den här, ger INTE tillfredsställande resultat för planslipning i finmekaniken:
Avarter från säljställen
vi helst slipper:
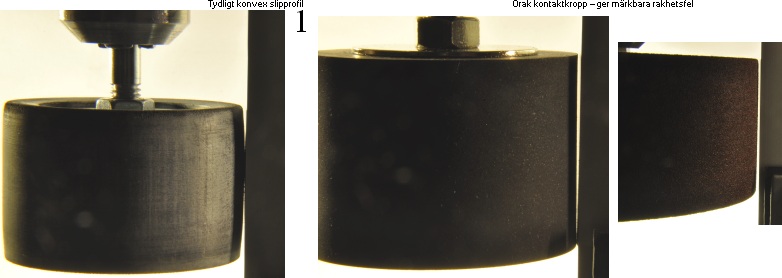
Typen ovan
bygger på en spännanordning med yttre skruv/mutter som pressar ihop en
centralgummicylinder. Undvik den typen HELT om önskemålet är finmekanik av
typen plana slipytor.
Bilderna ovan är från ett separat test med olika KIT från Slöjd-Detaljer. Se
vidare i TestSlöjdDetaljer.
— Slutresultatet
kommer att avspegla profilerna ovan — med mer eller mindre dämpning från den
omgivande slipduken.
Om önskemålet är
noggrann slipning med maximalt tillfredsställande resultat — raka slipytor, inte
konvexa eller konkava, eller sådana från tydligt ojämnt fabriksmonterade
cylindrar:
— använd INTE den här typen:
Akta den här typen — se särskilt TEST

BILDKÄLLA Sammanställt från webben 19Jul2013
SLÖJD-DETALJER
[2014-01-06]
— Typiska verktyg vi behöver för
grundslipning —
tillsammans med ett enkelt slipbord för
att få »exakt parallella planytor»;
— Men akta: allt som glimmar är inte guld: typen ovan, har det visat sig vid
närmare granskning, lämpar sig INTE för noggrann planslipning. Se TestSlöjdDetaljer.
— Använd istället Den här typen,
![]() .
.
PARALLELLSLIPNINGEN kan verkställas in till
tusendels millimeter — med tillräckligt fin slipduk: De slipade parallella
materialytorna garanterar grundprecisionen i varje arbetsstycke — och en
perfekt referens för tillverkning av noggranna xyz-block.
ExempelPlanfräsning av grundblock
— OK chief. Got it.
— Men hur börjar jag från början för
att få EN SÄKERT PLAN basyta att utgå ifrån?
— PieceOfCake — för den som har
GRUNDVERKTYGEN och känner hemligheten (annars en svår plåga):
— Grundverktyg: Koordinatbord + Pelarstativ med inspänd
borrmaskin — allt justerat och kontrollerat:
— Koordinatbordet är alltid arbetsbordet vi utgår ifrån
(om inget annat anges);
— Använd en grundplatta av TYP [rak] spånplatta (10mM):
spånplattor är (ofta) exceptionellt planytsnoggranna över stora områden —
plexiglas är INTE bra, kan skilja på flera tiondels millimeter mellan de fyra
hörnen. Aluminiumplåt/profiler är bäst (lägg papper underst för mjuk och fin
glidning mellan metallerna).
EXEMPEL:
— Vi har köpt in grovhyvlat furuvirke
med dimensionen 45×70mM, vi ska tillverka en första planyta på en av
70mM-sidorna på det träblocket med längden 30cM; Vi lägger ena 70mM-sidan på
den plana 10mM-spånplattan, som ligger löst på koordinatbordet; Vi pallar upp
med (bitar av) typ
vanligt kontorspapper, flera om det behövs (papperstjocklek ca 0,1mM), för att få 70mM-sidan på
träblocket att ligga JÄMNT mot bottenplanet när vi trycker träblocket (lätt)
ner mot arbetsbordet (=koordinatbordet); Dvs.; vi måste tillförsäkra oss om att
inga vickningar = glapp finns i grundmonteringen: ÖVERSIDAN, som ska slipas
eller fräsas, måste ovillkorligen ligga FAST;
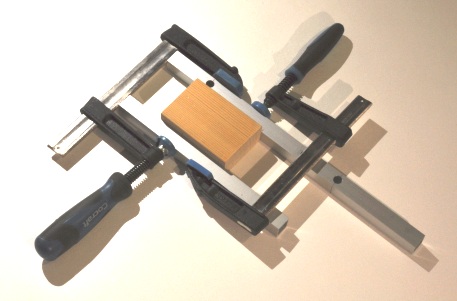
BILDKÄLLA: 6Jan2014 Foto PHP Prov BildPFE
Bilden visar ett 10cM kort träblock (35×70mM) som monterats mellan två
20mM Al-fyrkantprofilrör, anspända med två tvingar:
— Anordningens syfte är att låsa träblocket i en fast position med
Al-profilerna planparallella mot underlaget — ett fräsbord — där hela
anordningen kan drivas manuellt fram och åter under en fast monterad roterande
pinnfräs och därmed fräsa fram en första noggrant plan planyta på träblocket.
Då denna färdigställts, kan sedan anordningen tas bort, träblocket vändas, och
fräsas på motsatta sidan med resultat i två noggrant planfrästa parallella
blocksidor. Huvudtexten beskriver vidare.
— Vi använder sedan TYP en 10mM
pinnfräs [FräsExempelRätblock],
infäst i borrmaskinen, och djupmatad precis så den stryker utmed träblockets
70mM-toppyta; Vi justerar sedan ner frästoppen så att den knappt touchar träblocket
på lägsta stället;
— Vi ska sedan, successivt, mata av
hela träblockets toppyta via den PÅ ABSOLUT LÄGSTA MÖJLIGA VARVTAL
— för att motverka borrchuckens radialglapp, som annars skapar obehagliga vibrationer med möjliga
vidare äventyr som vi inte vill ha här, helst inte —
roterande fräsen. Och därmed i
slutänden ha tillverkat en MED KOORDINATBORDETS PREFERENS FULLSTÄNDIGT plan
toppyta;
Därefter kan vi ta bort grundmontaget, vända
på träblocket och planfräsa motsatta sidan
— garanterad grovparallellitet in till hundradels millimeter;
— Vi kan utföra planfräsningen manuellt
OM VI ÄR FÖRSIKTIGA, BEAKTAR KRAFTMOMENTEN, OCH TAR MATNINGEN FRÅN KORREKT
HÅLL: alltid manuell matning MOT roterande verktygets avverkningsriktning — och
maximalt LITET i taget (så
mycket vi kan stå ut med utan att behöva vänta tills nästa julafton innan det
blir klart); För varje sådant tag, kan vi backa tillbaka på redan fräst
del, och sedan ta nytt, för varje tag.
— RÄTVINKLIGA PLANFRÄSNINGEN —
45mM-sidan — får vi på samma sätt med ett grundmontage — tillsammans med två
fyrkantaluminiumrör (20mM) + två spänntvingar: Vi sätter träblocket mellan
fyrkantrören, dessa spänner emot de redan planfrästa parallella 70mM-sidorna,
och fyrkantrörens kontakt med underlaget, koordinatbordet, garanterar MED
FYRKANTRÖRENS FINA KVADRATPRECISION att montaget håller en hög klass på
rätvinkelmontaget; Vi planfräser sedan toppsidan, tar bort montaget, vänder på
träblocket, och fräser motsatta 45mM-sidan. Därmed har vi fått ett rektangulärt
rätvinkelblock — med hög grad av rätvinklig precision.
— De bägge återstående ändsidornas
rätvinklighet med de fyra övriga kräver en särskild metod: se exempel i Exempel med säker kortsidesslipning.
Slipkrafterna kan eliminera
z-precisionen — Se INTRO — avgörande
grundinställningar
NOTERA SÄRSKILT I SAMBAND MED SLIPNING — via de större slipcylindrarna typ här beskrivet
— Relativt stora och under längre tid långvariga SIDPRESSKRAFTER påverkar borrmaskinens borraxel i RADIELL led:
— TENDENSEN är att LODRIKTNINGEN förloras — alltmer — via den elastiska töjning som sidkrafterna utverkar, och den tidigare inställda z-precisionen i borrmaskinens infästning i pelarstativet urartar alltmer. Ett sätt att minska den tendensen är att konstruera motspänningsriggar — typ exemplifierat i Styvhetsförstärkning.
— Enda SÄKRA sättet att hålla avvikelserna på ett minimum är att ta ytterst litet i taget och upprepa flera gånger istället: undvik HELT frestelsen att ta mycket åt gången.
Bildkälla: Författarens arkiv · PemJan2013 M4slip 19Jun2013
Bild 5;10 · Nikon D90
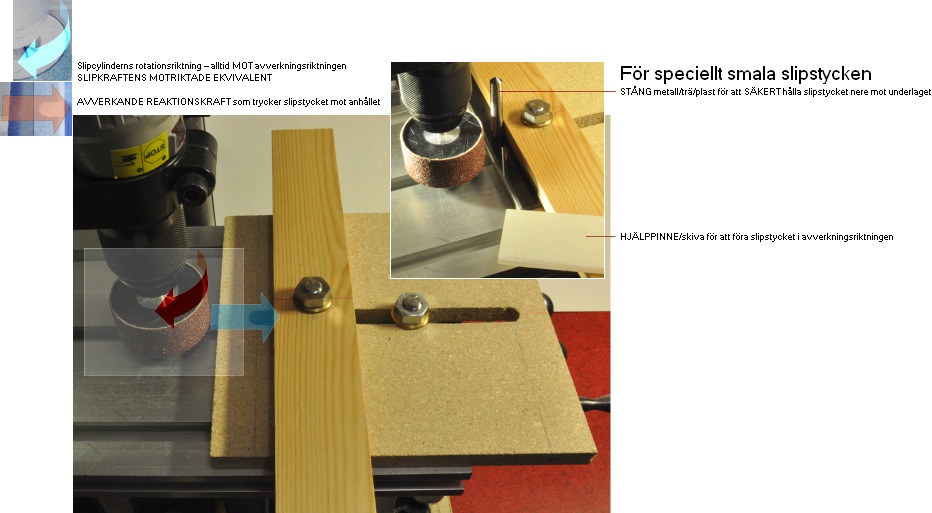
— Notera för
reaktionskraftens riktning — blå pilen:
IDEALT FINNS DEN INTE: IDEALT finns bara en verksam kraft — den
EGENTLIGA materialavverkande kraften — som ligger motriktad periferikraften i
vridmomentet på slipcylindern. Men testa det — övertyga dig i praktiken —
särskilt genom att föra slipstycket mot slipcylindern med maskinen avstängd:
finns det ingen SIDLEDES — i den blå pilens riktning — tryckande kraft mellan
slipcylinders yttersta perifera slipkorn och materialet som ska slipas, utförs
heller ingen slipande verksamhet.
— Själva »SLIPEN» — det utförande arbetet — kräver en viss
ELASTISK INTRÄNGNING vinkelrätt mot tangenten till slipcylinderns rotation. Den
INTRÄNGNINGEN kopplas sedan ihop med den ANLIGGANDE KRAFT som strävar att föra
slipstycket bort, rakt motsatt, ifrån slipcylinderns tangentiella
rotationsriktning [samma som den röda pilens riktning].
Byggnad:
— En mindre bit 12mM spånskiva med ett
upptaget spår (borra två Ø10mM
hål, använd bågfilens fria bladfastsättning som såg för att såga upp spåret)
tillsammans med en (utvald, noga kollad) hyvlad träplanka eller motsvarande med
centrumhål, formar ett helt sanslöst enkelt, universellt användbart SLIPANHÅLL
eller slipbord.
Med dess hjälp får man fram EXAKT PARALLELLITET i råformen för alla typer av arbetsstycken:
trä, plast, metall. Med fin kornstorlek på slipcylindern kan (lätt)
parallellprecision uppnås ner till 1/100 mM (~0,0004’’).
— Även (»grymt») små — smala, typ 2mM —
materiallängder kan slipas om man har en motsvarande litet smalare hållpinne:
Hållpinnen (STÅNGEN i bilden
ovan höger övre: man håller i den med t.ex. höger hand) ser till att
slipobjektet håller sig mot underlaget; Ytterligare en HJÄLPPINNE, också något smalare
än slipobjektet (plexiglas,
eller aluminiumplåt går utmärkt, man håller den med t.ex. vänster hand),
kan användas för att mata slipobjektet i avverkningsriktningen.
— VAR ALLTID AKTSAM MED DE VERKANDE
KRAFTERNA OCH MOMENTEN — tänk efter FÖRE hur krafterna verkar, och anpassa
arbetsmomenten därefter.
— Använd alltid någon form av ögonskydd.
OM det blir tajt: stäng av borrmaskinen/slipcylindern mellan tagen, om det blir
trångt att hämta upp efter varje runda.
— Anordningen ovan är så hutlöst
användbar att man knappt tror det är sant: perfekt precision i alla lägen —
förutsatt borrmaskinen är korrekt inspänd [Koordinatbordets montering och inställning]
och inga chuckfel
finns. Slipcylindern på bilden köptes urspr. på Clas Ohlson, men företaget för
(av här ej känd anledning) inte den typen längre.
Spånuppsamlingen
är också viktig:
— Jag använder ett separat justerbart
skruvstycke (finns bl.a. på Clas Ohlson) för fastsättning av en dammsugarslang
(separat anordning, visas inte
här); Med lämpligt munstycke (placeras så nära avverkningsstället i spånutkastningsrikningen som
möjligt) och justering kan spånsuget ställas in och anpassas för varje
särskilt ändamål.
Notera säkerheten
speciellt för slipning av (speciellt tjockare) plexiglas (och speciellt om
slipsidan är nära lika stor som sidan i slipriktningen):
— Vissa plexiglas har
lägre smälttemperatur än andra — och »jammar» motsvarande lättare: är
avverkningshastigheten = ENERGIN stor, uppkommer smälta i kontaktstället: smältställets
kontinuerliga övergång i det övriga fasta glaset KAN skapa en stoppunkt :
ett (synnerligen obehagligt) VRIDMOMENT bildas plötsligt, mycket snabbt, överraskande
: hela glaset vill vrida sig kring
punkten vid slipcylinderns kontakt, och motriktat sliprotationen: glaset
kastas/vrids mer eller mindre kraftigt mot slipanhållet, och skapar en
motsvarande stark radiell kraft på borrmaskinens axel via trycket mot
cylindern: borrmaskinen stannar — garanterat, med full
strömmatning — med äventyr för arbetsstycket (och Dig). Ytterst farlig situation.
— Studera materialen
noga, var alltid uppmärksam på krafterna, deras riktning och storlek, tänk
efter FÖRE, så långt det går: använd skyddshandskar och skyddsglasögon, ta
aldrig något för givet. Går det trögt: ta ut mindre och ta flera gånger
istället, sänk rotationshastigheten, så att slipsmälta elimineras — och
anbringa stadiga mothåll. Då ska det inte vara några problem. Är du det minsta
tveksam: avstå. (Olyckor händer aldrig i harmoniska=stabila förhållanden).
Förutsatt uppmonterat koordinatbord
och pelarborrmaskinsstativ
Med ett ytterst
enkelt konstruerat FIXTURBLOCK
kan parallellslipning genomföras på grundmaterial upp till storleksordningen
A4-format — med begränsad materialtjocklek ca 5cM; man använder knappast större
format i finmekaniken.
— Med viss
teknik, kan även (ytterst) smala remsor parallellslipas. Se även
bildbeskrivning i Slipbordet.
— Med korrekt inställd riktning mellan koordinatbord-pelarstativ och den i borrmaskinen infästa sliptrissan, kommer PARALLELLSLIPNINGEN att garantera exakta blockvinklar.
Exempel säker kortsidesslipning:
BILDERNA NEDAN visar ett praktisk exempel från (prototyp) tillverkning av MEKANISK SOCKEL från SO8 till DIL8.
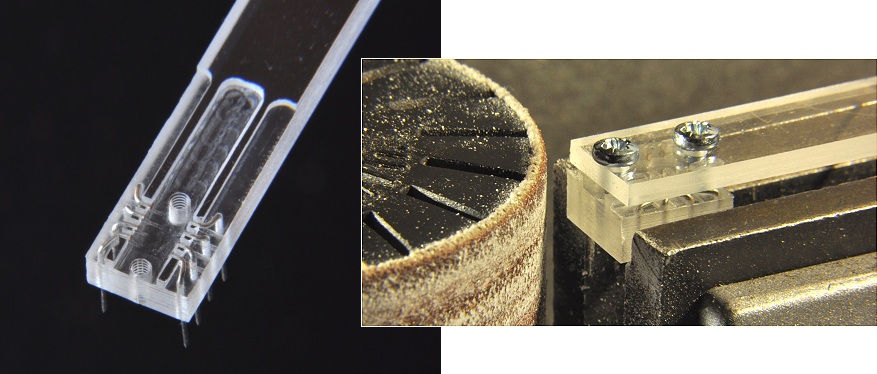
Bildkälla: Författarens arkiv · FotoPHP
SO8DIL 29Apr2013 Bild 16;22 · Nikon D90
— Här har först en remsa från ett 5mM
tjockt plexiglas sågats ut och sedan parallellslipats till bredden 10,00 mM,
bilden ovan vänster (med senare
bearbetning på toppsidan — se SO8DIL8).
— SLIPNINGEN RÄTVINKLIGT
GRUNDSLIPNINGEN — bilden ovan höger i
exemplet — kan göras på (flera) olika sätt (t.ex. med speciell skruvfastsättning och passning med noga
utprovade vinkelhakar tillsammans med slipbordet).
Min egen lösning bygger på en noga inpassning av mitt maskinskruvstycke; Jag behöver bara
»skjuta in och skruva fast» för att mitt maskinskruvstycke omedelbart ska bilda
rät vinkel med xy-bordets längsriktning — och därmed direkt rätvinkelslipning
med y-matning, bilden ovan höger.
Exempel på säljställe med verktyg av tvivelaktig
funktion
— i vissa partier [EXEMPEL 1] rent arbetsfarliga detaljer
Slöjd-Detaljer 4Sep2013;
— Man tror så mycket här i livet — främst för hantverksverktyg att säljstället åtminstone har kollat in vad det är man säljer, och att verktygen håller en »acceptabel standard». Det var just Problemet här: närmare granskning visade ett synnerligen nedslående resultat — här till ingående framställning som ett referensexempel med verktyg som vi INTE vill ha att göra med om önskemålet är finmekanik för hobby och amatörer:
Slipcylindrar och borrar från Slöjd-Detaljer 2013
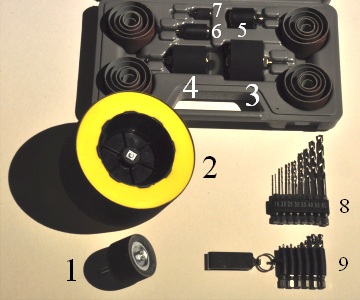
Foto: SDprod 17Sep2013 Bild2 · Nikon D90
Sortimentet ovan detaljerna 1-9 ges
nedan i granskande funktionstest;
— Köp INTE dessa prylar om du vill säkra arbetsplatsen och
resultaten för praktisk finmekanik för hobby och amatörer: se utförliga test
nedan.
— För slipverktyg av mera välordnad natur, se Verktyg för parallellslipning.
Beskrivning SlipBorrSD — detaljnummer 1-9 i produktgruppen
1:
Slipcylinder Katalogen 2013/2014 s104n Art. 2312-0000 79:-; Ø45×30mM; kompakt gummicylinder med cylindriskt Ø6mM borrfäste;
— se EXEMPEL 3;
2:
Bandsliprulle Katalogen 2013/2014 s107n Art. 2311-0000 149:-; slipcylindrar av »hårt skumgummimaterial»; Ø130×65mM;
(skum)gummicylinder med (nyckel 8) sexkantigt borrfäste;
— se EXEMPEL 5
3-7:
Slipcylinder-set Katalogen 2013/2014 s106ö Art. 2258-0000 149:-; 5st olika slipcylindrar av samma typ som i EXEMEL 3; Ø50×37mM; Ø37×37mM; Ø18×25mM; Ø25×25mM; Ø13×15mM; kompakt gummicylinder med cylindriska borrfästen;
— se EXEMPEL 4
8:
Borrsats Katalogen 2013/2014 s98ö Art. 7717-0000 50:-; 8st borrar (1,5 2 2,5 3 3,5 4 5 6)mM i påstansade sexkantfästen;
— se EXEMPEL 1
9:
Industriborrsats Katalogen 2013/2014 s98ö Art. 7659-0000 149:-; 6st stubborrar (2 2,5 3 4 5 6)mM i helsmidda sexkantfästen;
— se EXEMPEL 2
EXEMPEL 1 — detalj 8 — arbetsfara, se tabellen nedan
8: Borrsats Katalogen 2013/2014 s98ö Art. 7717-0000 50:-; 8st borrar (1,5 2 2,5 3 3,5 4 5 6)mM i påstansade sexkantfästen;
EXEMPEL 1:
Slöjd-Detaljer 4Sep2013; Borrsats Katalogen 2013/2014 s98ö Art. 7717-0000 50:-; 8st borrar (1,5 2 2,5 3 3,5 4 5 6)mM i påstansade sexkantfästen;
— Satsen innehåller 8st borrar Ø1,5-6mM med sexkantfäste; sexkantfästet har trätts över en ordinarie cylindrisk borr och sedan STANSATS FAST via en smal rektangulär PUNS som lämnat ett tydligt stansmärke:
— Samtliga borrar är mer eller mindre våldsamt deformerade, de roterar tydligt utanför borraxeln enligt följande uppmätta individer:
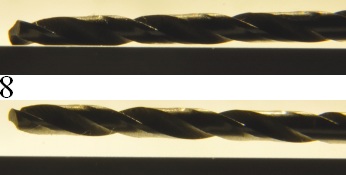
Foto: SDprod 17Sep2013 Bild42;43 · Nikon D90
BEROENDE PÅ TILLFÄLLET
MED DEN SLUMPARTADE SEXKANTHYLSANS PASSNING avviker vissa av borrarna så
kraftigt från borraxeln, att den direkta arbetsfaran är uppenbar — gäller
samtliga borrar i den inhandlade kassetten. Se vidare tabell nedan där de
våldsamma avvikelserna framgår mera tydligt.
— Bilden ovan visar hur en
centrumavvikelse i en borrände kan uppmätas:
— Man monterar en fast plan referensyta
— plexiglas eller aluminiumfyrkantprofil — i parallell med en fast — t.ex. via
ett pelarstativ — monterad borrchuck och dess rotationsaxel (en borrmaskin).
— Man spänner sedan in borren, roterar
chucken tills borränden ligger närmast den mätande planytan, tar bilden eller
noterar mätvärdet, och roterar sedan tills största avvikelsen framträder, och
tar den bilden.
— Jämförelsen mellan de bägge bilderna
och mätvärdena visar sedan resultatet: hur borren, inspänd i en borrmaskin,
faktiskt borrar i praktiken — som kan mätas direkt i bråkdelar av tiondels
millimeter om mätytan sitter monterad på ett koordinatbord.
EXEMPEL PÅ VERKTYG FRÅN
FÖRETAG som personalen uppenbarligen inte har minsta koll på — eller möjligen i
värsta fall också STRUNTAR I:
UPPMÄTT CENTRUMAVVIKELSE (CA) I BORRENS ÄNDE [‡]
|
nr |
Ø mM |
CA
mM |
%=CA/Ø |
resulterande »effektivt
arbetsfarliga borrdiametern» Øeff=Ø+CA |
|
1 |
6 |
0,90 |
15 |
6,9 |
|
2 |
5 |
2,10 |
42 |
7,1 |
|
3 |
4 |
0,50 |
13 |
4,5 |
|
4 |
3,5 |
0,85 |
24 |
4,4 |
|
5 |
3 |
0,40 |
13 |
3,4 |
|
6 |
2,5 |
1,55 |
62 |
4,1 |
|
7 |
2 |
0,40 |
20 |
2,4 |
|
8 |
1,5 |
0,25 |
17 |
1,8 |
NOTERA att varje borr i borrsatsen har SEX OLIKA MÖJLIGA
INSPÄNNINGSLÄGEN:
— Genom att MONTERINGEN av sexkanthylsan uppenbarligen INTE
är av typen PRECIS finns ALLTID DEN SLUMPARTADE MÖJLIGHETEN att NÅGON av de sex
inspänningslägena ger »hyfsat resultat». Samtliga dessa [6×8=48kombinationer]
har här INTE testats.
— Här har endast valts godtyckliga inspänningslägen (första,
eller första mest märkbara avvikande).
INGEN av dessa borrar är användbara:
— Alla borrar i setet roterar märkbart utanför
borraxeln — Ø2,5mM-borren med rekordstora 62%.
— Dessa
verktyg är uppenbarligen direkt arbetsfarliga.
— KONTAKT MED FÖRETAGET HAR EFTERSÖKTS FÖR ATT PÅTALA HANTERINGEN, MEN FÖRETAGET
SVARAR INTE PÅ NÅGON KOMMUNICERANDE ORDNING SOM KAN UPPVISA EN CITERBAR,
SYNLIG, LÄSBAR FORM.
Normalt — vad vi får acceptera — är UPPMÄTT CENTRUMAVVIKELSE (CA) I EN för finmekanik för hobby och amatörer ACCEPTABEL BORRÄNDE i storleksordningen max någon eller några hundradels millimeter
Rakhetstal [eng. straightness] på 1:2000 är grovt sett ett minimum i industristandarden för centerlöst slipade borrstålsstänger;
— För en Ø3mM borr med standardlängden 6cM betyder det en OBS maximalt tillåten centrumavvikelse på 2×(1/2000)(60mM)=0,06mM; praktiska fallet — förutsatt att tillverkningen inte demolerar rakheten — håller sig typiskt bättre än hälften; alltså en eller annan hundradel;
— Centrumavvikelsen förorsakar motsvarande större borrhål (borren wobblar tydligt), eller om avvikelsen, som här, är kraftig, direkt äventyr att hela borrskaftet går av; risken är överhängande att skada kan uppkomma både på arbetsstycke och operatör;
— den här produkten är helt enkelt arbetsfarlig.
9: Industriborrsats Katalogen 2013/2014 s98ö Art. 7659-0000 149:-; 6st stubborrar (2 2,5 3 4 5 6)mM i helsmidda sexkantfästen;
Slöjd-Detaljer 4Sep2013; Industriborrsats Katalogen 2013/2014 s98ö Art. 7659-0000 149:-; 6st stubborrar (2 2,5 3 4 5 6)mM i helsmidda sexkantfästen;
— Betydligt bättre än ovanstående i EXEMPEL 1 — alla raka och fina utan synbar centrumavvikelse:
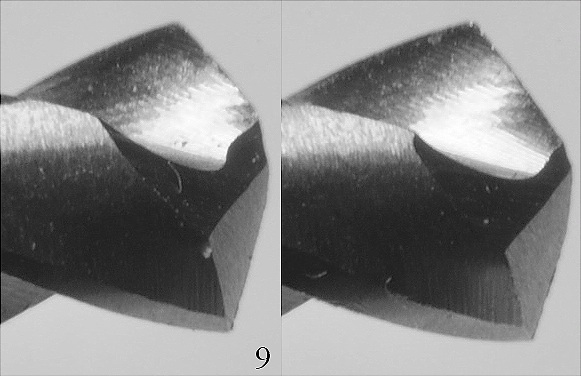
Foto: SDprod 17Sep2013 Bild49;50 · Nikon D90
Lika viktigt som
en RAK borr är för borrning av hål med given diameter, är också borrens
slipning — borren ovan är rak och fin men klarar INTE det enkla BORRTESTET. Här syns tydliga avvikelser
i borrens ände med diametralt tydliga olika — asymmetriska — slipytor:
— Den här borren
tvingar arbetsstycket att JIGGLA — tugga omkring i cirkel kring borraxeln — och
påtvingar därmed arbetsstycket extra krafter som i värsta fall förstorar
borrhålet i motsvarande grad. Den typen vill vi INTE se i finmekaniken för
hobby och amatörer. Borren ovan kan användas först efter omslipning.
— Se Manuell slipning av borrar om ej redan
bekant.
Däremot vid närmare inspektion — det enkla BORRTESTET — visar det sig att ÄNDSLIPNINGEN är felaktig/osymmetrisk:
— Slipytorna i borränden sett genom pannlupp ska för korrekt slipning uppvisa ICKE SYNBART OLIKA STORLEK HOS FACETTERNA. I detta fall syns tydliga olikheter — sätt borränden under stark lampa så att slipfacetten syns tydligt som en fristående formyta, rotera 180 grader, jämför motstående slipfacett: finns tydliga skillnader, kommer borren INTE att fungera korrekt — vilket i slutänden betyder osymmetrisk borrdrivning — borren karvar INTE ur borrhål symmetriskt kring borraxeln, utan strävar att föra borren efter den osymmetriska slipprofilen, och därmed UTANFÖR borraxeln: borren borrar FEL. Kass produkt.
— Resultatet blir, även här, att borren JIGGLAR — driver — arbetsstycket roterande runt borraxeln, med strävan hos borren att göra borrhålet större än borrdiametern (värre ju högre varvtalet är hos den borrande maskinchucken).
— Samma fel finns observerat på Clas Ohlsonborrkassetten med XTREME CASE-borrarna (som dessutom för sin del är tydligt oraka): Man tillämpar en typ av ”DUBBELSPETSSLIPNING” som i och för sig INTE är fel, MEN SOM KRÄVER MERA EXAKT UTRUSTNING ÄN VAD TYDLIGEN FLERA FABRIKANTER HAR RÅD ATT INVESTERA I och därmed i slutänden en ONOGGRANN BORRPRODUKT: borren kan inte använda för finmekaniska ändamål utan att först slipas om och rättas till: arbetsstycket som borren tar tag i ska INTE jiggla omkring, utan ligga FAST CENTRERAT I/genom BORRAXELN..
— FELET är välkänt i maskinkretsar (elementär maskinteknik) på Webben (engelska delen), men en del fabrikanter tycks — tydligen — strunta i sammanhangen. Säljbutiker generellt tycks (ännu 2013 — det blir säkert bättre framöver i takt med att kunskaperna ökar) heller inte innehålla någon personal som kan eller har TID att kolla upp produkternas kvalitativa värde ur finmekanikens synvinkel.
— Av satsens 6st borrar (2 2,5 3 4 5 6)mM uppvisar samtliga tydligt okulära osymmetriska slipfacetter — vilket bara bekräftas genom det enkla borrtestet
lägg en plan typ plexiglasskiva helt löst mot borren och låt borren rotera sakta mot plexiskivan [använd arbetshandske och fatta bromsande kring borrchucken om maskinen inte kan ställas in för låga varvtal]: utför plexiplattan fram och återgående rörelser i kontakten med borrspetsen, är borren antingen orak och/eller felaktigt slipad, i vilket fall kommer borren INTE att borra i riktningen för den egentliga borrens borraxel:
— alla borrar i setet förorsakar jiggling hos arbetsstycket, mer eller mindre: Borrarnas rakhet är OK, men slipningen är kass.
— TOOLS utbud av borrsatser (med sexkantfäste [2013], typ EXACT-etuiet Spiralbohrer-Bit Ø2,0-8,0 mm med 7 stubborrar i sexkantfäste, alla helsmidda 2 2,5 3 4 5 6 8) är heller inte överdrivet mera avancerat än samma formtyp av stubbvariant som ovan från Slöjd-Detaljer: borrarna i TOOLS-kassetten är avgjord raka, ja. Men slipningen, samma dubbelfacett som i Slöjd-Detaljerfallet, är AVGJORT kass (i mitt TOOLS-exemplar utom för Ø6): Även TOOLS-borrarna (med sexkantsfästen) missar det enkla borrtestet: alla måste slipas om (utom Ø6) om ändamålet är finmekanik för hobby och amatörer.
OM INTE SÄLJBUTIKEN NU 2013 INTE INTRESSERAR SIG TILLRÄCKLIGT FÖR PRODUKTERNAS BESKAFFENHET, KVALITET OCH ANVÄNDBARHET, KOMMER PERSONALEN HELT SÄKERT ATT BLI BÄTTRE PÅ DET I FRAMTIDEN. Det finns ingen annan framtid att förutspå om butiken ska vinna trovärdighet och respekt i ljuset av hantverkets allmänna tekniska utveckling. En del har redan förstått det. Tack så mycket.
1: Slipcylinder Katalogen 2013/2014 s104n Art. 2312-0000 79:-; Ø45×30mM; kompakt gummicylinder med cylindriskt Ø6mM borrfäste;
Slöjd-Detaljer 4Sep2013; Slipcylinder Katalogen 2013/2014 s104n Art. 2312-0000 79:-; Ø45×30mM; kompakt gummicylinder med cylindriskt Ø6mM borrfäste;
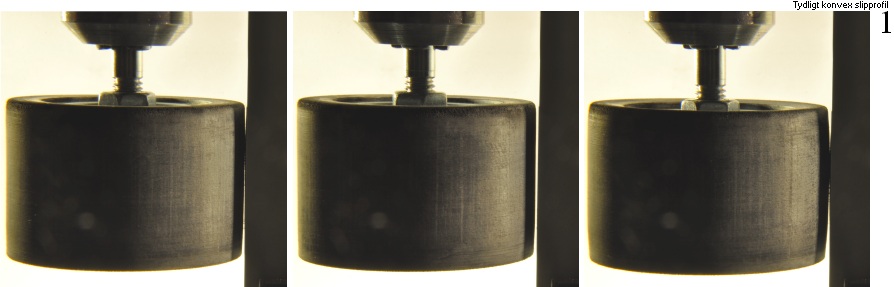
Foto: SDprod 17Sep2013 Bild3;4;5 · Nikon D90
Gummicylindern
uppvisar tydliga rakhetsfel.
— Gummicylindern trycks ut mot en slipcylinder (separat hylsa med olika kornstorlek 50 80 150) genom en skruv-mutter-anordning; två stora ändbrickor pressar gummimassan in mot en mittpunkt, som därmed spänner åt mot slipcylinderns mantel, mest i mitten;
— Rotationstest mot ett testplan visar också att sliphylsans ytterdel är svagt konvex, tjockast på mitten;
denna typ av slipcylinder kan alltså INTE kan
användas DIREKT för NOGGRANN parallellslipning — på slipcylinderns höjd (30mM).
Måttnoggrannheten i slipning generellt bygger på JÄMN ANLIGGNING:
— Ett slipverktyg som TAR MEST PÅ MITTEN kommer INTE att kunna uppvisa en JÄMN MÅTTNOGGRANNHET över typ tiotal millimeter. Och då är det verktyget VÄRDELÖST i finmekaniken: villkoret att få fram parallella xyz-grundplan med garanterad ytjämnhet mindre än tiondels millimeter och motsvarande vinkelnoggrannhet är avgörande för att få tillfredsställande resultat. Det klarar inte slipcylindern ovan.
— Med sliphylsan påträdd bildas motsvarande större avverkning på den del som ligger an med största kraften/trycket: kass resultat.
— Dessutom roterar slipcylindern (mitt exemplar) något vid sidan av rotationsaxeln: sliphylsan tar bara på ett litet begränsat ställe av det tillgängliga slipverktygets hela varvet runt — den typen är generellt ytterst jobbig att ha att göra med: väsnas ohyggligt, skapar maskinvibrationer som vi definitivt INTE vill ha: reducerar effektiviteten.
— SLUTSATS: Verktyget kan inte användas i någon generell mening för finmekanik: exakt planslipning på korrekt centrerad och jämn slipcylinder — typ ClasOhlson-originalet med gummicylindrar: öppna spiralspår som klämmer åt mot slipcylindern då den kommer i roterande kontakt med arbetsstycket; sliphylsan roteras på då spiralspåren trycks ihop inåt åt andra hållet.
— Denna typ har eftersökts på webben (2013) men ännu inte påträffats: den fanns för 20 år sedan (på Clas Ohlson).
— Upphittad. Den finns på TOOLS i Lunakatalogen (s414 TOOLS VERKTYG & MASKIN 2013/2014): Slipdukshållare ” slitsad gummikropp som expanderar av centrifugalkraften och fäster slipdukshylsan”, Ø51×25mM finns (samma mått som Clas Ohlsonoriginalet). Den aktuella detaljen har dock ännu här inte testats.
— Enligt praktik är det (emellertid) den typen vi söker för finmekanik: små variationer finns här också, men slipprofilen är (mycket) rak, och slipcylinderns gummimassa med spiralslitsmönstret garanterar en praktiskt PERFEKT JÄMN ANLIGGNING över hela cylinderhöjden, vilket också garanterar (i det närmaste) perfekt resultat.
3-7: Slipcylinder-set Katalogen 2013/2014 s106ö Art. 2258-0000 149:-; 5st olika slipcylindrar av samma typ som i EXEMEL 3; Ø50×37mM; Ø37×37mM; Ø18×25mM; Ø25×25mM; Ø13×15mM; kompakt gummicylinder med cylindriska borrfästen;
Slöjd-Detaljer 4Sep2013; Slipcylinder-set Katalogen 2013/2014 s106ö Art. 2258-0000 149:-; 5st olika slipcylindrar av samma typ som i EXEMEL 3; Ø50×37mM; Ø37×37mM; Ø18×25mM; Ø25×25mM; Ø13×15mM; kompakt gummicylinder med cylindriska borrfästen;
Genomgången av de 5 olika slipcylindrarna visar i
stort samma fason som i EXEMPEL 3:
3: Ø50×37mM; Tjockast på mitten, tydligt orak i kontakten på tiondels millimeter i jämförelsen övre/nedre;
4: Ø37×37mM; Tjockast på mitten, tydligt orak cylinderkant; wobblar tydligt;
6: Ø18×25mM; Tjockast på mitten, tydligt ocentrerad, wobblar tydligt;
5: Ø25×25mM; Tjockast på mitten, håller synlig rak kant, men dennas cylinder ligger utanför rotationsaxeln; sliphylsan tar bara delvis;
7: Ø13×15mM; Tjockast på mitten, svårmonterad hylsa, tydligt orak slipkant, wobblar litet men märkbart;
— Sett rent finmekaniskt: Ursäkta: Rena skiten. Rena skräpet. Ingen av ovanstående kan användas utom för grovarbeten.
2: Bandsliprulle Katalogen 2013/2014 s107n Art. 2311-0000 149:-; slipcylindrar av »hårt skumgummimaterial»; Ø130×65mM;
Slöjd-Detaljer 4Sep2013; Bandsliprulle Katalogen 2013/2014 s107n Art. 2311-0000 149:-; slipcylindrar av »hårt skumgummimaterial»; Ø130×65mM; (skum-)gummicylinder med (nyckel8) sexkantigt borrfäste;

Foto: SDprod 17Sep2013 Bild3;4;5 · Nikon D90
Storleken med
bilden i katalogen ingav hopp om en avancerad sliprulle. Närmare granskning
visade nedslående arbetsresultat om önskemålet är finmekanik för hobby och
amatörer.
— Sliphylsan trängs på och hålls fast av den mjuka inre gummimassan;
— Om du letar efter slipverktyg för finmekanik, kan du glömma den här produkten direkt:
— Tydliga avvikelser i profilkanten på sliphylsan; den kränger, och svänger, märkbart inom flera tiondels millimeter;
— Den mjuka bärande gummimassan tillsammans med den krängande onoggrannheten garanterar att det här slipverktyget INTE kan producera PLANA SLIPYTOR (ens inom tiondels millimeter). Verktyget kan bara användas där noggrannheter i mått — finmekanik — inte är avgörande.
— TEST (20Sep2013) med försök att PARALLELLSLIPA (en bit spånplatta) visar att den här bandsliprullen är HELT ODUGLIG utom för handhållna grovslipärenden:
— Gummimassans OJÄMNHET gör att rullen TUGGAR via bara en del av hela rullens periferi, och DÄRMED uppvisar STOR benägenhet att bromsa varvtalet.
— Däremot duger bandsliprullen för MANUELLT HÅLLNA GROVSLIPNINGAR.

Foto
13Jun2013 E14 Bild 31
— NikonD90
FilSvarvning
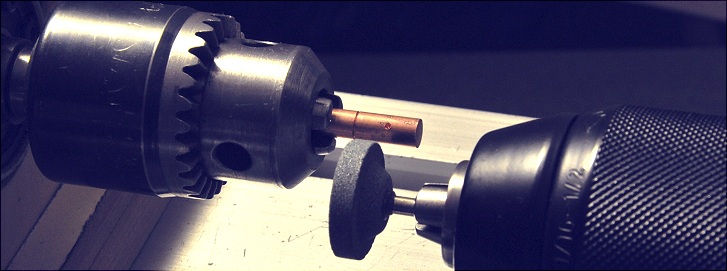
Bilderna nedan
visar ett typiskt (frekvent) exempel på filsvarvning:
— Här är
uppgiften att få änden hos en M2-skruv så slät och plan (polerad) som möjligt
för att den ska åstadkomma ett mekaniskt-elektriskt monteringstryck på
underliggande elektriskt kontakterande detaljer — den släta ytan betyder
minimal friktion, och därmed maximalt överförd skruvkraft till den viktiga och
avgörande minimala kontaktresistansen.
— Här används en
vanlig (nål-) fil för grovbearbetningen, sedan smärgelduk (Korund) nr340 och
därefter nr400, sist en polerfilt.
— Kopparhylsan
med mässingsmuttrarna är insatta som chuckstöd för själva skruven som
svarvobjektet.
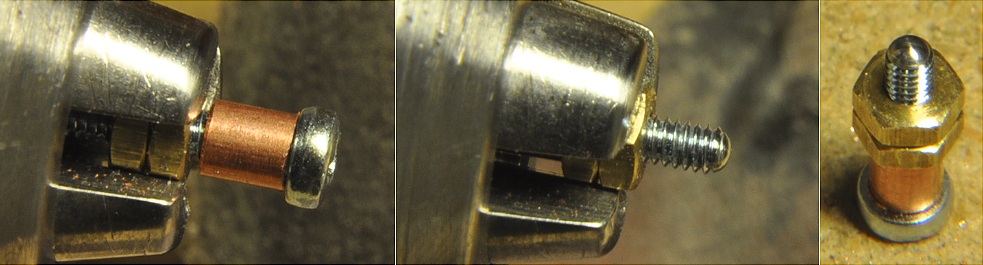
Bildkälla: Författarens arkiv ·
1Jun2013 GammaSuply1 Bild43;44;45 · Nikon D90
— Filsvarvning
— Borrmaskinens användning som (kort) svarv — är ett ofta förekommande
arbetsmoment i många typer av finmekanisk bearbetning:
— Filsvarvning
kan utföras med ytterst god noggrannhet med hjälp av olika (precist måttsatta, direkt från
industrin eller som man tillverkar själv) mellanlägg (muttrar, cylindrar, rörbitar),
eller direkt improviserat i olika profiler för olika ändamål (t.ex. spår för motsv. stoppringar i
olika axelkonstruktioner).
— Generellt är den horisontellt uppställda borrmaskinen för filsvarvning helt avgörande i precisionsmåttsättningen av speciellt rörändar (som ofta bildar olika distansfoder mellan planblock till typ apparatbärande detaljer, eller generellt olika lådkonstruktioner — i finmekanikens sammanhang).
Se även EXEMPELprecisFilSvarvning — tillverkning av EXAKT LIKA LÄNGDER rör/stänger/axlar in till tusendels millimeter.
FILSVARVNING
— horisontellt monterad borrmaskin med garanterad frihet från chuckfel [Se CHUCKTEST] tillsammans med olika typer av filar som bearbetningsverktyg
— är ett ofta förekommande moment i den hobbybaserade finmekaniken:
— Precisionsmåttsättning av kortare rörhylsor kan göras genom upprepad inspänning/urspänning av cylinderobjektet i borrchucken tillsammans med dito kontroll via (typiskt) skjutmått: erfarenheten visar i stort hur mycket material som avverkas för en viss anliggningskraft för ett visst material i ett visst ämne, rör eller stång, och man utvecklar strax en viss färdighet för att nå fram till ett visst förutbestämt mått — med noggrannhet i området hundradels millimeter;
— Metoden inbegriper också noggrann reduktion av diametern hos cylindriska detaljer, typ bilden nedan — spår, profiler; justering av gängade detaljers ändavslutningar (ofta högglansdetaljer i stål för minimal friktion i samband med olika kontakteringsdetaljer); etc.
Bildkälla: Författarens arkiv · FotoPHP Prov 6Jun2013 Bild PBcylFS_003;004 ·
NikonD90
VERKTYGEN som används för bearbetningen är vanliga filar, speciella nålfilar, sågblad (speciellt av den tunna, smala sorten).

Bildkälla: Författarens arkiv · FotoPHP Prov 6Jun2013 Bild FilSvarv2_005;004 ·
NikonD90
— NÅLFILEN som i bilden
ovan är ett ytterst användbart verktyg i filsvarvning. Här en axeldetalj som
ska ha en stoppring i ena änden. Jag använder alltid skyddsbrickor — eller
längre rörhylsor, eller [urborrade]
muttrar — som får vila mot borrchucken för att dels skydda denna mot åverkan,
och dels att skyddsbrickan [av
typen svarvad mässing] också fungerar perfekt som ett
ändmothåll vid exakt längdmätning med skjutmått.
— Resultatet bygger helt på att det inspända arbetsstycket i borrchucken INTE uppvisar någon som helst synbar — visuell — avvikelse då det roterar;
— Jämför fallen i CHUCKTEST.
— Där visas hur man kan testa borrmaskinen i säljbutiken [TestPinnen] på enklaste sätt för att säkert få vetskap om just den borrmaskinen passar ändamålet. OM chuckfel = wobbling = excentricitets eller koncentricitetsfel finns, överförs det bara till arbetsresultatet — med multipeln på materialavverkningen: felet blir värre ju mindre slutdetaljen är.
— Villkoret för tillfredsställande resultat vid filsvarvning utesluter — med andra ord — vissa (redan testade) borrmaskiner.
Exempel på undantag där en borrmaskin med tydliga chuckfel
ändå kan användas som drivkraft för filsvarvning — långa arbetsstycken KAN
dämpa ut chuckfel, förutsatt lämpligt ändstöd:

Bildkälla: Författarens arkiv · FotoPHP Prov 6Jun2013 Bild FilSvarv1 (2) ·
NikonD90
— Bilden ovan
visar COTECH-maskinen
från Clas Ohlson 2012 uppmonterad horisontellt via en separat BORRMASKINSHÅLLARE
[OriginalCO]. Här gällde uppgiften att
plansvarva ett Ø10mM mässingsrör i änden — för exakt avpassad ytkraft i ett
normalplan i en monteringsdetalj.
— IronBILL har
rör i olika material — med dimensioner som ger inskjutningsbara övergångar
praktiskt taget från Ø2mM upp till [i varje fall] Ø14mM. Notera att vissa rörövergångar
kan kräva ett mindre putsarbete [det skiljer på hundradelar] för att få
lämplig passning — beroende på applikation.
— FÖRUTSATT att arbetsstycket är
(relativt) långt
flera decimeter — påkänningen från en
borrmaskin med ev. chuckfel [Se jämförande praktiska exempel i CHUCKTEST] avtar med växande längd på
arbetsstycket, detta förutsatt RAKT OCH att ett ÄNDSTÖD finns anpassat
— bilden ovan med träblocket inspänt i maskinskruvstycket:
passande RÖR [finns bl.a. på IronBILL] som är inskjutna i varandra och som utan
nämnvärt glapp kan glida
lätt mot varandra (med hjälp av litet pådroppad motorolja) —
kan goda resultat även uppnås med en
borrmaskin som uppvisar ett (mindre) chuckfel;
— Förutsatt att ändstödets rörhylsor
har försumbara glapp, kommer inverkan från eventuella wobblingseffekter i
borrchucken att bli (helt) försumbara.
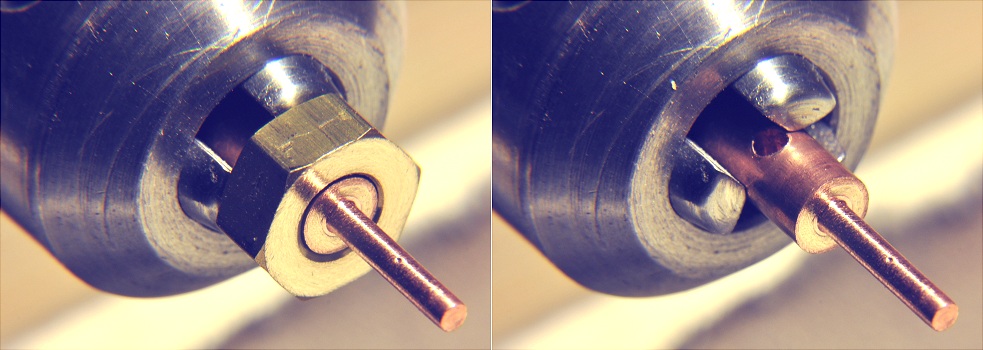
Exempel
på exakt filsvarvning — som kräver borrchuck med garanterat noll axiellt chuckglapp:
— Metoden nedan [mera utförligt i EXEMPELprecisFilSvarvning]
visar hur man kan tillverka flera stänger/rör/axlar med LIKA LÄNGD — in till
tusendels millimeter;
— Men det förutsätter att
arbetsstyckets inspänningsanordning — borrcucken — är garanterat axiellt
glappfri, annars fungerar inte metoden.
— Sedan ena röränden (bilden nedan)
filsvarvats jämn på alla exemplar, filsvarvas andra änden genom att skjuta in
stången i chucken till botten och spänna fast tillsammans med ett mothåll typ
bilden nedan; Änden som ska filsvarvas gränsar till en plan distansform — bricka eller [här en genomborrad]
mutter som glider helt löst kring cylindern — som fungerar som
precisionsstopp: så länge filsvarvningen pågår och material återstår, roterar
stoppmuttern med, mer eller mindre; ENDAST då full avverkning uppnåtts, stannar
stoppmuttern på grund av kontakt med filstålet.
— Genom att avverkningsområdet
(typiskt) för filsvarvning ligger i området tusendels millimeter eller mera
(eller mindre), beroende på anliggningskraft, kommer alla rör att få lika längd
med hög noggrannhet.
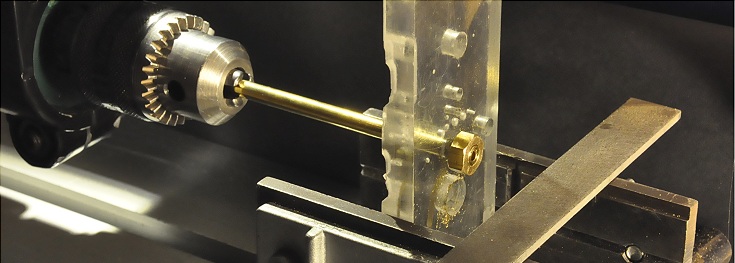
Foto 13Jul2013
ChuckTest LaserVis3 Bild 2 · Nikon D90
Exempel på mera avancerad filsvarvning — med två borrmaskiner:
en långsam, en snabb:
— Men det är bara för verkliga proffs,
med verkligt genomtestade maskingrunder:
Bildkälla: Författarens arkiv · FotoPHP Prov 6Jun2013 Bild FSbad_006 · NikonD90
— En mera avancerad — och samtidigt
mera krävande — metod för filsvarvning antyds i bilden ovan:
— ENDAST under den förutsättningen att
BÄGGE borrmaskinerna ä fria från CHUCKFEL [Se jämförande praktiska exempel i CHUCKTEST] kan resultatet av
ovanstående illustrerade arbetstyp bli tillfredsställande. Exemplet ovan är
dock (knappast) något som rekommenderas (från min sida) om man inte är väldigt
säker på vad man vill åstadkomma, och att maskingrunden är verkligt genuin —
vilket KNAPPAST är fallet i ljuset av DAGENS UTBUD, se TestPinnen
i CHUCKTEST: inga chuckfel får förekoma.
Finns sådana, blir resultatet blir (milt sagt) HELKASS = i princip omöjligt att
förutsäga slutresultatet.
Gängning — invändig
| utvändig | alla verktygen
GÄNGVERKTYG — termer och nomenklatur (Jan2014)
|
gängsnitt eller [äldre] gängkloppa |
||
|
|
|
|



gängtapp, för invändig gängning
gängkloppa (äldre), för utvändig gängning eller gängsnitt (nyare)
svängjärn, vridande kraftverktyg som gängverktyget kan spännas in i
BONNIERS KONVERSATIONSLEXIKON 1924 (BandVsp206) använder termen gängkloppa som ”verktyg för framställning av yttre gängor på metall- och järnstänger”.
FOCUS TEKNIKEN 1975 (s263n) använder termen gängsnitt för utvändig gängning och formstål för utvändig gängskärning i svarv.
NORSTEDTS STORA SVENSK-ENGELSKA ORDBOK 1993 har ordet gängkloppa (eng. die-stock) men inte gängsnitt. Bokens gängtapp översätts engelskt med [screw] tap, threaded pin.
CLAS OHLSONkatalogen (2012/2013) s67, Gängverktygssats, använder termerna gängsnitt och gängtapp.
BILTEMA 2013/14 (s118) använder termerna gängtapp och gängsnitt.
@INTERNET Wikipedia [2014-01-05] använder de engelska termerna tap för invändig gängning (”female portion”, nut [mutter]) och die för utvändig gängning (”male portion”, bolt [skruv eller bult]). Motsvarande svängjärn i engelskan (Wikiartikeln) är wrench [sv. även skiftnyckel eller skruvnyckel] eller generellt tap handles [närmast »gänghandtag»].
— WebbTest (Jan2014) visar att Die Wrench och Tap Wrench är OK engelskt förekommande använda termer för motsvarande svenska betydelser »svängjärn för gängsnitt» och »svängjärn för gängtapp»
Invändig gängning
Gängtapp Mellantapp Gradtapp
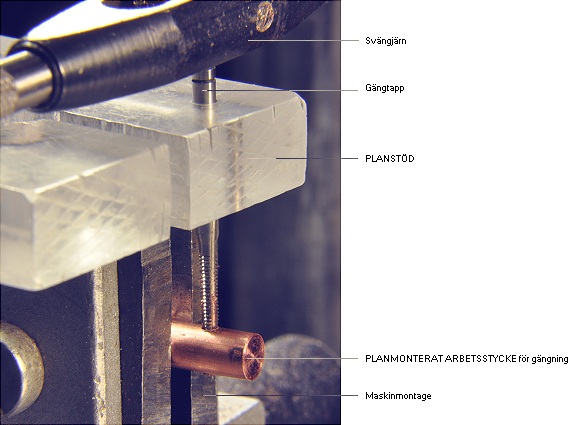
BILDEN NEDAN visar verktyg och metod för INVÄNDIG GÄNGNING:
— Perfekta resultat bygger på perfekta MONTAGE:
— Se till att gängtappen kommer att gå RAKT — vilket kräver en noggrant planerad MASKINMONTERING: (Man gör vanligtvis den typen bara EN gång varje julafton); Med ett maskinskruvstycke och ett planstöd — med förpreparerade stödhål för (olika dimensioner av) gängtappar — samt en ordnad allmän form för arbetsstyckets uppmontering, görs SEDAN all invändig gängning på samma typiska sätt som antyds i bilden nedan;
— Man håller fast PLANSTÖDET mot maskinmontaget med ena handen och utför den roterande gängbearbetningen via svängjärnet och gängtappen med den andra handen.
— För tjockare material är det mera kritiskt att hämta
upp gängspånen emellanåt (annars tenderar
tappen att nypa, och ev. gå av), medan ett tunnare material kan gängas
direkt utan periodiska återrotationer. OM det tar emot, vrid tillbaka, och ta
om..
— OBSERVERA ATT OLIKA MATERIAL — och olika tjocklekar — KRÄVER SIN SÄRSKILDA UPPMÄRKSAMHET.
— I allmänhet: använd ALLTID (vanlig motor-) olja vid gängskärning. Testa själv med och utan, och du upptäcker snabbt vad saken gäller — inte minst för att undvika direkta verktygsbrott på speciellt mindre gängtappar [speciellt om uppgiften gäller att gänga i stål]; det är förhållandevis LÄTT att dra av en M2 gängtapp — och att köpa nya i dagens läge [2013] betyder dyra pengar (flera hundra).
Bildkälla: Författarens arkiv · FotoPHP Prov 6Jun2013 Bild PBcylGng_013 ·
NikonD90
METALL:
—
Används vanlig motorolja (i lämplig liten droppflaska) förbättras
gängskärningen i princip 100%: det märks direkt i jämnhet och dragtryck. Utan
smörjmedel är risken stor att tappen dras av.
PLEXIGLAS:
—
Vanligt vatten (i lämplig liten droppflaska) är utmärkt som smörj- och
(framförallt) kylmedel för gängning i plexiglas: plexiglaset KOKAR (ytterst)
lätt vid (intensiv) mekanisk bearbetning, och lämnar (ytterst) fula resultat
som vi INTE vill ha. Ett säkert sätt att motverka den tendensen är att »ta det
lugnt» och ALLTID använda vatten. Skillnaden med och utan måste upplevas (den
är enorm).
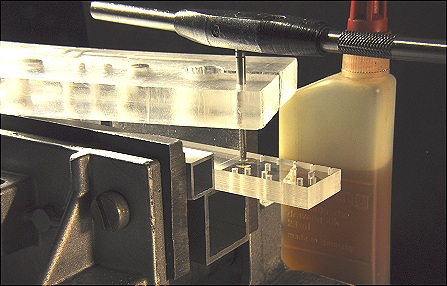
BILDKÄLLA: Författarens arkiv · 30Maj2013 E GammaSupply1 Bild16 · NikonD90
Bilden ovan visar typiskt hur man i vart särskilt fall måste hitta
olika riggningsblocklösningar för att få ihop det med avstånd och
normalriktningar — här gängning i plexiglas med M2-Mellangängtapp MED olja (droppflaskan
i bakgrunden).
— Jag använder själv en mindre uppsättning Aluminiumfyrkantprofiler
(10mM, 15mM, 20mM) tillsammans med (slipade) plexiblock, och i förekommande
fall träblock eller annat planmaterial med kontrollerad noggrannhet.
— Maskinskruvstyckets översida räcker i de flesta fall som bas för hela
arbetsmomentet.
— I fallen med gängning av (många) hål utspridda över större planytor blir det med principen ovan relativt enkelt att hitta passande planunderlägg (Al-fyrkantrör i parallella par) med god och följsam passning — eller ännu enklare montage: Bilden nedan visar ännu ett sätt:
BILDKÄLLA: Författarens arkiv · 3Aug2013 Foto PHP PemJan2013 PS1 Bild6 ·
NikonD90
Här har en Ø6mM mässingsrörhylsa med innerdiametern Ø4mM trätts över en
M3-gängtapp som stöd i ett överliggande plexiglasblock för gängning av en
underliggande plexiskiva.
— Otaliga sätt finns att använda rör/stänger/plattor på detta sätt med
enkla, utomordentligt goda resultat.
Metod:
—
Speciellt i tjockare material: dra svängjärnet — med lätt nedåttryckning —
tills MARKANT motstånd uppkommer: BACKA TILLBAKA tills man känner att
gängspånen från föregående släpper (i metaller känns det ofta som ett litet
»mikrosnäpp»); upprepa.
Speciellt för metallerna (och särskilt de
hårdare materialen som järn/stål) får man bereda sig på att »gå ett halvt varv
framåt, och tre bakåt» för perfekt resultat.
MONTERING:
—
Uppmonteringen (som i bilderna ovan) är HELT avgörande för resultatet. Använd
(tjocka) plattmaterial tillsammans med rörhylsor för att forma en lämplig RIGG
för varje tillfälle — i en del
fall kan borrmaskinens borrchuck inspänd i ett pelarstativ användas direkt,
manuellt.
Topplattan (bilden ovan) kan oftast tryckas
ner/hållas fast med ena handen då gängtappen i vilket fall inte är benägen att
rymma hålet. Det viktiga är att tapphållet är RAKT = normal till
gängrotationen.
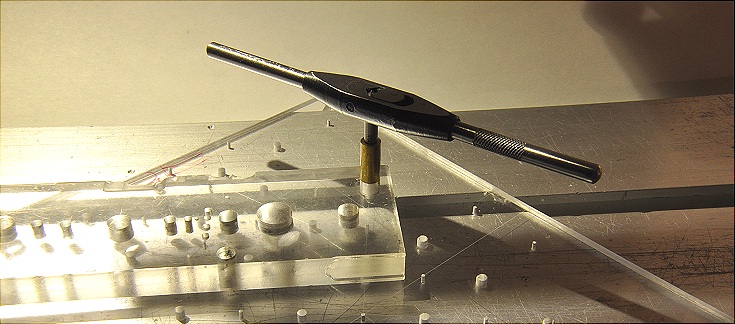
Speciellt enkelt sätt att gänga (raka) hål på (stora)
skivytor
Bilden nedan visar ett (nästan förbjudet) enkelt sätt att
gänga hål i en spånplatta med goda resultat i det gängade hålets rätvinklighet
relativt plattans skivplan.

BILDKÄLLA: Författarens arkiv · 15Aug2013 Foto
PHP PemJan2013 PS2 Bild1 · NikonD90
Man använder helt enkelt en vanlig passande M-mutter — här
en M10-mutter till gängtapp M10:
— Genom att hålla muttern STADIGT med ena handen mot
skivytan, och låta den andra handen — försiktigt, utan att (mera nämnvärt)
rubba mutterns horisontalposition (alltså att försöka att INTE låta den vicka)
— dra svängjärnet, behövs bara några varv för att gängtappen ska »hitta stilen»
i spånskivan — därefter räcker det med en vanlig ringnyckel att hålla emot med
vidare vridning på svängjärnet (balansen/jämvikten
i svängjärnet garanterar automatiskt att vridmomentet blir optimalt centrerat i
tappaxeln, och därmed minimal risk för fel, förutsatt att man har koll på
Balansen).
— Men akta: missar
man något (muttern tvingas vippa på grund av att man inte är RIKTIGT säker),
kan hela hålet bli kasserat då gängen bryts sönder av någon (liten) oförsiktig
rörelse. Men tar man det lugnt (som alla tjejer gör), går det jättefint.
Verktygen för
invändig gängning — Gängtapp
Mellantapp Gradtapp:
Bilden nedan visar GÄNGTAPPAR som används för invändning gängning.
Tapparna säljs vanligen i ett set om tre:
1. Gängtappen är den som tar minst och som gör
grundjobbet;
2. Mellantappen förstorar förgängningen;
3. Gradtappen finjusterar;
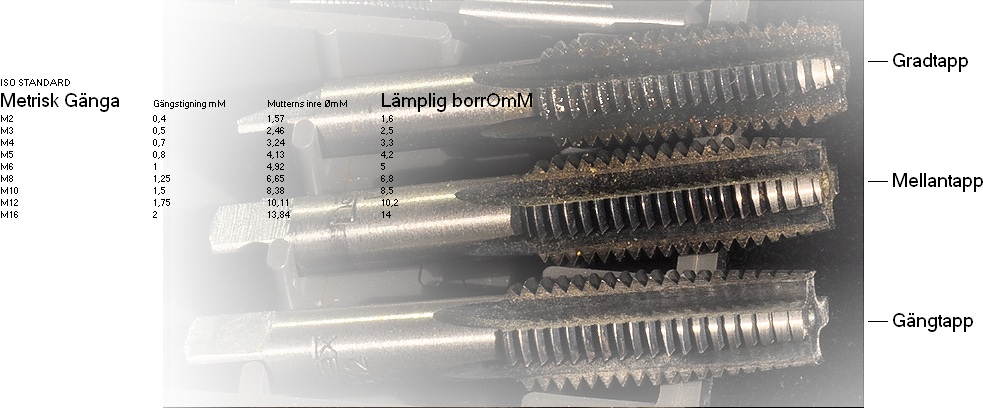
BILDKÄLLA: Författarens arkiv · 5Jan2014
FotoPHP Bild G2 · NikonD90
Den infällda tabellen [ISO STANDARD] brukar finnas med på
olika verkstadstekniska mätverktyg typ Stålskalor, Skjutmått och andra
liknande.
NOTERA SPECIELLT FÖR MJUKA MATERIAL:
— Ofta förekommande invändig gängning i typ PLEXIGLAS kan (med smörjning: vatten eller olja) göras med
gott resultat genom att bara använda mellantappen.
— Speciellt gängning i metaller (Koppar, Järn/Stål) kräver
(inte sällan) också gradtappen (samt
Gängtappen i början för att inte förstöra gängorna), i annat fall
”nyper” skruven och får svårt att hänga med.
— Man KAN utnyttja den finare Gängtappen speciellt i mjuka
material tillsammans med typ Gängad MetallStång för att få extremt tight
gängpassning, om det krävs, t.ex. gängning i (hårda eller mjuka) träblock där
passningen av en gängad stång kan göras (mycket) noggrann.
— För speciellt mjuka material kan pelarstativet med den
inspända borrmaskinens borrchuck med stor fördel användas som manuellt
svängjärn: man vrider borrchucken manuellt, samtidigt som man följer
djupmatningen; När gängningen slutförts, spänns tappen loss, borrmaskinen matas
uppåt, och man kan skruva ur tappen med separat nyckel (eller bara fingrarna om
man har hårda nypor).
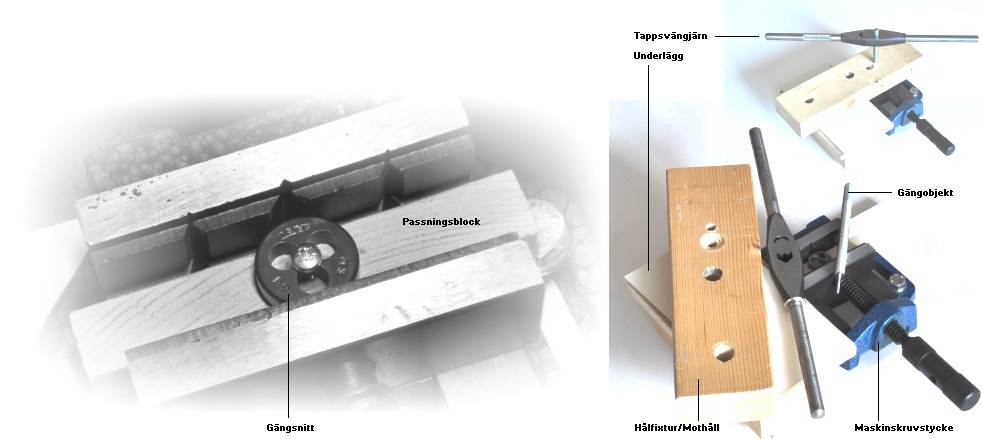
BILDEN NEDAN visar principen för manuell PRECISIONSBASERAD UTVÄNDIG
GÄNGNING:
— Perfekta resultat bygger på perfekta MONTAGE:
Gängsnittet bilden vänster nedan fastspänns i ett separat
(enklare) maskinskruvstycke via ett plant passnings(trä)block: Gängsnittet skruvas
fast i passningsblocket, maskinskruvstycket dras åt, och skuven lossas och tas
bort; Gängsnittet sitter nu fast och stadigt, plant, monterat i skruvstycket,
och är färdigt för användning.
— Notera att inte all maskinskruvstycken passar ändamålet (en
del typer är för besvärliga ..., vingliga, kan inte spänna rakt [»det här blir
så besvärligt att nu skiter jag i det här»], osv.)
— Bilderna nedan höger visar hur olika (trä)block (och annat
passande) kan användas för att fixera, palla upp och få ett plant anpassat
mothåll, stöd och hålfixtur för den stång som ska skjutas ner mot gängsnittet
och gängas där.
— Toppblocket (i trä) med stödhålet för stången som ska
gängas GARANTERAR att gängskärningen sker RAKT om blocket hålls stilla (med
eller utan separat tving) och är noga inpassat i rät vinkel till
maskinskruvstyckets övre planslipade materialyta.
BILDKÄLLA: Författarens arkiv · 11Feb2011 FotoPHP TM8_TrafoLine
Bild G26;G1;G2 · NikonD90
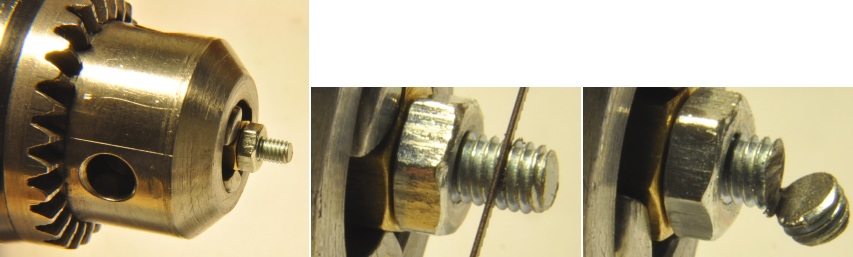
Bilderna nedan visar arbetsobjektet: en gängad M8-stålstång
som filsvarvats (vänster) ner till Ø3,00mM för gängning (mittre) med gängsnitt
M3. Högra bilden resultatet med påskruvad M3-mutter.

BILDKÄLLA: Författarens arkiv · 10Feb2011 FotoPHP TM8_TrafoLine
Bild FS6;G5;G8 · NikonD90
NOTERA NOGA:
— 1. Filsvarva fram en liten kon i stångens framände, så att
gängsnittet kan INITIERA gängskärningen med minsta möjliga förlusteffekt.
— 2. Slarva inte med smörjningen; Vanlig motorolja går
utmärkt; Speciellt i (test)fallet ovan gjordes smörjningen INTE korrekt mot
slutet — vilket visade sig genom delvis bortslitna mindre gängvallar. Bilden
nedan visar gängvallens kontur in mot stångkroppen där man tydligt ser att
materialet delvis dragits sönder.

BILDKÄLLA: Författarens arkiv · 10Feb2011 FotoPHP TM8_TrafoLine
Bild G10 · NikonD90
— Värmebildningen i gängskärningen är EXAKT kraften vi
använder i vridningen, och (som vi känner) den är påtagligt STOR för bara en
förhållandevis liten stålsprint: utan smörjning är risken inte bara
överhängande att (speciellt den tunnare) stålaxeln går av, utan även i princip
utan undantag att gängskären blir ytterst fula = trasiga.
— MED smörjning blir resultatet helt galant — och kraften i
vridningen reduceras betydligt. Testa själv.
— I allmänhet i hårda (stål) material: ett halvt eller
trekvarts varv framåt — och TRE BAKÅT för att vrida ur spånskären och rensa
före nästa tag: fyll på med en droppe olja då och då mellan tagen.
— Vartefter erfarenheten växer med kunskapen för olika material,
blir det allt lättare att kunna förutse olika konstruktionsmoment som
innefattar manuell gängning.
Verktygen för
utvändig gängning — Gängsnitt
[eller äldre, Gängkloppa] med speciellt
utformat svängjärn:
Bilden nedan visar ett gängsnittsSvängJärn med ett
friliggande M5-gängsnitt:

BILDKÄLLA: Författarens arkiv · 5Jan2014
FotoPHP Bild G4 · NikonD90
ANVÄNDNINGEN AV GÄNGSNITTsSVÄNGJÄRN kan betyda TRUBBEL:
— »Enklaste sättet» att gänga en stång utvändigt är att
spänna fast den (vertikalt) i ett maskinskruvstycke, skruva in ett gängsnitt i
ett gängsnittssvängjärn, och utföra gängskärningen som man skruvar på en mutter
på stången [ett halvt varv framåt, tre bakåt
...].
— PASSNINGEN I HORISONTALPLANET blir med denna enklaste
metod emellertid äventyrlig: mer av regel än undantag märker man snart att
»gängen kränger»: horisontalplanet vaggar fram och åter, just på grund av att
ANSATSEN i början INTE har någon FAST referens.
— Se UTVÄNDIGA METODEN
för praktiskt exempel hur man precisionsgängar en metallstång med garanterat
fast horisontalplan.
Verktygen för
gängning — Tappar, Snitt, Svängjärn:
Verktygen för invändig
gängning — metodenIN
Verktygen för utvändig
gängning — metodenUT
Gängverktygen
Bilden nedan visar ett typiskt utseende på gängverktyg som
säljs i samlade SET (Metriska grovgängor, typiskt M3-M12):
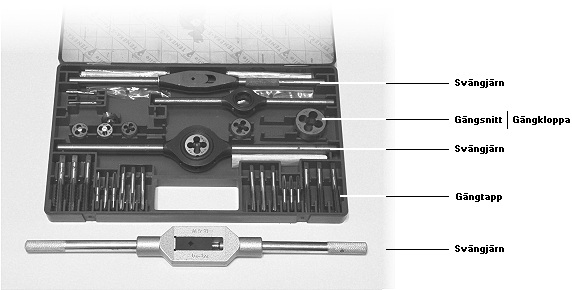
BILDKÄLLA: Författarens arkiv · 8Aug2013
FotoPHP PemJan2013 PS1 Bild40 · NikonD90
Underst ett nyinköpt (Aug2013) större tappsvängjärn att
användas tillsammans med grövre stångämnen. Man bör ev. ha ett sådant till
hands som kan ta upp till Ø12mM (tappsvängjärnet i etuiet klarar inte den),
motsvarande som kan hantera max 12mM stångdiameter till arbetsämnen som också
kan inspännas i vanliga borrmaskiner för vidare bearbetningar.
FräsExempelRätblock | FräsExempelLagerhus
Arbetsexempel med FRÄSNING bildar ett gränsland till
borrning, sågning och slipning, generellt profilkonstruktion med en enorm flora
av olika sätt och många specialverktyg.
Bilden nedan visar ett speciellt polärt område för
hobbyisten och den amatörmässiga finmekanikern: den enkla och alltid berikande
arbetsglädjen i att fräsa upp olika profiler som hållare till speciellt olika
elektroniska testobjekt, eller generellt konstruktion av typen lådor, skrin,
skjutreglage och liknande.
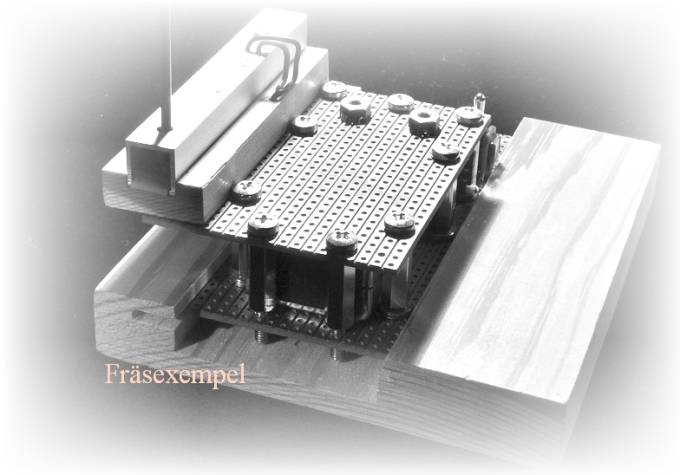
BILDKÄLLA: Författarens arkiv · 31Okt2012 E BF245C
Bild18 · NikonD90
Det finns bara en regel att komma ihåg om
arbetsuppgiften är fräsning — uteslutande med hjälp av fast monterad maskinell
utrustning (pelarborr, maskinskruvstycke, koordinatbord):
— Skitlätt att förstöra all möjlig (dyr) utrustning
med FEL arbetshastighet och alldeles för stora kraftmoment (otålighet att det
INTE går fort nog): arbetsobjektet förvandlas på ett ögonblick till en
skräphög, och verktyget, och eventuellt hela maskindelen, havererar:
totalkrasch.
— Pinnfräsar och liknande specialverktyg är
(oftast) DYRA i inköp: fräsar är i allmänhet precisionstillverkade, med hög
ytfinish för att hålla högsta möjliga skärskärpa, och passar man inte den
respekten, kan man snabbt slita ner en pinnfräs som i annat fall kan räcka nära
nog hela livet ut, klokt använd.
— Min enda rekommendation:
— Studera kraftgrunderna noga; Börja på låga
varvtal, minsta möjliga energi; Studera varje minsta rörelse i hela
anordningen; om arbetsstycke och maskininfästningar börjar vibrera (kraftigt): stäng
av, och sök en annan ansats med mjuka, lugna och fina maskinljud. Med den
föresatsen växer materialkunskaperna på den maskinmassa man förfogar över, och
felen och haverierna hålls på ett minimum.
— Fräsverktyg finns i ett stort antal, för
många olika ändamål och krafter, och det finns bara ett sätt: inhandla, testa,
prova för DIN specifika utrustning.
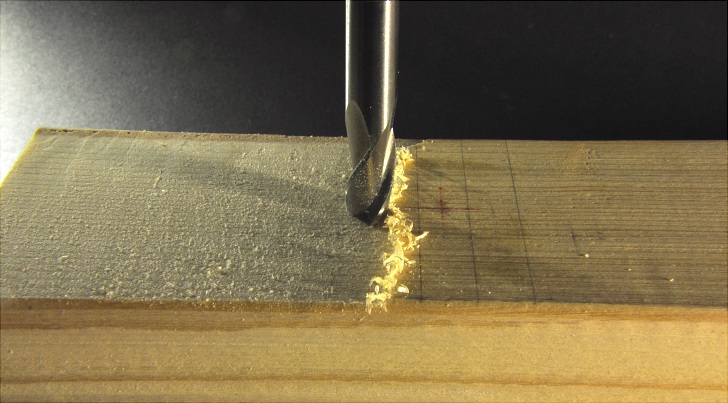
Bilden nedan visar hur man med hjälp av en
Ø10mM pinnfräs
— pinnfräsen inspänd i borrchucken på en
borrmaskin, fastspänd i ett pelarborrstativ med underliggande koordinatbord som
arbetsyta
— kan precisionsfräsa fram en mycket noggrant
jämntjock träblocksyta i parallell med det underliggande arbetsbordets
ytplanhet: med noggrant justerad pelarinställning och ett efterföljande slipmoment
med cylindrisk sliprulle (av hög cylindrisk kvalitet), kan på den vägen fås
mycket noggranna materiella rätblock med höga precisionsvinkelnoggrannheter och
med i princip toleranser ner till tusendels millimeter — det är bara frågan om
vilken TID man vill lägga ner på att vara omsorgsfull, och vilket material man
står med att spendera den tiden tillsammans med.
BILDKÄLLA: Författarens arkiv · 13Aug2013 Foto
PHP PemJan2013 PS1 Bild106 · NikonD90
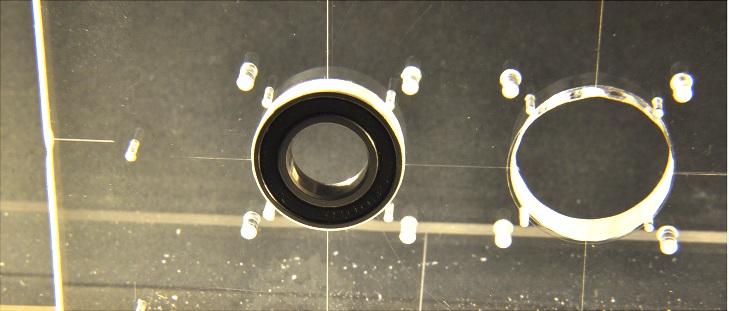
Bilden nedan visar resultatet av arbetet från
samma pinnfräs som ovan men här i arbete för att fräsa en jämn cirkulär
plankant, ett precisionshål (in till hundradels millimeter) i vilket ett
kullager ska pressas in och passa perfekt för ändamålet:
BILDKÄLLA: Författarens arkiv · 13Aug2013 Foto
PHP PemJan2013 PS1 Bild103 · NikonD90
I det här testfallet gjordes ett separat
lagerhål (högra) med delvis ofullbordad utjämning:
— då stållagret pressades in i det »kantiga»
lagerhushålet, visade det sig att kullagret rullade mera trögt då lagerkulorna
passerade de trängre ställena än de mera rymliga, medan samma kullager i den
vänstra, helt jämnt urfrästa hålprofilen roterade jämnt och fint helt igenom.
Så
(för den lärdomen): inbilla dig inget annat är att Kullager av Stål är Ytterst
Känsliga Individer.
MANUELL HANDSÅGNING
PRAKTISK fin ELEKTROMEKANIK FÖR HOBBY OCH AMATÖRER
BILDKÄLLA: Författarens arkiv · 13Aug2013 Foto
PHP PemJan2013 PS1 Bild28;30;31 ·
NikonD90
Bara handsågning — ingen VillaManual
BESKRIVNINGEN HÄR i ämnet TILLSÅGNING AV ARBETSMATERIAL
behandlar INTE villatypen: tillgång till stora lokalytor med möjlighet att
installera MASKINER, ofta till stora kostnader: en bandsåg, t.ex., kan lösa
hela tillsågningsproblemet galant: skivor, plattor, rör, stänger i alla
typer av material.
Snabbt, effektivt.
— För en person som bor i hyreshus är den lösningen inte att
tänka på — främst på grund av bullerproblemet (alla
maskintyper, dammsugare inkluderat), och därmed den egentliga anledningen:
det ska vara TYST mellan 22:00 och 07:00: max uppmätt ljudnivå i sovrum får
INTE överstiga 30dB(A). En (ensam) människa som bor i villa är helt befriad
från den begränsningen.
LJUDDÄMPNINGEN I BETONGHUS (äldre sämre än nyare) lägenhet-lägenhet beskrivs i viss källitteratur på webben (2013) i storleksordningen 50dB(A) [för betonghus byggda [från 1970-talet] fram till grovt sett millenniumskiftet] — men dämpningsprocesssen är komplicerad och innefattar flera olika frekvensområden, vilket omöjliggör en direkt enhetlig decibelvärdesättning. Tar vi referensvärdet för givet, fungerar det så här:
EXEMPEL:
— Dammsugaren uppvisar via ljudmätare på 1 meters avstånd en ljudnivå på mellan 70 och 80 dB(A) beroende på vilket munstycke som används. Med 50dB(A) dämpning återstår precis 30dB(A) i grannlägenheten; Du SKULLE klara dig NATTETID med hyresrätten på din sida i eventuell konflikt med grannarna, MEN TRIVSELN er grannar emellan skulle vara spolierad: det går inte att utestänga ljudet från grannens tutande dammsugare med mer än man använder öronproppar; ÄVEN fast ljudnivån inte överstiger sovrumsgränsen 30dB(A) HÖRS ändå svaga tut och pipljud: ytterst irriterande för grannar som vill försöka sova i lugn och ro.
— BORRMASKINER
— förutsatt inte körda på högvarv, och förutsatt väl avdämpade med vibrationsdämpande underlägg
— ligger på ca 60-70dB(A) 1 meter från ljudkällan. Alltså klart mindre bullriga än en dammsugare. Men även dessa, mindre bullriga maskiner, KAN ändå höras, beroende på.
— Hyreslägenheter är i princip fortfarande (2014) föga mer än »fållor för boskap». Det är ingen plats att utvecklas på för människor som t.ex. vill utöva musikaliska färdigheter — eller hantverk generellt. Med den meningen, blir samhällena vi lever i (fortfarande runt 2014) en sorgfällig beskrivning av ett ytterst fattigt landskap som knappast gynnar hantverkets utveckling: många VILL, men boendet begränsar. Vi måste anstränga oss mera för att bygga bättre samhällen.
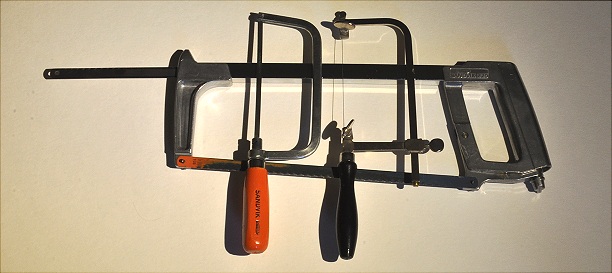
Manuella Handsågar — primära
Bilden nedan visar de tre (vanligaste, min referens)
manuella handsågarna — de man har mest användning för inom praktisk hobby för
finmekanik:
1. I botten en Sandvik Bågfil — notera det viktiga
insticksbladet i övre ramdelen med skruvfastsättning: ytterst användbart för
sågning av större/längre skivor och plattor;
2. Den mindre (rött handtag) »Klassiska Sanvikssågen» — rena
underverket att kapa alla typer av material, även grova stålstänger (typ Ø12mM)
— rena KanonSågen: ett sågblad verkar hålla »i princip evigt» (rena Muskedundret);
3. Lövsågen
(svart handtag, »Guldsmedssågen») som är bekant för alla som sysslar med typ
Silversmide; Det finns också en version med större öppning (som numera runt
2013 verkar svår att få tag på); för finsågning i princip i alla typer av
material, även stål (men nutidens lövsågsblad
[2013] verkar helt ha tappat forna tiders kvalitet: sökning fortsätter …)
Manuella handsågar — Bågfilen, Sandvikssågen,
Guldsmedssågen
BILDKÄLLA: Författarens arkiv · 6Jan2014 Foto
PHP Verktyg BildMHS1 · NikonD90
Bågfil-Sandvikssågen
Hemligheten bakom »Sandvikssågarnas» oerhörda effektivitet —
vågtandning:
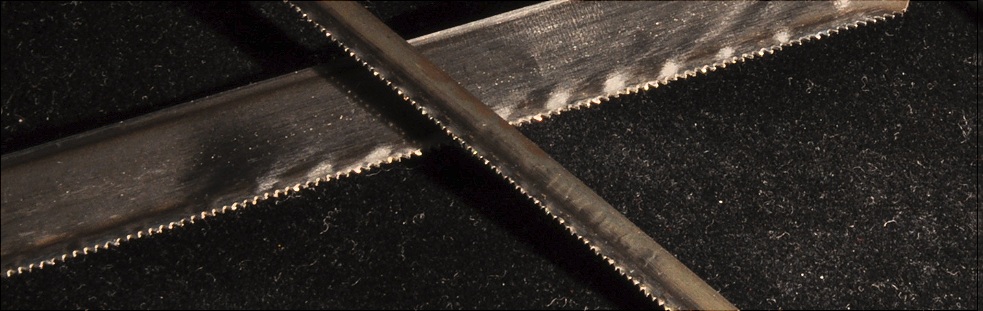
BILDKÄLLA: Författarens arkiv · 6Jan2014 Foto PHP Verktyg
BildMHS7 · NikonD90
— Kolla sågtandningen, bilden ovan Bågfilsbladet underst,
den mindre Sandvikssågens blad över:
— Vi kan skönja en mindre vågformig formprofil i anslutning
till själva sågtandningen i bladets nederdel. Mäter vi bladtjockleken med
skjutmått, tabellen nedan, finner vi att tanddelen är något bredare än den
övriga bladdelen.
|
typ |
bladbredd |
bladtjocklek överst |
bladtjocklek sågtandningen |
|
Bågfilen |
12,50mM |
0,60mM |
0,90mM |
|
Sandvikssågen |
5,55mM |
0,35mM |
0,50mM |
— Sågbladen är
formade så att själva sågtandningen VARIERAR PERIODISKT utanför själva
sågbladets tjocklek:
— När man utför sågningen sker en automatisk
materialbortskaffning som garanterar i princip noll »materialjiggning» — som
annars uppkommer (typen Lövsåg) då sågbladet värms upp (speciellt sågning i Plexiglas) och bladet nyper tillsammans med
sågspånen som jammar fast. Den typen är i princip utesluten med bågfilens
vågprofilerade tandning: Sågning med ovanstående blir oerhört effektivt — i
princip oberoende av material.
Tabell för Lövsågsblad Dimensioner/Beteckningar finns i Lövsåg.
SPECIELLT FÖR DEN TUNNA LÖVSÅGENS BLAD MED SÅGNING I TJOCKARE PLEXIGLAS:
— OM sågbladet fastnar — det händer ALLTID om man lägger in mera arbete=VÄRME än vad sågstället kan transportera bort INNAN smälta uppstår — gör så:
— Montera bort såghållaren, bara bladet kvar i arbetsstycket; montera lämpligt: använd ljuslågan från ett stearinljus — montera stadigt; använd en plattång, dra ur sågbladet (lätt som en plätt) när lämplig temperatur uppnås (runt 150°Cmax).
— Om möjligt vid krävande sågning i just plexiglas (som lätt bildar smälta i sågstället):
— Använd (droppande) vatten på sågstället. Det har en oerhört effektiviserande inverkan i plexiglasarbeten — men kan tillfälligt skymma riten vid sågstället (man får försöka kompromissa).
Andra användbara manuella handsågar
Speciellt för kapning av PLANK — grövre träblock — använder
jag själv Clas Ohlsons Geringssåg, typen nedan — finns även med separat sågblad
för metall:

BILDKÄLLA:
CLAS OHLSON [2014-01-06], kostar 199:-
http://www.clasohlson.com/se/Geringss%C3%A5g/40-8349
Mycket användbar kapsåg med hyfsad vinkelprecision speciellt
för grövre träblock (typ 35×70mM).
Maskinella sticksågar?
— Nejtack.
— Bullriga till max. Jag har en (Black&Decker) men
använder den ALDRIG [den är klumpig, osmidig
att använda: specialspånsugare krävs, man har dålig koll på VAR sågstället
befinner sig: förfärligt bullrig … jobbigt verktyg som nog lämpar sig bäst på
industribyggen].
Praktisk ElektroMekanik — Mekanik 2
END.
Praktisk ElektroMekanik — Mekanik 2
innehåll: SÖK äMNESORD på denna sida Ctrl+F · sök ämnesord överallt i SAKREGISTER
Praktisk ElektroMekanik Mekanik 2 — UNIVERSUMS HISTORIA
ämnesrubriker
innehåll
Exempel 1 — Borrsats
Exempel 2 — Industriborrsats
Exempel 3 — Slipcylinder
Exempel 4 — Slipcylinder SET
Exempel 5 — Bandsliprulle
Exempel Rörände 1 — grov
Exempel Rörände 2 — fin
Exempel Avancerat — dubbla roterande
referenser
[HOP]. HANDBOOK OF PHYSICS, E. U. Condon, McGraw-Hill 1967
Atomviktstabellen i HOP allmän referens i denna presentation, Table 2.1 s9–65—9–86.
mn = 1,0086652u ...................... neutronmassan i atomära massenheter (u) [HOP Table 2.1 s9–65]
me = 0,000548598u .................. elektronmassan i atomära massenheter (u) [HOP Table 10.3 s7–155 för me , Table 1.4 s7–27 för u]
u = 1,66043 t27 KG .............. atomära massenheten [HOP Table 1.4 s7–27, 1967]
u = 1,66033
t27 KG .............. atomära massenheten [ENCARTA 99 Molecular
Weight]
u = 1,66041 t27 KG ............... atomära massenheten [FOCUS MATERIEN 1975 s124sp1mn]
u = 1,66053886 t27 KG ........ atomära massenheten [teknisk kalkylator, lista med konstanter SHARP EL-506W (2005)]
u = 1,6605402 t27 KG .......... atomära massenheten [@INTERNET (2007) sv. Wikipedia]
u = 1,660538782 t27 KG ...... atomära massenheten [från www.sizes.com],
CODATA rekommendation från 2006 med toleransen ±0,000 000 083 t27 KG (Committe on Data for Science and Technology)]
c0 = 2,99792458 T8 M/S ........ ljushastigheten i vakuum [ENCARTA 99 Light, Velocity, (uppmättes i början på 1970-talet)]
h = 6,62559 t34 JS ................. Plancks konstant [HOP s7–155]
e = 1,602 t19 C ...................... elektriska elementarkvantumet, elektronens laddning [FOCUS MATERIEN 1975 s666ö]
e0 = 8,8543 t12 C/VM ............. elektriska konstanten i vakuum [FOCUS MATERIEN 1975 s666ö]
G = 6,67 t11 JM/(KG)² .......... allmänna gravitationskonstanten [FOCUS MATERIEN 1975 s666ö] — G=F(r/m)² → N(M/KG)² = NM²/(KG)² = NM·M/(KG)²=JM/(KG)²
t för 10–, T för 10+, förenklade exponentbeteckningar
PREFIXEN FÖR bråkdelar och potenser av FYSIKALISKA STORHETER
Här används genomgående och konsekvent beteckningarna
förkortning för förenklad potensbeteckning — t för 10^–,
T för 10^+
d deci t1
c centi t2
m milli t3
µ mikro t6
n nano t9
p pico t12
f femto t15
I elektroniken —
kopplingar, scheman — skrivs ofta enbart tusenprefixen K M osv. för de olika
storheterna Resistans i OHM typ 1K, 1M osv. och
Kapacitans i Farad 1µ 1n 1p osv istf.
det mera fullst. resp. 1KΩ, 1MΩ, osv; 1µF, 1nF, 1pF osv.
Alla Enheter anges här i MKSA-systemet [Se International System of Units] (M meter, KG kilo[gram], S sekund, A ampere), alla med stor bokstav, liksom följande successiva tusenprefix:
förkortning för förenklad potensbeteckning — t för 10^–, T för 10^+
K kilo T3
M mega T6
G giga T9
T tera T12
Exempel: Medan många skriver cm för centimeter skrivs här konsekvent cM (centiMeter).
(Toroid Nuclear Electromechanical Dynamics), eller ToroidNukleära Elektromekaniska Dynamiken

![]()


är den dynamiskt ekvivalenta resultatbeskrivning som följer av härledningarna i Planckringen h=mnc0rn, analogt Atomkärnans Härledning. Beskrivningen enligt TNED är relaterad, vilket innebär: alla, samtliga, detaljer gör anspråk på att vara fullständigt logiskt förklarbara och begripliga, eller så inte alls. Med TNED får därmed (således) också förstås RELATERAD FYSIK OCH MATEMATIK. Se även uppkomsten av termen TNED [Planckfraktalerna] i ATOMKÄRNANS HÄRLEDNING.
Senast uppdaterade version: 2016-01-07
*END.
Stavningskontrollerat 2014-01-27.
*
åter till portalsidan ·
portalsidan är www.UniversumsHistoria.se
∫ ∫ Δ √ ω π τ ε ħ
UNICODE — ofta använda tecken
i matematiska-tekniska-naturvetenskapliga beskrivningar
σ
ρ ν ν π τ γ λ η ≠ √ ħ
ω →∞ ≡
Ω
Φ Ψ Σ Π Ξ Λ Θ Δ
α
β γ δ ε λ θ κ π ρ τ φ
ϕ σ ω ϖ ∏ √ ∑ ∂ ∆ ∫
≤ ≈ ≥ ˂ ˃ ← ↑ → ∞ ↓
ϑ
ζ ξ
Pilsymboler, direkt via tangentbordet:
Alt+24
↑; Alt+25 ↓; Alt+26 →; Alt+27 ←; Alt+22 ▬
Alt+23
↨ — även Alt+18 ↕; Alt+29 ↔
☺☻♥♦♣♠•◘○◙♂♀♪♫☼►◄↕‼¶§▬↨↑↓
→←∟↔▲▼
!”#$%&’()*+,
■²³¹·¨°¸÷§¶¾‗±
åter till portalsidan · portalsidan
är www.UniversumsHistoria.se