UNIVERSUMS
HISTORIA | PemM1 | 2013I7 a BellDHARMA production | Senast uppdaterade version: 2016-01-07 · Universums Historia
innehåll
denna sida · webbSÖK äMNESORD på
denna sida Ctrl+F · sök ämnesord överallt i SAKREGISTER · förteckning över alla webbsidor

Bildkälla: Författarens arkiv · 11Jun2013
E12 Bild 105 — Nikon D90 •
Praktisk Elektromekanik — finmekanik för hobby och amatörer
INTRO | EinHellMaskinen | VinkelKollen | Borrning | CHUCKTEST | CHUCKglapp | Borrmaskin | ManuellBORRslipning | BorrMärkning | BorrRIKTNING | RakaHÅL | ExaktaTestet |
MEKANIKEN Borrnomenklatur reder ut en del MaskinSpråkliga oklarheter specifikt för
Sverige [PemM3]
Verktygen som krävs och hur de fungerar I
PRAKTIKEN [PemA1] — Pelarstativ, Koordinatbord, Borrmaskin,
Maskinskruvstycke
Formkontroll av rakhet hos Borrar,
Axlar, Rör, Stänger och Borrchuckar [PemM3]
Grundläggande arbetsmoment beskriver Borrning, Sågning, Slipning, Filsvarvning, Gängning, Fräsning
[PemM2]
ELEKTRONIKEN Elektronikgrunderna beskriver Fysiska Flöden och deras Motstånd; Dioden, Transistorn,Tyristorn,
Grindar, Operationsförstärkare, Spänningsreglering, Skyddskretsar,
RC-oscillatorer, Laddningspumpar, VCO:n, RC-basics [PemE1]
Elektronikreferenser beskriver Strömförsörjning, Grafitresistanser, Kontaktresistanser, VärmeTest,
Data på genomslagshållfasthet ... [PemEref]
Gammasensorn beskriver ett FÖRSÖK till avancerat PIN-diodbaserat gammasensorbygge [PemEappGS]
Säkringslådan beskriver ett FÖRSÖK att bygga en avancerad elektronisk säkring [PemEappNchFB]
TouchSwitchen beskriver funktionen för induktionsverkan
hos en elektronisk omkopplare som manövreras
med fingervidrörning [PemEappTOUCH]
8-Pinnars sockel från ytmonterat till
hålmonterat
beskriver en mekanisk konstruktion som omvandlar en ytmonterad 1,25mM raster OP
till en 2,5mM-rasteranpassad dito [PemSO8DIL]
|
arbetsgrupp |
arbete |
arbete |
arbete |
arbete |
|
GrovBEARBETNING |
Filning |
|
||
|
FINbearbetning |
||||
|
Kolla |
|
|
||
Nybörjare i mekanik [och elektronik] — Vill bara veta vad man behöver I
PRINCIP för att kunna bygga finmekanik på hobby- och amatörnivå — och ifall det
ALLS går inom en rimlig kostnadsbild: vill se praktiska exempel (noga),
först.
— INTRODUKTIONEN är
tillägnad en översikt — beskriver verktygen man ABSOLUT behöver — och metoderna
för att få något gjort.
GRUNDBEARBETNING — få material i noga mått: sågning, slipning
PLANBEARBETNING: borrning — gängning
— filsvarvning
VAR handlar jag verktyg&material?
ELEKTRONIK — ELFA
RÖR, STÄNGER — IRONBILL
VERKTYG — Clas Ohlson,
Tools, m.fl. — MEN AKTA KVALITETERNA [‡]— en spillra av marknaden för bara
30 år sedan — PassUpp för
SlöjdDetaljer.
— EN GÅNG I TIDEN [före 2000] skulle man ha kunnat svara:
Clas Ohlson, allt. Nu [2014]: utspritt på »hundra olika». Leta. Svär. LID.
Exempel FRÅN SKISS TILL FÄRDIGT VERKTYG
Konstruktionsexempel: RITNING · sågning · filning/slipning ·
borrning/fräsning/gängning · montering · 15Feb2013 FotoPHP CuTvals Bild
CuTB2_013 · Nikon D90 — Verktyg:
0,50mM rundtråd till 0,24mM plantråd för exakt kretsdragning.
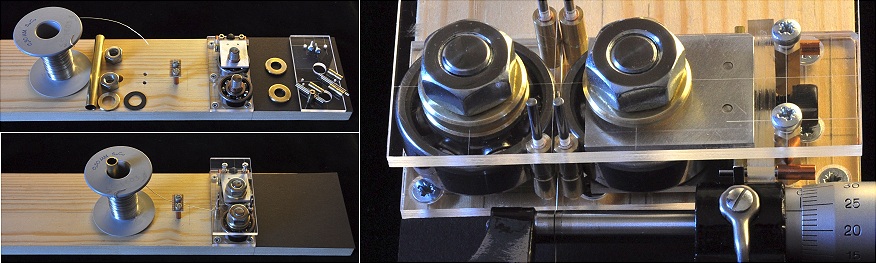
RITNING
· sågning · filning/slipning · borrning/fräsning/gängning · montering
Bildkälla: Författarens arkiv · 12Jan2013 PemJan2013 Bild
VinkelVice(5) · Nikon D90
Byggteknik
för amatörer i elektronik och mekanik — elektroteknisk hobbymekanik
PraktiskElektroMekanik
VERKTYGEN VI BEHÖVER FÖR ATT KOMMA IGÅNG: Pelarstativ — Koordinatbord — Maskinskruvstycke — ett vinkelblock man själv monterar (inom timmen).
GARANTERAT
INGEN AV nämnda [veterligt
ännu2013 och till marknadens nu gällande lågprisutbud] PRODUKTER
FUNGERAR TILLFREDSSTÄLLANDE FRÅN
INKÖPSTILLFÄLLET, MEN MED KUNSKAP OCH ERFARENHET, BRA TIPS FRÅN KUNNIGA,
KAN DE INKÖPTA VERKTYGENS PRECISION OCH ANVÄNDBARHET FÖRBÄTTRAS [AVSEVÄRT MED
DIN HJÄLP].
— Följande presentation ger EXEMPEL,
och beskriver grunderna i detalj.

Praktiska
Marknadsexempel: BraBorrstativ;
WABECOstativet;
GraderingKOORDINATBORD;
WobblandeSPÄNNHYLSOR;
CHUCKGLAPP

Foto 11Jun2013 E12 Bild 87
— NikonD90
— Min erfarenhet: Både ja — visst råmaterial finns, absolut
(men betydligt mindre nu [efter
2000 än före] — ett sorgfullt konstaterande) — och NEJ;
—
Personalen INTE BARA PÅ CLAS OHLSON saknar — tydligen — grundläggande kunskaper
i KRAFTLÄRAN — jämför framställningen i GT-action som
Beskriver/Exemplifierar/Refererar den moderna akademins lärosystem i ämnet: Se
särskilt praktikexempel här i WABECOSTATIVET
— en bedrövelse som med grundläggande kunskaper kan förvandlas till något
användbart — och ExaktaTestet
— borrmaskinsdjungeln som kan knäcka vilken entusiast som helst;
—
Planeten Jorden i vår tid lider alldeles tveklöst under en speciell börda i
mänskligheten: okunnighet;
— Det finns (tydligen) inga utbildande inrättningar på
Jorden (än Jul2013) som kan hantera sakfrågorna.
Den
här framställningen är bl.a. ägnad att beskriva praktiska exempel — för
kunskapsräkningen i ämnet finmekanik för hobby och amatörer.
— Det är sant att Clas Ohlson (ofta) har RÅMATERIALET — ännu
2013. Men det färdiga verktyget som kan användas för att producera FINMEKANIK är — enligt egen erfaren
praktik — mera sällan representerat av någon DIREKT produkt hos Clas Ohlson:
jämför basexemplen med grundverktygen
som krävs: ett FÖR FINMEKANIKEN FUNGERANDE stativ
till borrmaskinen; ett FÖR FINMEKANIKEN FUNGERANDE koordinatbord; ett FÖR FINMEKANIKEN FUNGERANDE maskinskruvstycke.
Tell me about it:
— GoogleResultat 26Jan2013,, »gratis gör det själv
tips, finmekanik elektronik».
— Det är så dött i SVERIGE som det alls kan bli.
Artiklar OM finmekanik finns inte.
— Desto mer kött på benen finns i den
engelska/amerikanska litteraturen. GRATIS, dessutom — men (ännu 2012-13)
väldigt utspritt.
(Det är också en konflikt mellan marknad
[profit] och hantverk [GRATIS kunskap VIA INTERNET ökar hantverkskunnandet
PRIVAT och därmed mindre utrymme för profiterande marknader]).

Foto 17Maj2013 E7 Bild 71
— NikonD90
KONSTRUKTIONSELEMENT
Flera
avancerade ENKLA konstruktionsdetaljer visar sig DIREKT om man undersöker
föreningen mellan
standard experimentkort med delningen 1/10 ’’ (2,54 mM)
och
metriska metallprofiler.
—
Se exempel i Precisionsborrning.
—
Ytterligare visar sig med vidare undersökningar, typ nedan:
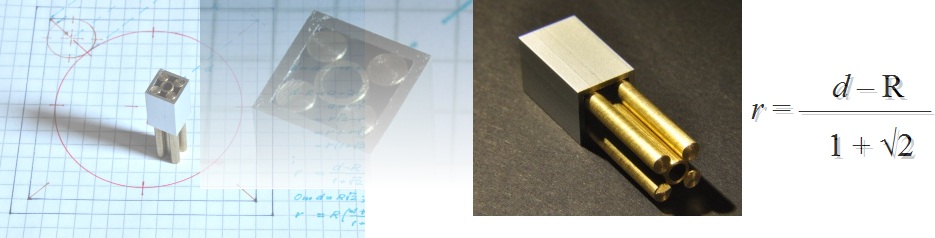
Kvadratiska Metallprofiler — KONSTRUKTIONSELEMENT
BILDKÄLLA: Författarens arkiv · Arkivhp\PemJan2013 M1 ·
6Jan2013-01-06 Bild61/Math1_1 · Nikon D90 · Detalj
PRAKTISKT EXEMPEL — exceptionellt stabila friktionsglidlager med
hög precision för enklare applikationer — BEROENDE PÅ DE OLIKA
ÄMNENAS PRECISA MÅTT — det hänger på tusendelar: känn på passningen och
stabiliteten: grymt fina grejer. Se exempel i PRECISIONSBORRNING.
— JÄMFÖR BASEN —
exemplifierat:
LIKA MÅTT betyder atomlåsning:
Materialen hör praktiskt taget ihop:
— Atommedelavstånden i
fasta material är grovt 2,5-3Å (0,3 nM);
— KOHESIONEN (den sammanhållande molekylkraften mellan ämnesatomerna), tillsammans med CASIMIREFFEKTEN (närliggande materials yttre
atomelektronbesättningar »minglar» och åstadkommer delvisa låsningar mellan
närliggande material) medför att fast
materiell låsning mellan två olika material/ämnen sträcker sig upp mot
mikrometerområdet;
— Grovt sett från runt
1/10.000 mM — spegelblanka materialytor — och uppåt vidtar »den mekaniska
precisionen»: vårt verkstadsgolv med konstruktioner av olika detaljer och hur
att montera dessa i olika byggen.
— Material (med ytor runt 1/1000 mM, typ silverstål, rör,
stänger och plåt generellt) med lika mått in till
hundradelar visar sig generellt NYPA FRISKT (i princip omöjligt att separera
med handkraft):
— För att få GLIDPLAN —
materialen kan glida mot varandra med minimalt tillförande av kraft — måste
materialen skilja på just runt en eller några hundradelar:
— Större skillnader, upp
mot tiondels millimeter, ger tydliga GLAPP.
[Gränsen för visuell synbarhet (utan vidare
beväpning) — en ljusspringa i öppningen mellan mätklackarna på en mikrometer —
ligger runt 0,02 mM].
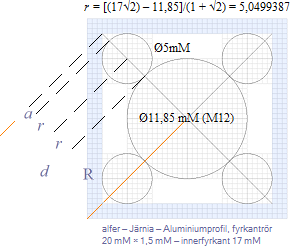
Aluminiumprofilen (fyrkantrör) finns bl.a. på
JÄRNIA — fabrikat alfer
: 20,00 mM × 1,5 mM — innerfyrkant 17 mM [17,00]
SAMBANDET FÖR
inskjutna rörprofiler
Ø
SAMBANDET FÖR INSKJUTNA CIRKULÄRA RÖRPROFILER I KVADRATISKA RÖR
Härledning — samband för (nästad multi-) glidlagerpassning
d = a+ r + r + R ;
d–R = a + 2r ;
a = r√2 – r ;
d–R = r√2 – r + 2r
= r + r√2
= r(1 + √2) ;
r = (d – R)/(1 + √2)
= [![]() – Ø]/(1
+ √2)
– Ø]/(1
+ √2)
EXEMPLET:
Sambandet gäller även direkt med
hela diagonalen (d) mot respektive diametrar (rR) — här i Järnias
alfer-profil EXEMPEL med fyrkantrörets innerdiagonal ![]() =17mM och en passande M12-gängad stång
med uppmätt diameter 11,85 mM:
=17mM och en passande M12-gängad stång
med uppmätt diameter 11,85 mM:
2r = [(17√2) – 11,85]/(1 + √2) = 5,0499387 mM
NOTERA att r-värdet tvunget måste vara några
hundradelar större
än standarddiametrar (för rör och stänger) i heltal (millimeter) — det
garanterar att den verkliga, praktiska inskjutningen glider mjukt in i
passningen, utan märkbart glapp.
Är d = R√2 gäller
r = (R√2 – R)/(1 + √2)
= R(√2 – 1)/(1 + √2)
= R(√2 – 1)(√2 – 1)/(√2 – 1)(1 + √2)
= R(√2 – 1)2/[√2]2 – [1]2
=
R(√2 – 1)2/1
= R(0,1715728)
:
r+R = k
= d – (a+r)
= d – (r√2 – r+r)
= d – r√2 ;
r√2 = d – k ;
r = (d – k)/√2 ;
R = k – r ;
EXEMPEL (rR för diameter och d för hela kvadratdiagonalen):
k = 2·2,54·√2 ;
d = 8·√2 ;
r = (8·√2 – 2·2,54·√2)/√2
= (8 – 2·2,54)
= 2,92 ;
R = k – r
= 2·2,54·√2 – 2,92
= 4,2642048 ;
Pappersfoder — KONSTRUKTIONSELEMENT
PAPPERSFODER (eller tejp) — cylindrisk virning
P = Øπ ; Ø = 2r; π = 3,1415926…
= (Ø0+2t)π + (Ø0+2t+2t)π + (Ø0+2t+2t+2t)π + … + (Ø0+N2t)π
= π[(Ø0+2t) + (Ø0+4t) + (Ø0+6t) + … + (Ø0+2Nt)]
= π[NØ0 + 2t + 4t + 6t + … + 2Nt]
= π[NØ0 + 2t(1 + 2 + 3 + … + N)]
= π[NØ0 + 2t(1–NΣN)]
= π[NØ0 + 2t(N+N2)/2] ; Summan av alla heltal
= π[NØ0 + t(N+N2)] ;
N = (Ø – Ø0)/2t
= (R – R0)/t = Δr/t
= π[NØ0 + tN+tN2]
= π[N(Ø0 + t) + tN2] ;
P/π = tN2 + N(Ø0 + t) ; = t[(Ø – Ø0)/2t]2 + [(Ø – Ø0)/2t](Ø0 + t)
Ekvivalenta diametern
P/πt = N2 + N(Ø0 + t)/t
= N2 + (Ø0/t + 1)N ;
K = a2 + Aa ; Andragradsekvationens lösning
a = –A/2 ± √ K+(A/2)2 ...................... andragradsekvationens lösning
N = –(Ø0/t + 1) ± √ P/πt + [(Ø0/t + 1)/2]2
;
P = π[NØ0 + t(N+N2)]
= π[NØ0 + tN(1+N)]
= π[[Δr/t]2R0 + t[Δr/t](1+[Δr/t])]
= π[[Δr/t]2R0 + Δr(1+[Δr/t])]
= πΔr[2R0/t + 1+Δr/t]
=
πΔr([2R0+Δr]/t + 1) ....... CheckOK
Cylindrisk dragning — KONSTRUKTIONSELEMENT
Cylindrisk dragning
KOPPARTRÅD i dimensioner upp till Ø1mM (1,5mM och större för riktiga atleter) kan DRAS med skruvstycke och tång till exceptionellt noggranna mindre tråddiametrar med följande enkla matematik till draghjälp:
V = Ad ;
trådens cylindriska volym
= πr02d0
= πr12d1 ;
πr02d0 = πr12d1 ;
r02/r12 = d1/d0 ;
d1 = r1–2d0r02 ;
d = d1 – d0
= r1–2d0r02 – d0
= d0([r0/r1]2 – 1)
r0 givna
trådradien
r1 önskade
trådradien
d0 givna
trådlängden
d1 resulterande
trådlängden
d utdragningen
för att få r0
EXEMPEL:
— En Ø0,5mM koppartråd med längden 20 cM ska dras ut så att diametern minskas till 0,465 mM.
— Hur lång ska utdragningen vara i millimeter?
Lösning:
— Vi bestämmer först totala utdragningen enligt ovanstående härledda samband:
d1 = r1–2d0r02
= (0,465/2 mM)–2(200 mM)(0,25 mM)2
= 231,2406 mM
Med givna trådlängden d0=200mM ges netto utdragningen d=d1–d0= 31,2406 mM.
Svar:
Utdragningen ska vara 31,24 mM.
Se även praktiskt tillämpningsexempel i Kopparfoder löser finmekanikens uppgift.
Polygoncirklar — KONSTRUKTIONSELEMENT
Härledning i PREFIXxSIN
Polygoncirklar
ALLMÄNNA SAMBANDET FÖR POLYGONCIRKLAR
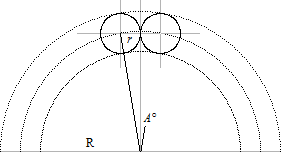
N·2A° = 360° ;
A° = 360/2N
=
180/N ;
r/(r+R) = cosA°
= cos(180/N)
= T ;
1/T = (r+R)/r
= 1 + R/r ;
R/r = 1/T – 1 ; allmänna sambandet för polygoncirklar [POLYGONIAN Arc]
Riktning av oraka borrar — BästaMetoden
RIKTNING AV ORAKA BORRAR
METOD FÖR EXAKT RIKTNING AV ORAKA BORRAR
Borrar upp till (max) Ø3mM
För borrar upp till [MAX] Ø3mM kan ett mässingsrör användas som förlängd hävarm/kraftarm:
— Borren som ska riktas behöver inte spännas loss från chucken:
— Men den viktiga, avgörande rörhylsan för exakt
referens måste plockas bort (den får inte demoleras på minsta sätt) efter
initierande märkning, och återinsättas för varje resultatkoll — borren måste
alltså parallellmärkas motsvarande mot rörhylsan — för att bibehålla
precisionen i inspänningsmärket — eller OM du är erfaren, att du kan SE
visuellt vad som gäller DIREKT; Se vidare nedan i Initiering.
Allmän metod som INTE rekommenderas [här];
— Se mera exakt metod från STÖDET.
8Jul2013 Mach Rikt Bild BorrRikt1 · Nikon D90
— Ett ca15cM
långt Ø10mM mässingsrör duger utmärkt som förstärkande krafthävarm för att
rikta tydligt oraka borrar upp till runt Ø3mM- Grövre bjuder mera motstånd och
kräver tuffare tag. Se nedan.
— JUSTERA BRYTPUNKTEN genom att (använd arbetshandskar) ANSTÄLLA ETT MOTHÅLL med
fingrarna MELLAN BORRCHUCKEN OCH MÄSSINGSRÖRET FÖR ATT DRIVA BRYTPUNKTEN —
riktningsändringen som ska utföras — UT FRÅN BORRCHUCKEN. Det är hur som helst
i slutänden bara din egen erfarenhet PÅ UPPNÅDDA RESULTAT som kommer att LÄRA
dig vad som gäller.
— Se även i FORMKOLLEN
hur man med enkla hjälpmedel kan kontrollera rakheten hos en borr.
— MEN AKTA MATERIALET:
— Ett LITET övermoment gör att borren går av — vid mötet med
mässingsröret. HUR beror på materialet.
— Bästa riktmetoden [se
från STÖDET] är istället att — efter
märkning av högsta felpunkten — placera hela borren på ett hårt plant trästycke
och sedan klappa till på toppmärket med en plasthammare. Hela hammarkraften
koncentreras då i ett enda slag på borrskärformens maximalt snäva snittområde.
— Man för röret över borren — in till lämplig längd — och böjer/töjer sedan [försiktigt först, sedan allt tuffare i takt med att man ser/förstår vad som krävs]; röret avlägsnas, borrchucken startas på absolut lägsta varvtal, och man kontrollerar VISUELLT — vilket betyder noggrannheter i ev. radiella avvikelser i borränden på grovt MINST hundradels millimeter beroende på erfarenhet, fokus, skicklighet och övning.
— Riktmomentet upprepas tills SYNBAR »perfekt rotation» = ingen synbar avvikelse infinner sig.
RÖRHYLSAN
BÖRJA MED ATT PASSA IN EN LÄMPLIG RÖRHYLSA I BORRÄNDEN FÖR EXAKT CYLINDRISK ÄNDREFERENS
— I den mera exakta metoden används INTE rörhylsan, Se från STÖDET.
IRONBILL — och JÄRNIA —
säljer RÖR som
[ibland med viss mindre
bearbetning] passar in i varandra ØmM:
2, 3, 4, 5, 6, 7, 8 …

8Jul2013 Mach Rikt Bild BorrRikt3 · Nikon D90
— Använd den
typen som REFERENSELEMENT — elementära
konstruktionselement.
— Se Cylinderkollen
i FORMKOLLEN hur vi kan FASTSTÄLLA en
relativ noggrannhet för varje sådant cylindriskt element — att användas
tillsammans med kontroll av riktresultat för fastställande av uppnådd
noggrannhet — ALLT med ytterst enkla hjälpmedel.
— Utan en separat, helt kort, rörhylsa
8Jul2013 Mach Rikt Bild BorrRikt4 · Nikon D90
— En rikthylsa —
10-15mM — i DEN ORAKA borrens borrände behövs för exakt uppmärkning av högsta
avvikelsepunkten — riktningen där kraften i det justerande anslaget ska träffa.
— Använd alla upptänkliga
HYLSFODER — vanligt kontorspapper ca 0,1mM,
dubbelhäftande tejp [0,05mM], eller annat möjligt — om det behövs för
att få rörhylsan att smita åt så tätt som möjligt kring borrspetsen.
Avancerat
exempel med avbrott
— I ClasOhlsonSortimentets
15-borrarsBox X-TREME CASE — specialhärdade borrar — har jag har en Ø3,2mM borr
som jag vill testa.
— Hur kan jag få fram en passande
rörhylsa från standard rördiametrar i millimeterintervall?
LÖSNING:
— Närmast passande rör (innerdiameter) blir Ø 4mM: differensen
är 4–3,2=0,8mM.
— JÄRNIA har/hade rostfri ståltråd med diametern 0,4mM —
tråddiametern är i praktiken ca 0,35mM;
— Jag klipper av en längd på [15mM/0,4mM=37,5vrv;
(37,5)(2pi·0,4mM)=] 94,25mM (+5cM för
insättning: 3,2mM-borren inspänns omvänd i borrchucken, tråden skjuts in i
glipan mellan spännklackarna som bildar tillfällig spärr, och chuckens startas
sedan som en virmotor: tråden lindas upp på borrskaftet);
— Tillsammans med en liten bit dubbelhäftande tejp (av den tunna
sorten på ICA) får jag perfekt mjuk inpassning av en rörhylsa yØ6mMiØ4mM med
det virade ståltrådsfodret inuti mot borrcylindern.
— Det är bara ETT exempel på hur man
KAN lösa ett till synes »hopplöst fall»:
— Emellertid: Det visade sig att en
enklare metod är att HELT skippa rörhylsan och bara koncentrera sig på yttersta
cylindriska delen hos borren — tillsammans med ett extra riktmärke:
— Genom att lägga till en filsvarvad
stålspets (från silverstål Ø2mM) — se DIREKTA METODEN
— jag använder olika träblock för att palla upp och anpassa
till exakt passning, tillsammans med allt övrigt som är plant [kontorspapper, ritpapper, plexiglas,
kretskortslaminat, tejp …]
kan man få »exakt VISUELL synbarhet» på små avvikelser [inom hundradelar av millimetern med
god belysning, se LJUSKOLLEN]:
— Med hjälp av förstoringsglas, lupp eller annat
motsvarande, får man bra koll på DIFFERENSEN mellan minsta/största i borrändens
största cylinderdel mot stålspetsen; Man vrider den inspända borren för hand
via borrchucken (eller
motsvarande) — och kan därmed DIREKT (med röd spritpenna) märka ut högsta toppmärket på
borren;
— I detta fall visade sig — med den metoden — en (högst)
märkbar orakhet;
— TEST med riktning via det enklare
mässingsröret som kraftarm för att försöka BÖJA borrskaftet rakt, visade nu att
MATERIALET I BORRSKAFTET ÄR »RENA GUMMIT»;
— Som befarats, hände just ingenting i
resultat, förrän ett extra moment lades på — och borren gick av.
— Vidare koll på den kvarvarande resten
visare att orakheten fortfarande fanns kvar — att den i själva verket låg
(långt) in mot (eller inuti) själva inspänningsdelen.
— Sagt och gjort: Borrskaftet
monterades då i det enkla maskinskruvstycket.
Och se: med bara ett RELATIVT ytterst LÄTT slag, böjde sig hela borrpinnen som
rena lakritsstången; »rena vaxet.».
— Vidare ansträngningar ledde till en
viss återställning en total förbättring
mot det inköpa originalet. Tillsammans med omslipning fick jag nu en ny,
kortare, version.
SUMMERING:
— Akta materialet.
— Använd alltid skyddsglasögon
(och arbetshandskar av någon form) vid arbeten med metallerna — oberoende av uppgiften.
Det finns inget annat sätt att PARERA för ev. oförutsedda händelser:
kraftmomenten vi anställer är OFTA stora. Och slinter det, som i detta fall, är
risken stor att olyckan är framme.
— Jag lyckades nyligen »klappa till mej själv rejält» vid
dragning av en 1mM koppartråd:
— ena änden inspänd i ett stadigt bordsskruvstycke, andra
änden en handhållen plattång;
— Jag tänkte mig inte för — riktigt — och den
dragande/sträckande kraften fanns i min högerhand, tillsammans med
vänsterhanden som extra stöd — rakt under hakan/näsan;
— Alla trådsträckningar har också brottgränser. Så —
naturligtvis — när brottgränsen uppnåddes — vilket INTE var min avsikt — sköt
högernäven + vänsternäven rakt upp i mitt ansikte på hela den anställda
dragkraften.
Jag fick en rejäl
snyting (med litet blod). Det var så dumt att jag måste börja skratta.
— Ta det gärna som ett (avancerat) exempel. Jag försöker
berätta för andra hur man ska FÖRSÖKA förutsäga och skydda sig från skador i
samband med arbeten i praktisk mekanik. Men ibland händer DET, och man kan bara
hoppas att olyckan blir minimal. I mitt fall är frekvensen (i medeltal) ett
tillbud ungefär vart tionde (eller tjugonde) år.
[RÖR GENERELLT av testad hög kvalitet i cylindricitet — alla industrirör idag (från formpressning, valsning, kalldragning) uppvisar (garanterat) den typen på avsnitt inom några centimeter]
blir det svårt att få koll på OM HUR VAR NÄR en borr kan ses/förstås »RAK» eller inte [Borrens Rakhet].
— Det gäller bara fram till dess man upptäcker att det finns en betydligt enklare metod att både kolla [LJUSKOLLEN] och rikta [STÖDET].
EXEMPLET OVAN I PARENTES MED Ø3,2mM-borren (som gick av) visar att det påståendet — rörhylsans som nödvändig märkartikel — INTE är avgörande.
— Stålspetsen som hjälp vid sidan om, fast monterad intill borränden, och med GOD belysning, visar sig fungera UTMÄRKT vid det rent VISUELLA avgörandet: skillnaden hos flankerna längst ut syns på hundradels millimeter.
— Differensen är av samma typ som att observera LJUSSPRINGAN mellan två släta metallföremål — mätplattorna (Ø5mM) på en mikrometer — som närmas varandra:
— Ljusspringan [Se LJUSTOLKEN]
BÖRJAR försvinna — försvagas tydligt — vid plattavståndet 0,02mM — sett genom
en pannlupp (×3).

Foto
8Jul2013 Mach Rikt Bild BorrRikt5 · Nikon D90
— En Ø8mM borr från en borrkassett
(Clas Ohlson) har här placerats på ytan av ett vattenpassblock. Borren kan
rullas och autolåsas för fast avläsning och inspektion med hjälp av en
gummisnodd i ena änden, trädd runt passblocket. Här har borren sedan roterats
så att en högsta mittpunkt framträder med en största ljusspringa på mitten.
Ljusspringans höjd [MAXca0,03mM
— se LJUSTOLKEN nedan]
dividerat med anliggningslängden [112mM] — där kontaktändarna möter det plana
underlaget — definierar borrens rakhet [eng. straightness] [k=1:3733=0,0002679].
— Hur mycket kommer borränden att wobbla [w] RADIELLT för det fallet MAX då den spänns in i en borrchuck
med plana chuckklackar? Svar: w = 4k·[L=112mM] = 0,12 mM. Se RakhetTillWobbling.
— De två mörka partierna längst till
höger kommer från den omspända gummisnodden.
— Med viss övning kan en ljusspringa av
ovan visade typ reduceras [3ggr]
genom manuell riktning med hjälp av en plasthammare och STÖDET.
Ändträet på ett grövre träblock kan användas alternativt, men resultatet med
STÖDET blir avgjort bättre, väsnas inget, samt är mera effektivt ur
kraftslagets synpunkt.

Foto
8Jul2013 Mach Rikt Bild BorrRikt13 · Nikon D90
— Verktygen som behövs för riktning av
oraka borrar: En st plasthammare; Ett litet grovt träblock [längden på ändträets sida ska vara
minst borrens största längd — eller
med viss försiktighet: placera borren med högsta punkten uppåt [märk med
spritpenna] mellan två kortare ändräblock: börja med LÄTTA slag, och kolla
vartefter, tills resultat visas]; Planytan på
ett vattenpass för kontroll med hjälp av mellanliggande ljusspringa — och
kunskapen om motsvarande metrik [se bildexempel nedan]; en st
gummisnodd som håller borren på plats under roterande inspektion — mellan
hammarvarven.
Ljustolk — BästaMetoden

Foto
8Jul2013 Mach Rikt Bild BorrRikt6;7;8;9;10;11 · Nikon D90
— Mikrometerfotografierna visar
respektive ljusspalter — längst till höger i varje bild, förstorad — för måtten
0,1mM 0,05mM och 0,02mM. Ljusspringan börjar, eller har börjat, avta märkbart
vid eller från ca 0,02mM.
—
MIKROMETERGRADERINGEN är för detta instrument [Kinesiskt fabrikat] angivet i
0,01mM [köpställe Clas Ohlson].
— En stålspets motsvar en (betydligt) finare upplösning. Inga direkt mätande referenser finns dock här (ännu) att referera till.
— Observera DOCK att »ändmärkningsmetoden» som ovan bara är
effektiv OM händelsevis också maximala orakheten sammanfaller med just
borrändcylinders yttersta diametrala delar. Finns toppmärket för orakheten i
den urfrästa delen, finns heller ingen referens. Det bara understryker
rörhylsans generella användbarhet.
— Nä, Ja, visst. Men då kan man flytta spetsmärket
motsvarande spiralstigningen inåt chucken — med motsvarande märkvridning för
koll — och därmed i vilket fall få koll på om avvikelser finns 0-360° —
visserligen inte längst ut, men nära.
— Jag hävdar fortfarande bestämt att detaljen med
rörhylsan INTE är absolut avgörande: det går utan.
— METODEN MED LJUSSPRINGAN kan utvidgas mera generellt
för kontroll av alla typer av cylindriska föremåls rakhet — inom området
hundradels millimeter:
— Använd bildskärmen
med ljus bildyta som bakgrund; håll upp planytan på ett vattenpass mot
ljusskärmen och placera borren på passytan:
— kolla mellanrummet
för ljusspringan samtidigt som borren rullas på passytan;
— Vi ser klart och tydligt OM små — inom hundradels
millimeter — skillnader finns. Och vi kan LÄTT märka ut VAR på borrskaftet som
en högsta märkpunkt — konkavdelen med största ljusspringan — finns om borren är
märkbart orak. PieceOfCake.
STÖDET — litet maskinskruvstycke
Då toppmärkningen — genom LJUSKOLLEN — är fastställd (jag använder själv en spritpenna för säker tillfällig märkning) som visar borrstångens högsta punkt, samma område där riktningen ska genomföras:
— Använd DEN ENKLASTE TYPEN AV
1. MASKINSKRUVSTYCKE, bilden nedan, tillsammans med
2. PLASTHAMMARE
och eventuellt (men helst inte) olika bitar av
mellanliggande
3. TRÄ — i detta fall för att skydda den påträdda
märkhylsan — den behövs inte om LJUSKOLLEN används:
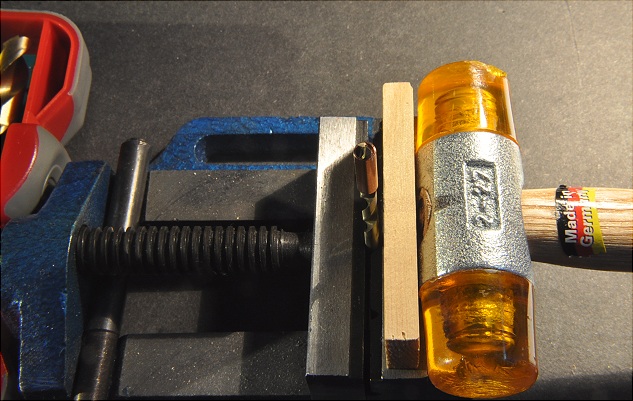
Foto 1Jul2013 ChuckTest BorrRikt Bild1 · Nikon D90
— Litet
maskinskruvstycke av enklaste typ + plasthammare — och slagmothåll av trä eller mjukare metall.
— Borren med HÖGSTA MÄRKPUNKTEN RIKTAD ÅT HÖGER i bilden får
ta emot noga avvägda RIKTARSLAG
från plasthammaren:
MED
märkhylsan —
via det mellanliggande trästycket: träbiten skyddar den FÖR MÄRKSTÄLLET
avgörande ändhylsan från deformation.
UTAN
märkhylsan —
direkt på borrstången ovanför toppmärket
från LJUSKOLLEN — placerat på baksidan frånvänt slagsidan; borrstången
spänns in med toppmärket precis ovanför eller VID inspänningsklackarnas topp,
vilket kommer att markera slagkraftens
vridande omsättning på borrstången:
— Med noggrann planering kan olika delavsnitt av borrstången
riktas.
— Kraften i hammarslaget kommer, maximalt, att böja/återställa
borrstången bakåt, från toppmärket på baksidan, omkring området där stången
lämnar infästningen: börja med lätta slag, kolla, öka efterhand, tills resultat
visar sig; Erfarenheten berättar om kunskapen.
— Använd alltid någon form av
skyddsglasögon:
ett för hårt slag medför att borrstången går av, tillsammans med ev. splitter
som kan orsaka (allvarlig) skada.
UTMATTNING LEDER TILL BROTT — smala
borrskaft är mer känsliga än grova för en viss given kraft
— Notera faktum: ju flera SLAG som tilldelas ett borrskaft (härdat stål), desto mera uppstår interna sprickbildningar i materialets korngränser: EVENTUELLT leder (många) slag — för att försöka rikta upp en orak borr — till att borrpinnen går av — med bara ett helt lätt (sista) riktslag.
— Tas utmattningsargumentet med i beräkningen kanske det är bäst att köpa kopior att ha som »backup» — ifall man skulle misslyckas, och man behöver försöka på nytt.
— Maskinskruvstyckets mothållsmassa ska ligga UNDER märket för borrstångens högsta punkt — borrstången spänns in med denna på baksidan (till vänster i bilden ovan om hammarslaget kommer från höger);
— Används ett separat löst liggande mothåll att användas mellan borren och hammaren (för att säkert skydda en påträdd märkhylsa från hammarslagen) — trä eller mjukare metall — kan träffpunkten för hammarslaget ges större precision.
Om inte redan gjort:
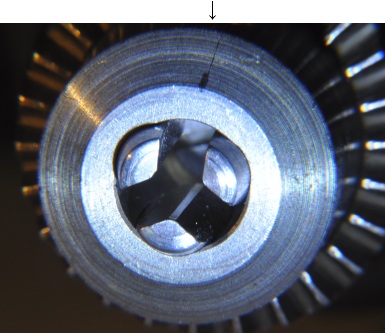
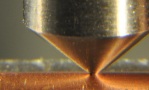
Foto 30Jun2013 ChuckTest Bild ijM · Nikon D90
— Stålritsen på
borrchuckens yta [överst
under pilen ovan] markerar referensen för borrar med B-fel som sedan justerats
för bästa precision. Se vidare i riktning
och slipning.
— MÄRK BORRCHUCKEN med stålrits — radiellt noga:
— Det riktmärket kommer sedan att representera ett avgörande INDEX för varje testad/justerad borr — och som kommer att garantera »exakt precision».
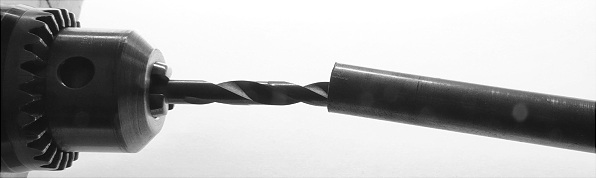
— Spänn sedan in borren [för borrmaskiner med nyckelchuck] med handkraft — och [för mindre borrar] med inspänningskäftarna ända ner till urfräsningsgroparna på borren.
![]()
↑ inspänning ↑
FotoPHP Verktyg Borr2
— Undvik — för
kortare borrar — att spänna in borren med urfräsningarna märkbart inskjutna i
borrchucken — vilket i så fall försämrar spännklackarnas gripförmåga om
tillfälligtvis på ett tomrum. Denna detalj är inte kritisk för större borrar då
urfräsningsgroparna i vilket fall ligger utanför chuckhålet.
Det garanterar att inspänningskäftarna i borrchucken får maximal kontaktkropp mot borrcylindern.
— LETA sedan UPP MINSTA ÄNDWOBBLINGEN [METODEN FÖR ATT FINNA MINSTA B-FELET]:
Använd fasta stålspetsens metod — den säkraste, enklaste — och vrid den inspända borren i borrchucken manuellt, kolla maximala avvikelsen mot fasta mätspetsen, om felet är stort, spänn ur, vrid borren 180°, spänn in den igen, kolla (felet blir då oftast antingen betydligt mindre eller betydligt större), och fortsätt så med allt mindre steg till minsta felet visar sig — vilket BÖR bli »ingenting» om borren är RAK och korrekt symmetriskt slipad.
Om ändhylsa används — denna
metod är mera osäker och kommer att innefatta även ändhylsans egna interna fel
— Kör borrmaskinen på absolut lägsta varv — använd en arbetshandske för att bromsa chucken manuellt om det behövs, så att man kan studera detaljerna i hur den påträdda ändhylsan uppför sig;
— En ORAK BORR kommer ALLTID att uppvisa NÅGON MÄRKBAR JIGGLING (wobbling) — fram och återgående rörelse hos ändhylsan, så som vi ser den i vyn ovanifrån — oberoende av HUR borren är inspänd i chuckens rotationsplan 0-360°;
— Vår uppgift — OM borren ÄR orak och/eller uppvisar ovalitetsfel — är endast att försöka hitta stället med MINSTA jigglingen = stället som visar borraxelns STÖRSTA RAKHET = summan minsta övriga formfel.
;
METODEN MED ÄNDHYLSAN INKLUDERAD:
Se BorrKollen RAKHET för baskunskaper, om
ej redan bekant
— Spänn in borren godtyckligt — studera ändhylsans rörelse till MINNE;
— Spänn ur, rotera borren 180°, spänn in, JÄMFÖR med föregående;
— Är jigglingen större eller mindre?
— Är den kanske ungefär lika?
— OM LIKA befinner vi oss (helt säkert) i ideala mittläget mellan bästa fallets 0° och sämsta fallets 180° — alltså vid endera ±90°. Testa i så fall (på varje respektive + och – med mindre gradintervall):
— spänn ur, vrid, spänn in, kör, kolla, JÄMFÖR MINNESBILDEN AV FÖREGÅENDE (så mycket som möjligt), osv.
— OM STÖRRE: gå tillbaka, och sök i mindre steg (typ 10° — åt bägge hållen) efter minsta jiggelstället;
— OM MINDRE: sök PÅ STÄLLET i mindre steg (typ 10° — åt bägge hållen) efter minsta jiggelstället;
Tillvägagångssättet är detsamma med fasta stålspetsens metod, med enda skillnaden att ändhylsan inte finns med och att kollen då istället görs med hjälp av en fast spets och olika referenspartier i borränden (som kan roteras manuellt via borrchucken) — toppen och flankändarna;
— På detta ITERATIVA sätt kan man I PRINCIP hitta
EXAKTA MÄRKSTÄLLET inom MAX 4-5 ur och inspänningar.
Se även i METODEN FÖR ATT
FINNA MINSTA B-FELET.
DÅ MÄRKSTÄLLET ÄR UPPHITTAT (man bestämmer sig för vilket):
Högsta felpunkten — med ändhylsans hjälp
— Studera hylsans rörelse med typ »ett varv i sekunden» för att KONSTATERA OCH märka ut (MED RÖD SPRITPENNA) en punkt på ändhylsan som visar BORRÄNDENS HÖGSTA PUNKT — samma som det kraftområde som också kommande hammarslag ska riktas mot. Då toppstället är funnet och utmärkt:
Alternativt utan ändhylsans hjälp, enbart via LJUSKOLLEN, kan högsta punkten märkas ut mera direkt;
Referens
för uttag-insättning
— Handdra chucken så att det utmärkta toppstället står rakt upp — vilket garanterar SÄKERT SAMMA insättning efter hammarslag;
— Spänn loss borren, montera den i STÖDET eller maskinskruvstycket PÅ LÄMPLIGT SÄTT:
— Planera (»genom huvudräkning») KRAFTMOMENTET som ska ansättas i förhållande till VAR borrskaftet är inspänt i stycket, och VAR hammarslaget — med mellanliggande mothåll — IDEALT ska träffa;
Det
är detaljer man KOMMER att lära sig, om ej redan bekant. Men man måste våga
TESTA först — för att SE FELEN.
—
Det här är bara en vägledning från en turist som besökt stället — och sett en
del fina utsikter.
— Klappa till — HUR mycket och PÅ VILKET sätt är DIN ingenjörskonst, och som bara DU och ingen annan kommer att upptäcka genom ERFARENHET. Börja lätt — tappa inte tålamodet om inget händer de första tio slagen; det är bättre att slå för litet än för mycket — för att också en deformation, hammarslaget, sänker borrmaterialets hållfasthet (= förkortar borrens livslängd om det gäller speciellt stora påkänningar).
Om fortfarande metoden med
ändhylsan används:
— Sätt sedan tillbaka borren på EXAKT samma ställe via föregående märkning — kör, kolla, och upprepa tills PERFEKT = ICKE MÄRKBAR AVVIKELSE infinner sig — (vilket enligt min mening tillhör en av den praktiska mekanikens ytterst njutbara ögonblick).
Med LJUSKOLLEN,
och helt oberoende av ändhylsans användning, blir det enklare att kolla
resultaten mellan hammarslagen.
— När perfekt resultat har uppnåtts: MÄRK MED SVART SPRITPENNA ut SAMMA som radiella BORRCHUCKSMÄRKET på ändhylsan;
— Spänn ur, montera in i borrmaskinen den lilla typen av 0,5mM tunn [Ø20mM] diamantslipskiva som [2013] kan köpas på (bl.a.) Clas Ohlson till miniborrmaskiner;
— Sikta noga in radialmärket, och SLIPA UPP ETT litet TOPPMÄRKE PÅ BORRSKAFTETS TOPPÄNDE [— • —].
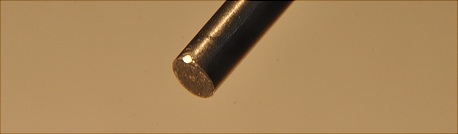
Foto 1Jul2013 ChuckTest BorrRikt Bild12 · Nikon D90
— Den avgörande
viktiga och slutliga märkningen på den färdigriktade borren för exakt chuckpassning.
NOTERA
borrchucken — se de praktiska varuexemplen i INSPÄNNINGSKLACKAR:
— Används en borrmaskin med
räfflade chuckklackar GARANTERAS INTE OVAN FRAMSTÄLLDA RESULTAT:
— Mina egna tester på maskinerna
Cotech och Einhell visar att dessa INTE är tillförlitliga:
— Metodbeskrivningen här gäller
bara för borrmaskiner med borrchuckar som har HELT SLÄTA INSPÄNNINGSKLACKAR. Se även
jämförande tester i ExaktaTestet.
— Nu är borren garanterat korrekt riktad för praktisk finmekanik — och SÅ märkt för resten av livet.
— ALLTID riktmärket samma som chuckmärket, alltid, vid varje ny inspänning.
— Det garanterar absolut högsta kvalitet på alla arbeten.
— Resterande arbete; omslipning för exakt borrprecision —— om inte redan OK — Se utförligt i BORRSLIPNING och BORRTESTET.
HAR MAN FLERA BORRMASKINER — varje borrchuck har sitt eget individuella radiella chuckmärke — kan man göra en CYLINDERMALL: t.ex. ett Ø10mM aluminiumrör används för att markera chuckreferenserna hos alla;
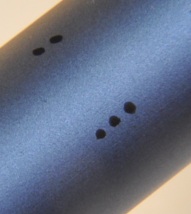
Foto 1Jul2013 ChuckTest BorrRikt Bild15 · Nikon D90
— Organiserar
synkroniseringen mellan mina olika borrmaskiner och deras specifika
chuckmärken.
— Här får jag vrida SKIL-referensen ca 60° för att få passning i METABO-chucken, och omvänt.
— Jag använder • • för min SKIL, • • • för min METABO (och så vidare);
— Al-röret underkastas chucktestet för att hitta maximala cylindriciteten = minsta möjliga ändwobbling — det ska finnas ett EXAKT läge där ingen wobbling alls syns för VARJE seriöst respektabel borrchuck (annars är referensen värdelös);
— När jag finner den punkten — man spänner ur, roterar, spänner in, kollar, precis som i beskrivningen ovan — markerar jag (med svart spritpenna) • • för SKIL-chucken, spänner loss, sätter in Al-röret i METABO-chucken och upprepar, och när jag finner exakta läget markeras • • •.
Klart.
— Nu har jag min CHUCKmall — som i mitt fall visar att jag ska rotera insättningsobjektet via SKIL-referensen — diamantmärket på alla mina testade/justerade borrar och övrigt — ca +60° för att få samma exakta borrprecision i METABO-chucken: — Sätt in samma som • •; VRID sedan (samma som högergängad skruv) 60°; Spänn fast. (Och sedan på samma sätt för alla övriga kandidater).
— Alltid exakt, maximal, precision. Inga fel. Inga avvikelser. Inget fibbel. Jävlas ALDRIG.
Märkningen
fungerar inte med Cotech och Einhell — se ExaktaTestet
Efter vissa försök har jag (f.n.) gett upp:
— Motsvarande Märkpassning med Cotech och Einhellmaskinerna verkar [preliminärt Jul2013] fungera så här:
— Märkstället varierar med arbetsstyckets — borrens — diameter; de bägge maskinerna kommunicerar INTE märkningen inbördes på något begripligt sätt.
— Det betyder — såvitt korrekt uppfattat — att i princip ett borrmärke på varje borr måste göras för varje specifik borrmaskin — om man ALLS får fram ett sådant i fallen Cotech och Einhell — se mera utförliga referensresultat i ExaktaTestet.
— Därmed blir det (helt) avskräckande att ens försöka vidare med de maskinerna. Det man kan göra, om dessa alls används, är att i varje enskilt inspänningsfall LETA tills man — eventuellt — hittar något som ser ut som »bästa läget» — och hoppas på att det håller.
Exempel finns som godkänner Cotech/Einhell — MEN då endast
(GENERELLT) för typen Ø0,5-3mM
enligt mina egna tester
Det ska också framhållas i fallen Cotech och Einhell:
— På flera ställen i den här presentationen [Einhellchucken med perfekt centrering] [EinhellchuckenCentrering] [Exempel på perfekt centrerad borr] ges exempel på inspända borrar i Cotech och Einhellmaskinernas borrchuckar som visar »perfekt rotation».
— Dessa exempel innefattar EMELLERTID MINDRE BORRDIMENSIONER:
— Speciellt exemplet med inspänning av borrar som Cotech och Einhellchuckarna normalt INTE kan ta — allt mindre än Øca 1,5mM; se KOPPARFODER och SMÅ BORRAR I STORA MASKINER — visar att den typen — tydligen — fungerar (mycket) tillfredsställande:
— Inom finmekaniken är det mera regel än undantag att man FREKVENT använder borrar typ ØmM 0,5-3.
— Cotech/Einhellmaskinernas positiva resultatbild i detta sammanhang gäller (enligt mina egna löpande observationer) generellt observerat för alla borrdiametrar upp till 3mM: därifrån framträder avvikelserna mellan Cotech/Einhell å ena sidan och SKIL/METABO å andra sidan mera märkbart. Se särskilt sämsta fallens testobjekt i ExaktaTestet.
***
NYINKÖPTA BORRAR INTE ALLTID JULTOMTENS BÄSTA
BEROENDE PÅ har ETT mitt eget särskilda (begränsade) test visat att 30-50% av det inhandlade borrsortimentet från Clas Ohlson [2010-2013] består av SYNBART ICKE RAKT GÅENDE BORRAR.
— Jag vill INTE utmåla Clas Ohlson som någon »värsting» på området — jag vet inte det. Det är bara det att just det företagets produkter ofta ligger närmast till hands — och därmed också synpunkterna.
Hur gör man då för att få en korrekt fungerande borr
(som inhandlats på Clas Ohlson) om den är synbart wobblande — krängande som en
roterande snurra?
— Använd ett grövre träblock plus en plasthammare — och i särskilt besvärliga fall ett mindre, enklare, maskinskruvstycke i träblockets ersättning — tillsammans med en borrmaskin.
Spänn in borren i borrmaskinen, starta/stoppa/kolla :
Om synbar avvikelse finns:
— Märk ut högsta toppen (uppåt) på borrspetsen (med en spritpenna);
— Ta ur borren ur chucken och vänd borren med märket neråt på träblocket — så att borren ligger som en svagt böjd bro över träytan;
— Klappa till borraxeln på mitten med plasthammaren.
— Upprepa inspänningen med starta/kolla/stoppa/taUr/rikta, osv., tills tillfredsställande resultat visar sig.
ENDAST MED DIN EGEN erfarenhet kommer kunskapen: mer eller mindre kraft i riktslagen får mer eller mindre verkan, och med visst tålamod, uppmärksamhet och (oftast) flera slag infinner sig till slut, förr eller senare, en synbart perfekt centrerad borraxel.
— För riktning av speciellt korta borrskaft/axlar lämpar sig ett (enklare) maskinskruvstycke bättre än träklotsen:
— Spänn in borren så att ett planerat slag med plasthammaren DRIVER den icke inspända borrstången RIKTANDE VIA den förmodade medelpunkten för borraxelns största avvikelse (vet du inte, TESTA och kolla resultatet, det finns inget annat sätt) — vänd högsta märket på borrtoppen mot slagriktningen;
— Den inspända borrstången i maskinskruvstycket är »extremt tuff» i sitt stålsvar — svarar rejält — så man får bereda sig på att också klappa till rejält för att se någon effekt (använd alltid någon form av skyddsglasögon speciellt om stora krafter och moment är i farten).
Korta borrskaft är mera krävande — men de ger med sig också (med visst tålamod).
— GLÖM SLUTLIGEN INTE BORT att varje slag på ett
härdat stål försämrar de inre hållfasthetsegenskaperna. Varje slag ändrar
de atomära gitterbindningarna: det uppkommer (förberedande) materialbrott. [Därför är elastisk böjning bättre än slag: böjningen
[använd tving], försiktigt, bibehåller elasticitetsgränserna i högre grad].
— Är borren av typen »krävande, flera slag», överväg att hitta en ersättare med bättre förutsättningar.
BORRNING — BorrMärkning
— Utförande — Riktning av oraka borrar
—
— Förutsatt du verkligen HAR en stabil
pelarborrmaskin (»whatever») med stabila maskinfästen: Var inte rädd för att
borra i stål: om vi använder några droppar motorolja, och KÖR PÅ MAXIMALT
LÄGSTA AVVERKNINGSHASTIGHET — med djupmatning i ytterst försiktigt tempo —
uppför sig ibland borrning i axelstål som »att borra genom koppar», och
förutsatt dimensionerna INTE överstiger (runt) max Ø3mM. Större stålhål
genererar allt större värmeförlust; borrmaskinen kräver allt större
underliggande stabil maskinbas (flera ton gjutjärn) och egenkraft, och försöket
urartar i ytterst besvärliga situationer [kallsvetten bryter fram ..]:
våldsamma vibrationer, fruktansvärda oljud; ingen uppgift för den vanliga
hemmafixarens redskap — OM uppgiften gäller precisionsborrning.
— Tänk alltid i KRAFT FÖRE maskinstarten: det
är dina fingrar och dina ögon det gäller: utveckla din erfarenhet av HUR det KOMMER
att fungera INNAN vi trycker på startknappen. Då fungerar det. Minsta tveksam?
Avstå: genomför TEST, försiktigt. Pröva sedan igen.
BORRNING — se även i BORRNOMENKLATUR
I denna framställning används genomgående ordformerna
en borr
flera borrar
just den borren
just de borrarna
Svenska akademins ordlista medger även typen — som inte används här utom i uppställningen nedan —
ett borr
flera borr
just det borret
vilket (för min personliga
del) snarare associerar till (speciellt »just det borret») RESULTATET [eng. bore, sv. borr(håle)t] av en borrs
borrning, själva hålet. Men det finns (här veterligt) ingen sådan
definierad (etablerad) ordstam i svenskan.
Utmärkta webbkällor som beskriver huvudsaken:
AMERICAN
WOODWORKER — DrillTips
http://americanwoodworker.com/blogs/tips/archive/2009/02/21/11-drill-press-tips.aspx
:
PeckDrilling — den erfarne maskinistens kunskap om Hur och Varför »stegFasBorrning» (’pickborrning’) vid LÅNGA HÅL minimerar FÖRSKJUTNINGSFEL:
The
Studio, Rio’s Blog — Eddie’s Tips: Drill Deep Holes Incredibly Straight, 4Aug2011
http://riograndeblog.com/2011/08/eddies-tips-drill-deep-holes-incredibly-straight/
”The trick is to interrupt the downward pressure just enough to let the drill bit stop cutting for a moment, then restart the cut in rapid little pecks, never taking the bit out of the hole until you’re finished drilling. Peck drilling causes the cutting edge of the bit to bite at a different angle of rotation every time it starts cutting, which re-centers the drill bit and keeps it from being pulled to one side. Peck drilling also breaks the chips so that they are easily cleared from the drill. When the chip comes out in a long spiral, there is more friction in the hole, and both the work and the bit get hotter than would be the case if a lot of little chips were being made.”
:
Borrhålets centrum samma som borrmärkets — utmärkt illustrerat:
MICRO-MACHINE-SHOP.COM
— How to Drill a Hole Where You Want It
http://www.micro-machine-shop.com/hole_drilling.htm
SAMMA TYP HÄR — exemplifierat med plexiglas:
26Jan2013
BORRMÄRKNING
Borrmärkning med Manuell kryssritsning

PRECISION: RitsKryssets skärningspunkt — hundradels
millimeter eller bättre — KAN bibehållas förutsatt korrekt efterföljande
borrmärkning
Borrmärkning med Hålfixtur + precisionsanpassad körnare

PRECISION: Hålfixturens hålrasteravstånd bevaras — förutsatt precist utformad körnare*
*Körnare,
verktyg för markering av punkter (och linjer) på (materialhårda) arbetsstycken:
gen. konsvarvad stålaxel
Borrmärkning med Koordinatbord och Konstål i PelarChuck
PRECISION: Exaktheten i borrmärkets position bestäms av den
faktiska skalnoggrannheten hos koordinatbordets positionsinställning, samt borrpelarens djupmatningslinjäritet —
noggrann kalibrering av utrustningen krävs för att säkerställa motsvarande
noggrann borrmärkning
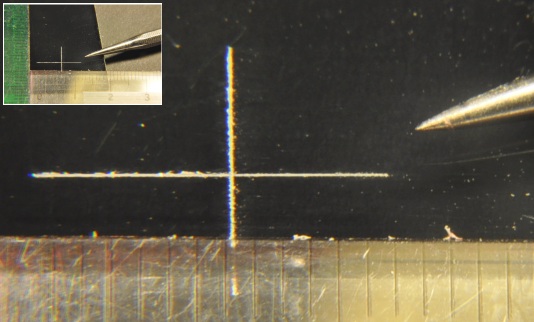
Manuell Kryssritsning — BORRMÄRKNING
Metod genom PRIMÄR MANUELL ritning/ritsning av borrmärket
1. RITA/ritsa borrmärket | 2. INITIERA EN MÄRKKRATER | 3. Fördjupa borrmärket | 4. Ansätt primär borrmärkning |
— Underskatta inte KÄNSELN: Genom att (lätt på handen) följa endera ritsen fram till krysset, känner man det lilla snäppet då krysspunkten nås: stanna där, och tryck ner stålspetsen mjukt: Kolla (med lupp) att märket har hamnat korrekt; knappast av regel ser man någon miss; perfekt markering.
BILDKÄLLA: Författarens arkiv · ARKIVhp Foto PHP Prov 26Jan2013-01-26 Bild BorrLära1_1 · Nikon D90
1.
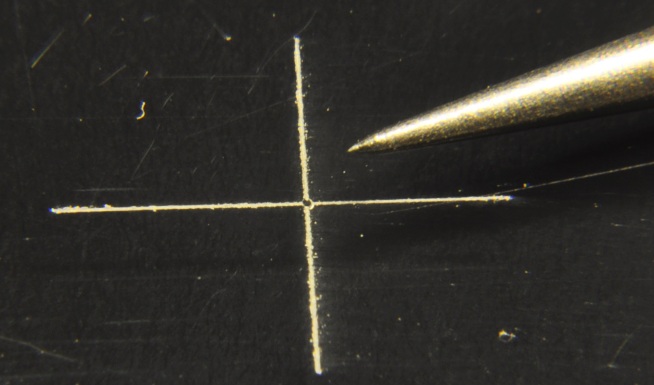
RITA/ritsa borrmärket | 2. INITIERA EN MÄRKKRATER | 3. Fördjupa borrmärket | 4. Ansätt primär borrmärkning |
2. INITIERA EN MÄRKKRATER — ett ytligt, koniskt djuphål I MATERIALET (med en stålspets något mindre spetsig än ritspetsens för att får en något bredare märkkrater):
— För stålspetsen i ena ritsskåran helt lätt MOT krysset:
NÄR krysspunkten nås, känner man det som »ett litet mikrosnäpp»: Stanna där
tryck ner lodrätt. Felar aldrig. Exakt träff:
BILDKÄLLA: Författarens arkiv · ARKIVhp\\FotoPHP\Prov 26Jan2013-01-26 Bild BorrLära1_2 · Nikon D90
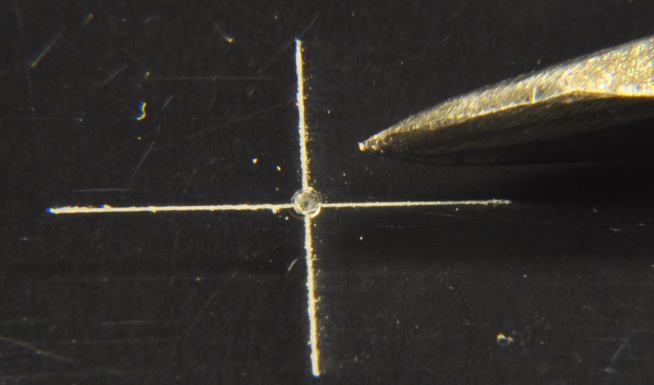
1.
RITA/ritsa borrmärket | 2.
INITIERA EN MÄRKKRATER | 3. Fördjupa borrmärket | 4. Ansätt primär borrmärkning |
3. Fördjupa borrmärket genom att
ANTINGEN
övergå till en större körnare/syl för att få ett (kraftigare, djupare) borrmärke som SÄKERT kan användas tillsammans med en Ø1mM borr (eng. Ø 1/25,4=0,03937)’’;
— Bilden nedan (med borrmärke från ett träsyl) räcker MÖJLIGEN SÄKERT för att använda tillsammans med en Ø1,5mM borr — det minsta dagens butiksborrmaskiner kan ta;
BILDKÄLLA: Författarens arkiv · ARKIVhp\\FotoPHP\Prov 26Jan2013-01-26 Bild BorrLära1_3 · Nikon D90
ELLER
fördjupa/säkra borrmärket genom att
utföra en reguljär PRECIS borrmärkning via ett egenhändigt konstruerat PRIMITIVT precisionsverktyg för ändamålet:
— Bilden nedan visar hur man själv, via råvaror från olika leverantörer tillsammans med elementär konstruktionsmatematik, kan konstruera en praktisk 1mM-borrhållare — för säker manuell borrmärkning i alla typer av material med garanterat gott resultat — och vilket borrmärke sedan passar direkt för reguljär vidare borrning/märkning via borrtypen (minst) Ø 1,5mM;
PRIMITIV men effektiv manuell MÄRKBORRSHÅLLARE för Ø1mM borr — BESKRIVNING:
BILDKÄLLA: Författarens arkiv · ARKIVhp\\FotoPHP\Prov 26Jan2013-01-26 Bild BorrLära1_5;6;10;13 · Nikon D90
BILDKÄLLA: Författarens arkiv · ARKIVhp\\FotoPHP\Prov 26Jan2013-01-26 Bild BorrLära1_5;6;10;13 · Nikon D90’
— Man håller borrmärkstången SOM ETT HANDHÅLLET LOD [ca 25-30 cM lång totalt] med fingertoppskänsla längst upp — och känner via stånglängden och stångbalansen, bilden ovan höger, att stången vilar med god noggrannhet i lodled: man behöver inte alls titta efter, inte trycka på heller, jämviktsfysiken via stånglängden och materialtyngden ordnar allt det automatiskt via vår naturliga utomordentliga känsel — medan man kollar att 1mM- borrens placering glider ner i märkhålet från sylen;
— Genom att snurra på stången, utför borren
(förvånansvärt lätt) den nödvändiga minimala avverkningen i den förmärkta
centrumkratern, vilket garanterar exakt centrum för kommande borrning.
— De varandra inskjutna rören i borrhållarstången, bilden ovan underst, bygger på en liten friktionslåsning mellan rören inbördes (kan justeras med relativt enkla medel), så att man manuellt kan vrida/rotera hela stången som en enda fast kropp kring borraxeln;
— Test med olika material — plexiglas, aluminium,
koppar, (även stål) … — visar god avverkning av det primära ytkonhålets
ojämnheter, förutsatt borrens skär är i bra kondition;
— Resultatet lämnar (bilden ovan) en ren och fin borrmärkeskrater som kan användas för primärborrning med större borrdiametrar (från Ø1,5mM och uppåt i dagens standard borrmaskiner).
Se vidare i
KONSTRUKTIONSMATEMATIKEN
TILL MÄRKBORRHÅLLAREN
hur verktygets materialbas kan dimensioneras.
1.
RITA/ritsa borrmärket | 2.
INITIERA EN MÄRKKRATER | 3. Fördjupa borrmärket | 4.
Ansätt primär borrmärkning |
4. Ansätt primär borrmärkning OM YTTERLIGARE BEHOV FINNS: dagens Moderna Nätanslutna Borrmaskiner för Hobbyändamål har borrchuckar som inte kan ta mindre än standard diameter Ø1,5mM borrar [pressar man marginalerna är undre absoluta gränsen någonstans omkring ca 1,35mM]; Bilderna nedan illustrerar processen i detalj:
Primära borrmärkets ansättning — för att säkra
borrmärket från deformation
Slarvar du/jag med det här är risken stor att du/jag får
göra om märkningen från början, i värsta fall med ny materialplatta:
— Låt materialet ligga helt löst på arbetsbordet — så att ansättningen i KRAFT när borren når borrmärket kan anpassa sig maximalt mellan borr och material via borrmärket;
— Ha inte borrmaskinen igång från början om det är viktigt att VETA att man träffar Exakt på borrmärkets lokal — annars är risken stor att man missar både märkning och därmed äventyrar hela konstruktionen: borrmärket försvinner lätt som en plätt om man utgår från en roterande borr och denna hamnar bara litet vid sidan om, eller om borrkratern är för liten relativt borrens geometri och det ansatta rotationsmomentet för borren drivande över stället — och sedan kunde ingen säga vart det borrmärket tog vägen:
— För den helt vilande borren sakta och lugnt ner till borrkratern via pelarmatningen; låt borrspetsen vidröra kraterkanterna — använd pannlupp/förstoringsglas: TRO inget. VET säkert. När borrmaskinen sedan startar i den förvissningen (Använd med fördel en fjärrkontroll till borrmaskinens nätkontakt så att OnOff kan nås lätt och smidigt — och borrmaskinen i samtliga fall — därmed, i varje fall i princip om borrmaskinens reglerautomatik medger det [EinHellMaskinen från JÄRNIA är Knepig på den punkten] — kan startas på ett och samma vridmoment/varvtal), kommer materialet via kraterkanterna självmant att centrera sig för resten med borrspetsen — förutsatt korrekt slipad borr [Se Manuell Borrslipning; Symmetrifel i borrspetsen leder ofrånkomligt till krypning och jiggling = FörstörMinDagIdag; Oraka borraxlar (30-50% av mitt ClasOhlsonBorrInköp, beroende på, och som jag själv måste rikta för att få fungerande verktyg) är också en felkälla som kan förstöra resultatet].
BILDKÄLLA: Författarens arkiv · ARKIVhp\\FotoPHP\Prov 26Jan2013-01-26 Bild BorrLära1_15;16;18;20 · Nikon D90

— Starta sedan borrmaskinen på absolut universums lägsta hastighet — så att chansen att borren glider ur märket i princip är noll:
— Öka därefter (om det finns sådana möjligheter) till »normal borrhastighet» (olika för olika material och dimensioner, din erfarenhet avgör från fall till fall — studera webben frekvent, många bra uppslag finns);
Därmed är borrmärkningen avslutad.
Notera dock (min erfarenhet):
— Knappast successiva borrningar över Ø=5mM blir lyckade med bevarad precision i borrmärket;
— Borrhålet visar alltmer tendens att krypa iväg åt något håll som borrdiametern ökar.
— För dessa fall, om det gäller att borra STORA hål — typ Ø 5-14 mM — använd speciella borrar med centrumspets (centrumspetsens diameter är vanligen runt 3-4mM för borrar upp till runt Ø13mM). Test visar att den typen ger utomordentligt goda resultat.
KONSTRUKTIONSMATEMATIKEN TILL MÄRKBORRHÅLLAREN
KONSTRUKTIONSMATEMATIKEN TILL MÄRKBORRHÅLLAREN
PRIMITIV men effektiv manuell MÄRKBORRSHÅLLARE för Ø1mM borr — se Beskrivning hur den används:
BILDKÄLLA: Författarens arkiv · ARKIVhp\\FotoPHP\Prov 26Jan2013-01-26 Bild BorrLära1_5;6;10;13 · Nikon D90
BILDKÄLLA: Författarens arkiv · ARKIVhp\\FotoPHP\Prov 26Jan2013-01-26 Bild BorrLära1_5;6;10;13 · Nikon D90’
KONSTRUKTIONSMATEMATIKEN i PREFIXxSIN TILL MÄRKBORRHÅLLARENS FRÄMRE TRESTIFT
allmänna sambandet för polygoncirklar
Man behöver ett maskinskruvstycke (och litet tålamod) för att pressa in de tre silverstålcylindrarna tillsammans med den manuellt förinpressade 1mM-borren och det tillagda här svarta klippark pappersfodret — beroende på måtten i det material, här aluminiumrör (som kan variera något), man får från köpstället: olika partier — med tidens allmänna tekniska utveckling, kan uppvisa marginella avvikelser som i slutänden kräver olika anpassningar: dessa detaljer måste studeras noga för att få tillfredsställande passning; borren så monterad sitter sedan tillräckligt stadigt i pressformen för ändamålet — garanterat av de uppmätta materialdimensionerna (och eventuellt pappersfoder eller annat passande) i ljuset av följande grundmatematik:
N =
antal cylindrar eller antalet polygoner ; i exemplet: N=3
T = cos(180/N) ; i exemplet; T=0,8660254
R/r = 1/T – 1 ; allmänna
sambandet för polygoncirklar
R =
r(T–1 – 1) ; i exemplet: 2R = 6,00 mM — Silverstål
[finns på JÄRNIA, Ø=diameter 6,00 mM i
längder om ca 1 M; kostar runt 100:-]
r = R/(T–1 – 1) ; i exemplet: 2r = 0,9282032 mM,
praktiskt 0,93 mM
RADIEN (0,93/2)+(6,00) = 6,465 mM;
— Genom att lägga till ett lämpligt FODER på 0,5mM får man
SUMMA 6,465+0,5 = 6,965 mM;
NETTOSKILLNADEN 7,00-6,965 = 0,035 mM uppväger precis ideala
borrens radie (0,93/2)+0,035=0,5 mM;
PappersFODRET:
— Hos välsorterade
bokhandlare finns olika typer av klippark; ett tunnare (0,1mM med skjutmått)
och ett tjockare (0,25mM med skjutmått om man pressar på);
— Mitt Test med två
remsor av den tjockare typen (2×0,25=0,5), tillsammans med ett OJÄMNT
aluminiumrör (fabr alfer på JÄRNIA) med ytterdiameter min15,7mM max 15,8mM
godstjocklek min 0,75mM
max 1,00mM
visade en god (stark)
passning vid ihopskjutningen (via maskinskruvstycke) av silverstålen +
1,00mM-borren (1,00 mM med skjutmått; 0,995 mM med mikrometer);
— Olika
tillverkningsserier — samt teknikens utveckling generellt med allt bättre
precision i aluminiumprofilerna — ger marginellt olika värden; testa med olika
pappersfoder för aktuella material, det bör finnas en lämplig lösning för
samtliga fall.
RÖREN:
— De varandra inskjutna rören i
verktygets längsled
motsvarar (idealt, smärre
avvikelser finns beroende på leverantör)
ytter-innerdiameter i milliMeter,
material,
leverantör (2013):
16/14(aluminium, JÄRNIA);14/12(mässing, IronBILL);12/10(koppar [IronBILL]);10/8(mässing, OriginalCO);8/7(mässing, IronBILL);7/6(mässing, IronBILL)
— Vad betyder »precisionsborrning»?
— PRECISIONSBORRNING betyder — i denna framställning — verkställande av borrhål med bestämd diameter vid borrmärken — ritkryss — med högsta möjliga noggrannhet SÅ att borrens ideala centralaxel träffar »exakt» på det idealt geometriska borrmärkets mittpunkt — samt i förkommande fall att repeterande borrhål med samma inbördes distanser också i det praktiska arbetsfallet uppvisar absolut minsta möjliga inbördes metriska avvikelser SÅ att den idealt ritade bilden av konstruktionen kan realiseras med högsta möjliga noggrannhet — vilket betyder noggrannheter i området MINST hundradels millimeter.
— För att realisera generell metrisk precisionsborrning [precisionsborrning som innefattar förbestämda måttsättningar från typ ritningar] UTAN hjälp av koordinatbord finns bara en metod: förborrade HÅLRASTER (BORR-JIGGAR eller BORR-RIGGAR) eller BORRFIXTURER.
Precisionsborrning handlar — med andra ord — om uppgiften att få aktuell borr att börja borra där den ska
— och inte på något annat ställe, vilket verkar vara det mest populära utflyktsmålet för flertalet s.k. borrmaskiner [ExaktaTestet] och borrstativ som finns på marknaden.
— Se Önskemål om bättre reda från säljbutikerna.
Borrmärkning med Hålfixtur + precisionsanpassad körnare
2013-01-09
KONSTRUKTION AV PRECISIONSVERKTYG FÖR ALLMÄN HOBBY
PRECISIONSBORRNING FÖR HOBBYAMATÖRER —
— RASTERBORRNING, eller Riggborrning, är (nog) det närmaste man kan komma termen eller begreppet precisionsborrning — frånsett tillgång till superkoordinatbord och dito borrpelare med garanterad inställningsnoggrannhet på 1/1000 millimeter. Den senare typen ligger (ännu) helt utanför den här framställningens ramar.
Som ett allmänt (inledande) PRAKTISKT ANVÄNDBART arbetsexempel försteget till precisionsborrning ges nedanstående tillämpningsexempel i BORRMÄRKNING med hjälp av ett givet industriproducerat 2,54 mM hålraster [SCANKEMIs experimentkort håldiametern Ø0,9mM från Clas Ohlson 2012-13] som är det vanliga rastermåttet för experiment- och laboratoriekort för elektronikändamål — tillsammans med en avpassad precisionskörnare.
BILDKÄLLA: Författarens arkiv · Arkivhp Pem M2 9Jan2013-01-06 Bild4-6 · Nikon D90
Bilderna ovan
visar hur 2,54mM hålrastret, det vita hålplanmaterialet, kan anpassas till
typen aluminiumfyrkantprofil för (närmast) exakt borrmärkning — här i exempel
just för en (vald) aluminiumfyrkantprofil.
— Anordningen
som ligger längst upp är det aktuella körnarinstrumentet eller Körnarblocket:
— Körnarblocket
är konstruerat för exakt, glappfri passning i hålrastret: Man sätter ner
blocket på aktuellt ställe via de fyra precist inpassade sprintarna, lyfter upp
den centralt frigående körnarstången och släpper den sedan på den egna tyngden,
vilket gör ett (litet men EXAKT) märke på den underliggande materialytan.
—
Rasterplattan, den vita i bilden, kan naturligtvis också placeras på
godtyckligt ställe — och fixeras, t.ex. med vanlig dubbelhäftande tejp på
lämpligt sätt — på en godtycklig, plan materialyta.
SVÅRIGHETEN GENERELLT i »exakt borrmärkning» är just att få den utmärkande stål (körnar-) spetsen att »träffa rakt» — i samtliga fall — i förhållandet till ansatsen, som i detta fall är ett fast hålraster (med hög grad av repeterande noggrannhet via industrins mera avancerade maskinpark).
— Förutsatt att körnarblocket är korrekt utformat — inga glapp får förekomma, vilket betyder passningar vid eller något mindre än hundradels millimeter — kommer borrmärkningen att avspegla hålrastrets noggrannhet — helt utan betydelsefulla avvikelser.
Hur själva borrmärket kan förstärkas — om det behövs — visas exemplifierat i Märkborrshållaren.
Hur Körnarblocket är konstruerat
KONSTRUKTION AV PRECISIONSVERKTYG FÖR ALLMÄN HOBBY
I KONSTRUKTIONSELEMENT — Kvadratiska Metallprofiler — finns angivet och härlett ett (ytterst) användbart samband för inskjutna rörprofiler,
BILDKÄLLA: Författarens arkiv · Arkivhp Pem
M2 9Jan2013-01-06 Bild6 · Nikon D90
2r =
[![]() – Ø]/(1 + √2)
– Ø]/(1 + √2)
Med en fyrkantig aluminiumprofil från JÄRNIA med yttermåttet 10,00mM och innermåttet 8,00mM — observera att olika partier kan ha något olika »exakta mått» i skillnad på hundradelar — och önskemålet om ett central rör med diametern Ø 4,00mM FÅR de fyra omslutna passande rören inte vara större än max diameter (som i så fall betyder atomkontakt = omöjligt att pressa ihop med våra normala krafter)
= (8√2 – 4)(1 + √2)–1
= 3,0294372 mM
Med standard rördimensioner [![]() IronBILL] på 3mM ytterdiameter
får vi då en marginal på 0,03 mM — som garanterar att passningen med stor
sannolikhet KOMMER ATT BLI av typen nära atomär = säkert materiellt nypande
om de praktiska dimensionerna inte avviker allt för mycket.
IronBILL] på 3mM ytterdiameter
får vi då en marginal på 0,03 mM — som garanterar att passningen med stor
sannolikhet KOMMER ATT BLI av typen nära atomär = säkert materiellt nypande
om de praktiska dimensionerna inte avviker allt för mycket.
— Notera möjligheten
med de olika tillverkningsseriernas — och fabrikanternas — toleranser:
— En Ø3mM mässingsstång (från OriginalCLAS OHLSON) och ett Ø3mM
kopparrör från IRONBILL har INTE samma tusendelar i slutmåttet; SKILLNADEN syns
i typ ovanstående/nedanstående konstruktion — tillsammans med ev. olika
tillverkningsserier av den aktuella aluminiumprofilen:
— Man får hela tiden, ständigt, avgöra
genom att mäta, testa, kontrollera, testa, och kontrollera igen. Och man vet
ALDRIG riktigt, riktigt, förrän varan anländer.
— Det borde vara regel att få vetskap
om precisionen per parti, kunde man tycka — men det kräver å sin sida en
ordning som nog inte många grovlagerleverantörer varken kan eller har råd att
organisera.
— Å andra sidan kan vi ALLTID — som det
har visat sig — tillämpa en eller annan METOD för lämplig passning.
— Bilden nedan visar det centralt
insatta Ø4mM mässingsröret — som ska hålla den centrala Ø3mM körnarstålstången
— omgiven av det tajt sittande 4st Ø3mM kopparrören som i sin tur vart och ett
håller en central Ø2mM stålstång: alla de fem rördetaljerna måste PRESSAS in i
fyrkantröret — mer eller mindre hårt beroende på de aktuella partimåtten.
BILDKÄLLA: Författarens arkiv · Arkivhp Pem M2 9Jan2013-01-06 Bild7 · Nikon D90
Om vi räknar den diagonala centrumdistansen mellan varje par av de fyra stålsprintarna får vi d=(3+4)/2=7,00mM;
— 2,54mM-rastrets motsvarande kvadratiska rasteravstånd mellan vartannat hål är diametralt (√2)2×2,54=7,1842048 mM;
— PASSNINGSPRECISIONEN betyder att stålsprintarna i sin penetrerande stiftdiameter ska tillåta ett spel på 0,18mM i diameter, eller en radiedifferens på (vara mindre med) 0,09mM relativt hålrastrets håldimension (0,9mM): 0,9-0,18=0,72mM. I konstruktionen ovan har stålsprintarnas stiftspetsar filsvarvats och polerats till Ø0,75mM [uppmätt med LUNA skjutmått med nonieskala] — vilket betyder en viss presstolerans (0,03mM) som garanterar att inget glapp existerar.
Borrmärkning med Koordinatbord och Konstål i PelarChuck
Borrmärkning direkt via Koordinatbord xy och borrpelare
z
med inspänd stålkon i
borrchuck
Detta alternativ för EXAKT BORRMÄRKNING är, i grunden, det enda egentliga — förutsatt att utrustningen också är garanterat kalibrerad och justerbar/inställbar för exakt precision — vilket betyder »in till tusendels millimeter». Bilderna nedan visar principen;
BILDKÄLLA: Författarens arkiv · 22Jan2013 FotoPHP
PemJan2013 Bild PBcylGng_006:7:8
· Nikon D90
— Idealet är att borrmaskinens position
EFTER borrmärkningen via djupmatningen hos pelarstativet återgår till samma
xy-position som FÖRE — ett önskemål som i de flesta fall [dagens utbud av grundverktyg för hobbymekanik: billigaste borrstativen]
MÄTT I TUSENDELAR OCH HUNDRADELAR spricker på borrmaskinsinfästningens — här
speciellt observerat på EinHellMaskinen
— plastiska deformationer, beroende på kraften i de olika momenten. Speciella
anordningar måste konstrueras för att motverka den tendensen.
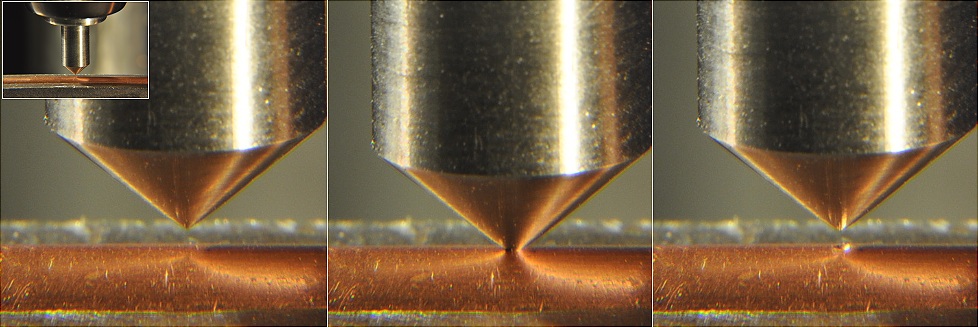
— Bilderna ovan visar en borrmärkning
via en inspänd konspets som borrmärker toppen på en kopparstång för
efterföljande borrning av ett tvärhål.
Vi uppnår knappast (2013) den typen av precision med de grundredskap — grundverktygen — som marknaden ställer till vårt förfogande på området hobby för mekanik och elektronik.
Styvhetsförstärkning, exempel EINHELLMASKINEN
— OM du inte redan VET det: Aluminiumprofiler (fyrkant) är
EXTREMT stabila — vridstyva — i egenformen [upp till brottgränsen, men den är
hög i dessa sammanhang].
Bildkälla: Författarens arkiv · 6Jun2013 FotoPHP
Prov Bild EinHellKomp2 · Nikon
D90
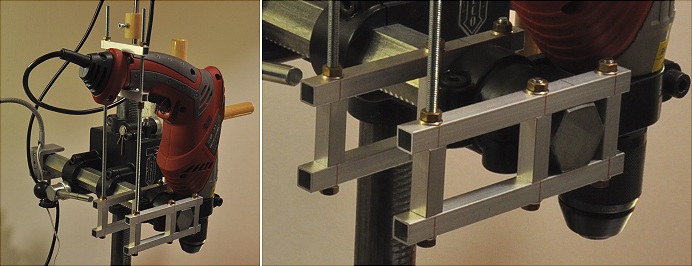
Bilden ovan
visar hur man kan öka vridstyvheten för att motverka deformation i
borrmaskinens [Einhell RT-ID 65]
infästning som följd av påkänningar i djupmatningens krafttryck: kraften överförs
via Al-profilerna till den kraftigare sexkantiga 30mM grova stålaxeln — som
definitivt inte ger efter.
— Wabecostativet i mitt exemplifierade
fall, bilden ovan, gynnar plastisk deformation — DELS via sid/vridmomentet från
borraxelns placering utanför den sexkantiga infästningsaxeln och dess
skruvfastsättningshistoria, och DELS via borrmaskinshalsens Moderna
Plastmaterial som »mikrogeggar» vid högre djupmatningstryck:
— I VILKET FALL
pressas borrmaskinens chuckaxel uppåt vid djupmatningstryck, vilket med
Wabecoinfästningens typ som ovan betyder en liten vridning moturs kring den
sexkantiga stålaxeln.
— När man sedan
släpper av, återgår deformationen INTE till ursprungsläget, utan parkerar på en
fast, godtycklig vinkelavvikelse relativt pelarmatningen. Så var det med den
precisionen.
— Saken
förbättras INTE av att EinHellkonstruktörerna
tycks ha dålig koll på materialvalet i infästningshalsen (geggig plast): Byt
till stel gjutaluminium.
— Anordningen
med Al-profilerna (10mM fyrkant) och stängerna (M5) ökar vridstyvheten
betydligt i samband med djupmatningstryck.
—
Fyrkantstängerna och stålstagen motverkar tendensen till deformation efter
djupmatningstryck, och förutsatt man inte plågar djupmatningen med allt för
stora krafter.
— Jag måste
själv, med jämna mellanrum, använda Vinkelkollen
för att kontrollera borraxelns passning med pelaren för att inte äventyra
precisionen i pågående arbeten. Resultaten efter ovanstående tillägg har,
tydligen, minskat mina tillfällen att tvingas göra efterjusteringar:
borrmaskinens borraxelläge ändras knappast numera på grund av
djupmatningskrafter (borrning) och sidokrafter (fräsning, slipning, förutsatt viss
försiktighet i momenten).
— Anledningen till det är enkel: styvheten i det underliggande material — också beroende på konstruktionssättet — som garanterar elastiska deformationer på ett minimum räcker inte till i det allmänna utbudet (-2013) av typen borrstativ, koordinatbord och maskinskruvstycke på nivån hobbymekanik — och till viss del även infästningsdetaljer som berör borrmaskinerna i deras fasta montering (i pelar- och borrstativ). Materialbaserna är (helt enkelt) för KLENA för det.
— Vi kan närma oss idealet genom att anlägga minsta möjliga tryckande krafter i de olika arbetsmomenten. Men vi märker snart — genom olika tester — att de inspända verktygen, inte minst hela borrmaskinen som »fast verktyg», tenderar att VANDRA i precisionsmåtten (xy relativt djupmatningen z), allt eftersom vi utför olika bearbetningsmoment. Det är den bistra sanningen.
— Bildexemplet ovan visar ett sätt att motverka tendensen till VANDRING i inställd grundprecision.
Bra borrstativ — se även i PELARSTATIV
— Se mitt arbetsexempel i Wabecostativet
hur ett speciellt deprimerande (urkass) pelarstativ från Clas Ohlson
förvandlades till ett (nästan) superfint dito — med ytterst enkla medel.
DEN ENDA vettiga VÄGLEDNING SOM FINNS — via webben: angående det allmänna tillståndet i amatörerna finmekaniska cyberrymder:
”Jag köpte ClasOhlsons borrstativ häromveckan, men har konstaterat att det har ett litet glapp som jag inte klarar av att justera. Fästet för borrmaskinen kan 'rotera' någon millimeter runt själva pelaren så att hålet inte blir exakt runt, utan istället kan bli lite ovalt.”,
SVENSKT
MODELLFLYG — Inlägg av användaren Stefan R, 6Okt2011
http://www.svensktmodellflyg.se/forum1.asp?viewmode=1&msgid=262150
”Jag har också haft CO-stativet hemma.”,
”När jag monterade märkesborrmaskinen efter konstens alla regler så lutar fanskapet 2-3 grader inåt i förhållande till stativets kuggstång!!!”,
” När jag sen reklamerade det och förklarade hur det var feltillverkat så fattar killen i disken överhuvudtaget inte vad jag snackar om.”,
SVENSKT
MODELLFLYG — Inlägg av användaren Gårdö, 8Okt2011
http://www.svensktmodellflyg.se/forum1.asp?viewmode=1&msgid=262150
Ovan, närmast: Röster från
Webben @INTERNET som berättar för oss hur vi mår i praktiken.
Vi VET strängt taget i dagens läge (2012/13) inte mycket om
hur de olika borrstativen och pelarstativen fungerar i någon precis mening [Finmekanik — Önskemål]. Till
jämförelse, se min historia med WABECOSTATIVET
från Clas Ohlson.
Många (butiker) vet inte (ens)
HUR man kollar en eventuellt synbar onoggrannhet hos en borrmaskinspelare med
ytterst enkla medel — se praktiskt exempel i
GÖR DET SJÄLV-portalen — GDS, tidskrift
— har artiklar typ FÖRBÄTTRA DITT BORRSTATIV — men det är en kunskap man måste
BETALA FÖR (35:- per artikel — eller BLI PRENUMERANT):
— Med andra ord: i stort tillbaka till
pelarbutiken: köp
först, kolla sen.
Det är INTE den typen vi söker:
— ÖPPEN KUNSKAP ska vara GRATIS — UniversumsHistoria: Den (kunskapen)
MEDDELAS SOM UPPSLAG, observationer, iakttagelser, experiment och resultat av
analyser och undersökningar från de människor som har mera tid, råd och ork än
andra, för att underlätta, och gynna (och motivera), intresset hos de övriga.
— Det får inte finnas någon ekonomisk
status i det, inget vinstintresse, typ OM ALLA PRENUMERERAR PÅ GDS BLIR DET
JÄTTEBRA I HELA VÄRLDEN.
— Det är som att försöka KÖPA MÄNGDER
MED PDF-dokument i jakten på enskilda nyckelord/meningar/stycken som kan hjälpa
till vid sökandet av ledtrådar till ett visst ämne. Det är uteslutet.
Om vi söker på FÖRBÄTTRA DITT BORRSTATIV på Webben (Jan2013)
verkar det — också, följdriktigt — som att GDS-portalen
inte har någon annan representation i FAKTABASER än sig själv:
— Ingenting omnämns, här veterligt, om någon »ny
revolutionerande metod för att öka precisionen i ditt gamla borrstativ», eller
liknande. Men det kanske beror på copyright.
Olika instrumentkonstruktioner — alltid efter DITT eget
huvud, naturligtvis — är meningslösa uppgifter om vi inte förfogar över en
fast, xy-avvikelsefri, djupmatning (z) i samband med olika upptagningar —
borrhål, styrhål — för exakt inpassning av instrumentets olika delar och
detaljer.
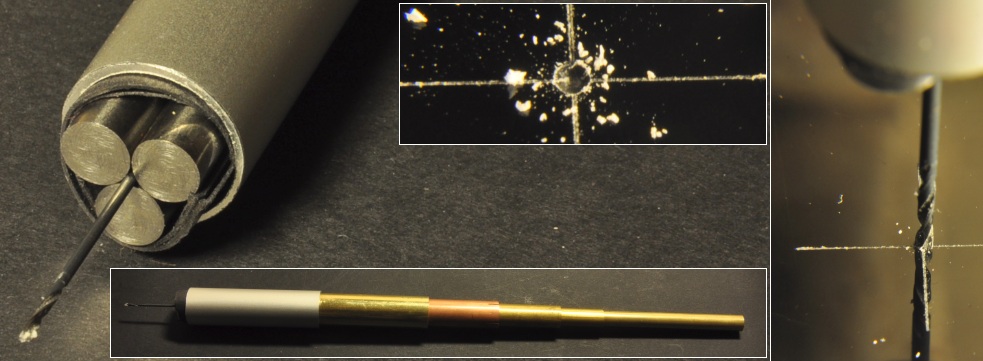
— Bilden nedan är från konstruktionsarbetet med instrumentet
för kamerrasynkronisering i samband med fotografering av urladdningsspåren
i kollisionerna mellan luftmolekyler och frigjorda aluminiumatomgrupper
(aluminiumnitrid AlN, aluminiumoxid Al2O3) [Blixturladdningens fysik 2012].
Exempel på noggrann
konstruktion som
kräver absolut högsta möjliga tillgängliga maskinprecision
BILDKÄLLA: Författarens arkiv · Arkivhp\PemJan2013 M1
6Jan2013-01-06 Bild55 · Nikon D90 · Detalj

Märkningen till
konstruktionen av urladdningsanordningen som ska användas tillsammans med kameran för
att kunna ta bilder på urladdningsdetaljer i samband med CAT-analysen.
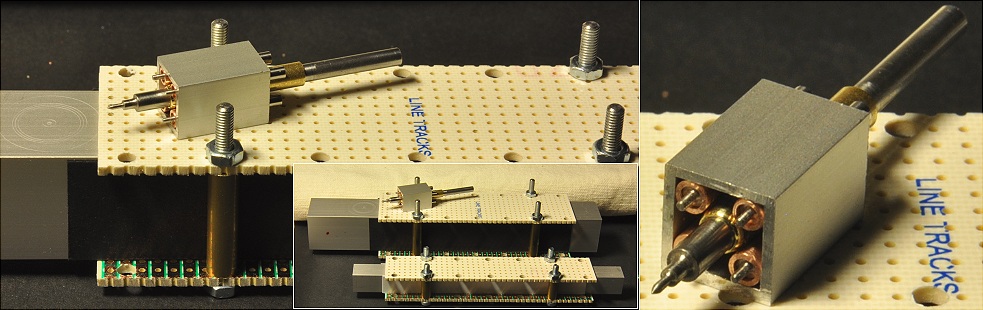
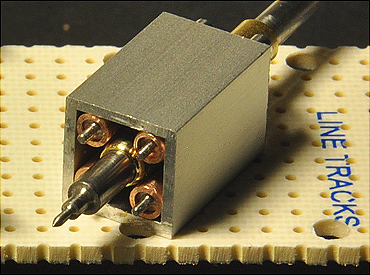
Plexiplattan 8×10×6,2 CM
BILDKÄLLA: Författarens arkiv · CATfeb2013· 2Feb2013 Bild coAFUE_8 — NikonD90 — XYcoAlFEDU
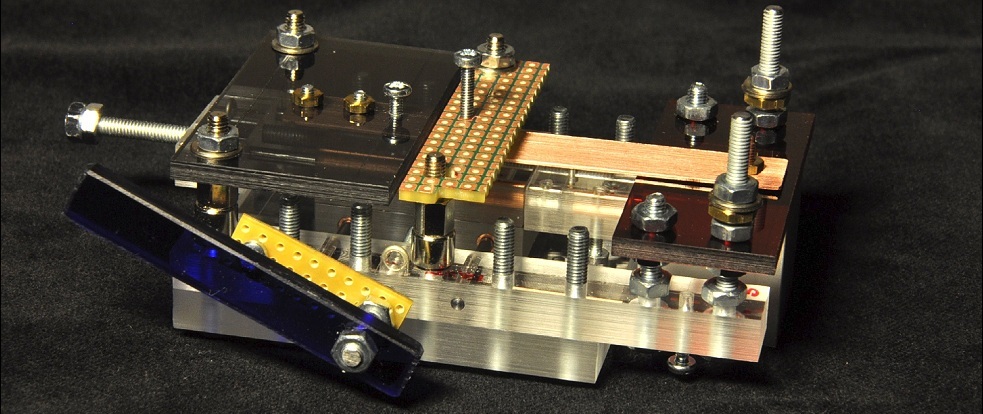
Det färdiga
instrumentblocket innehåller många noggrant inpassade detaljer som MÅSTE fungera
utan att JAMMA på grund av taskig maskinpark i tillverkningen.
— Du måste klara att borra 20-30 mM djuphål i plexiglas med
1-3mM-borrar — utan att rakhet eller håldimension blir lidande.
ALLMÄN BORRTEKNIK EFTER ERFARNA EXEMPEL
— Hur gör man för att få »snygga
BORRHÅL»?
PLEXIGLAS:
— Utnyttja svarta klippark, bilden ovan [+ ritbräde, + noggrant kontrollerade linjaler och vinkelhakar, dessa är »din privata livförsäkring» i allt konstruktionsarbete], som underlag vid uppritning med stålnål:
— Men NOTERA vikten av att markera PLEXIPLATTANS BOTTENYTA:
PLEXIGLAS uppvisar (mitt äldre sortiment från Clas Ohlson) stundtals skillnader
i tjocklek på nära 2 tiondels millimeter. OM ämnet gäller PRECISIONSARBETEN,
kan den lilla avvikelsen spoliera ett annars perfekt resultat. Med koll på
PREFERENSERNA, kan man klara det problemet.
— Jämför (den praktiskt
möjliga) inspänningen av PlexiBlocket i ett NOGGRANT UTPROVAT
MASKINSKRUVSTYCKE: VAD SPÄNNER MAN IN PÅ?
— OM felet på 2cM är 0,1
mM, och man — i ett praktiskt provfall — ska borra långhål på 2 cM för stöd
till cylinderfoder som ska bära stålstänger till en konstruktion med bibehållen
minimal friktion i lösa komponenter KOMMER RESULTATET EFTER BORRNING INTE ATT
STÄMMA med den ursprungliga grundplattans
xyz-referens på hundradelar: glidblocket kommer att fela på (max) en tiondels millimeter (vilket betyder att
kontakterande materialytor NYPER) mellan övre och undre blocksidan: Man får finna sig i att
antingen göra en ny detalj, med tillbörliga kompensationer, eller montera in
särskilda SPÄNN- ELLER DRAGFJÄDRAR FÖR ATT FÅ TILLBAKA »GRUNDFORMEN»:
glidblocket ramlar inte ner av egen tyngd: precisionen har gått förlorad.
Plexiglas är suveränt som (bärande)
konstruktionsmaterial i många hobbysammanhang (»instrumentelektronik») —
speciellt som FIXTURBLOCK — och snart sagt allt möjligt annat:
— LJUSSPRIDNINGEN från markeringar på plexiglas ger EXAKT PRECISION in till nålens spets (tusendelar):
— Använd PASSARE (specialpassare, s.k. nollpassare) för speciellt små borrmärkningar;
— UTNYTTJA ARBETSBELYSNINGENS SKUGGNINGAR tillsammans med VISUELL SYMMETRIKOLL för att få (helt underbara) precisionsmarkeringar;
— Använd en speciell stålnål (något grövre/kraftigare, med kortare spetskon) för att markera borrmärkningen (Stålnålar kan man enkelt göra själv från råmaterial som stålaxlar [typ Ø3mM] eller silverstål; spänn in stycket i en horisontellt monterad borrmaskin [gör speciella mothåll om den inspända axeln är av typen längre], filsvarva ändspetsen, runda av bakänden);
Detta gjort:
— Placera borrämnet (plexiglaset) — med fördel ovanpå ett underliggande svart klippark vilket framhäver alla markeringar med maximal tydlighet under borrchucken [ha en separat stationärt monterad lysdiodlampa i nära anslutning till borrchucken; Clas Ohlson har en mini-1W-typ med flexibel arm som fungerar perfekt för ändamålet];
— Låt arbetsstycket ligga helt löst på underlaget [oftast ytan på ett koordinatbord], så att man lätt kan justera xy-positionen för hand (resten sköter borren och maskinen):
— Starta INTE borrmaskinen, utan för borren
(1 mM för borrmärkning och som matchar föregående stålnåls KONKRATER-borrmärkning utmärkt — se särskild artikel för hur man inspänner en 1mM borr i den nyare tidens borrchuckar som inte klarar mindre än 1,5 mM)
MJUKT via pelarmatningen mot den lilla kratern i borrmärket;
Försöker man på annat sätt — med spinnande = BEARBETANDE
borr — är det bara att konstatera: MISSAR MAN MÅLET är hela borrmärket
förstört: Borta. Gone. End. Finito. Att justera en sådan miss är i princip
förenat med så mycket besvär, att man önskar man inte hade fötts.
— För SÄKER borrning i BORRMÄRKET — inget annat = garanterat
bevarad precision genom hela konstruktionen — stäng av borrmaskinen
mellan hålen: sätt borren i borrmärket, för varje nytt hål som ska borras, med
maskinen avstängd:
använd spegel/lupp/förstoringsglas för att kolla (från alla möjliga håll) om du
är osäker; du finner snabbt att »vilometoden» ALDRIG felar.
Först sedan borrtoppen glidit ner i märkkratern: Starta borrmaskinen PÅ ABSOLUT LÄGSTA MÖJLIGA HASTIGHET:
— Tänk »energi»:
BILDKÄLLA: Författarens arkiv · Arkivhp\Foto\Prov 19Jan2013 Bild
BorrPlex2 (9) · Nikon D90 med tilläggslinser
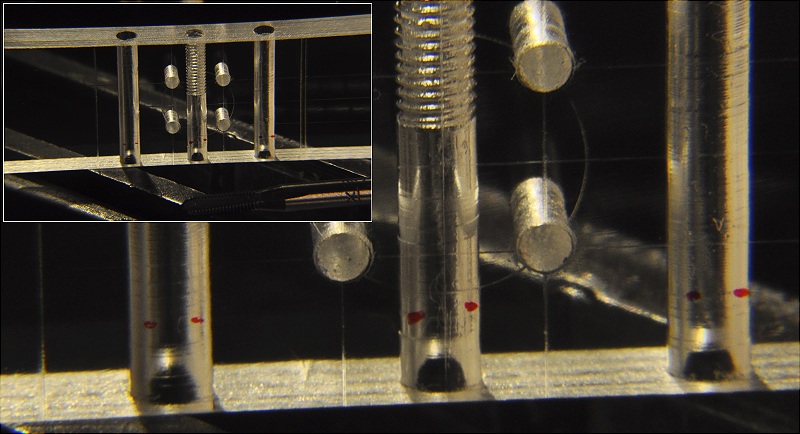
— Det här resultatet — borrning av
långa hål (här 2 cM) med smal borr (Ø1,5-3mM) i plexiglas — är omöjligt utan
absolut lägsta varvtal TYP 120 rpm: runt 2-3 varv i sekunden MAX. Inget mer.
— Med EinhellMaskinen
måste man använda skyddshandske och bromsa
chucken manuellt — för att exemplifiera ett erfaret sämsta fall med en
borrmaskin med »steglös
varvtalsreglering»
som INTE är av någon avancerad natur. I annat fall (utan broms) överhettas
borrhållet snabbt, borren nyper, och hela plexiblocket spricker i värsta fall;
I BÄSTA FALL får man ett förstört borrhåll med kokvallar och en borrdiameter
typ sekventiella grotthål längs djupleden: förstörd precision. Borrhålen måste
dessutom utföras med smörjolja
(borrningen går lättare) och/eller vatten (kylverkan, viss smörjverkan)
som droppas på mellan varven; Man får dessutom inte borra — speciellt mot
slutet — mer än någon millimeter i taget: det avverkade materialet bildar
snabbt en värmedepå, och man måste dra upp borren och rensa bort det avverkade
materialet (tandpetare, hård tandborste), frekvent. Slutresultat: perfekta hål,
precis som vi vill ha det i cyberrymden.
— Ju högre varvtal borren borrar med i plexiglaset, desto högre temperatur i borrväggarna:
— Plexiglaset börjar snabbt KOKA, smälta, med vidare obehagligheter; Grymt fula borrhål (med ev. förlorad hålprecision).
Man kan I VISSA FALL studera smältkanter i borrhålsväggarna
som diffusa ljusbrytningsområden (»speciallinser»):
FredFlintStoneMETODEN — Allmän borrteknik
— Speciellt för borrhåll större än från ca Ø3mM:
— Testa den här (mycket effektiva) metoden
— använd borrmaskinen utan ström; Fred
FlintstoneMetoden:
BILDKÄLLA: Författarens arkiv · Arkivhp\Foto\Prov BildSJ1 (23) ·
Nikon D90 med tilläggslinser
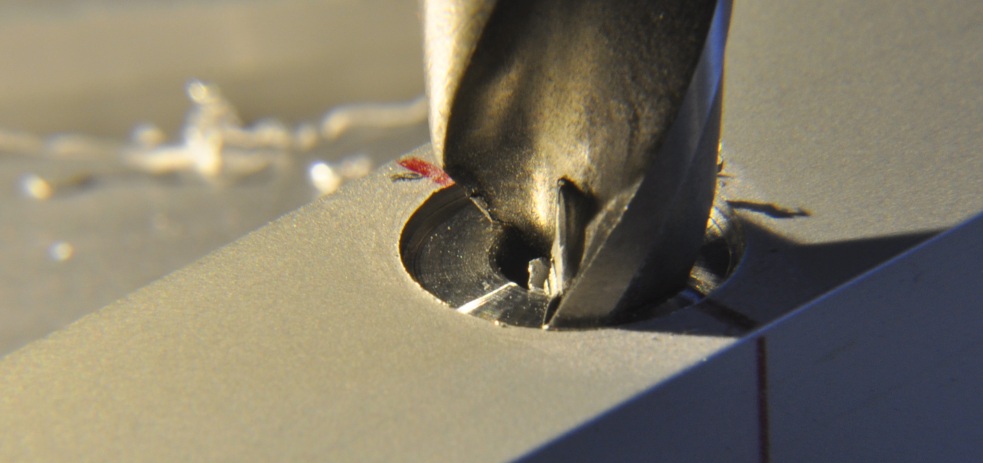
Handmetoden — utan inkoppling av
elkraft till borrmaskinen: borren roteras via handkraft med grepp om
borrchucken, borrmaskinen inspänd i ett pelarstativ; Man genomför minimala,
successiva, djupmatningar, en i taget; därefter genomförs vridningar — man kan
följa förloppet i detalj, och verkligen SE HUR borren täljer ur materialet.
— Bilden ovan från ett prov med ett 20
mM fyrkantrör (aluminiumprofil från Järnia, fabr. alfer) och en Ø13mM borr med
ca 4mM centrumspets (fabr. Piranha, finns på Clas Ohlson). Det går långsamt —
men kolla resultatet. Wao. Guvicka
snygga hål. Inte ett ljud.
— För borren mot det förborrade hålet med avstängd maskin.
— Vrid chucken manuellt, mata (TRYCK) ner pelarmatningen
(minimalt) vartefter:
— Det tar längre
tid. Men borrhåller blir exceptionellt RENT och GARANTERAT HELT UTAN SMÄLTKANTER.
— Droppa i en droppe vatten, så försvinner plexignället (och
borrningen går samtidigt lättare).
EFTER BORRMÄRKNINGEN (via 1mM-borren):
— Slutborra med aktuell borrdimension:
— Borra i sekvenser; TYP ner en eller ett par millimeter, upp, rensa bort graderna med en separat handhållen borste; Ner igen en bit, osv.;
— Man lär sig (snabbt) plexiglasets beteende, och kommer snart att märka hur man kan borra effektiva, snygga hål, snabbt.
— För särskilt krävande borrningar, använda vanlig motorolja (i en liten droppflaska) som smörjmedel (alltid vid gängning); Även några droppar vatten kan ibland hjälpa till:
— Experimentera (under noggranna observationer) ALLTID; upptäck materialet: »proffs» gör det alltid, alltid uppmärksam på nya aspekter som man kan dra lärdom av (och berätta för andra som värdefulla uppslag): Är du på väg att slappna av, tappa fokus: Stäng av maskinen, ta en paus. Brist på fokus sammanhänger ALLTID med uppkomst av skador — på arbetsstycket, eller dig. Relax. Stay focused. Ät mycket frukt och grönt (mellan godisvarven, RÖR dig emellanåt [cykla, gå, spring, stretcha — dagligen, vägra annat]), det garanterar optimal skärpa. Men det visste du väl redan.
MANUELL BORRSLIPNING — se även Riktning
av oraka borrar
MANUELL BORRSLIPNING
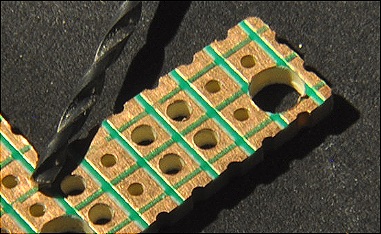
Bildkälla: Författarens arkiv · 6Jun2013 PemJan2013
ChuckEinhell Bild10
— En väl (manuellt) slipad borr kan
bespara en flera olika bekymmer — speciellt resterande borrgrader som inte vill
försvinna efter borrning av kretskortslaminat är speciellt jobbiga.
— Bilden ovan visar upptagna, borrade,
hål med diametern Ø3mM och Ø1,4mM från ett experimentkorts givna hålraster
[2,54mM delning] med rasterhål Ø0,9mM.
Utmärkta resultat fås med manuell slipning när man väl en gång fattat hur detaljerna fungerar.
— En utmärkt och noggrann grundbeskrivning ges i webbkällan
MANUELL BORRSLIPNING — excellent videobeskrivning

SHARPENING
TWIST DRILLS BY HAND
http://www.youtube.com/watch?v=QbRPPxyw1hw
— Del 1 beskriver borrfakta.
— Del 2 visar hur man slipar en (STOR) borr på korrekt sätt.
ÖVERSIKT — de enkla stegen
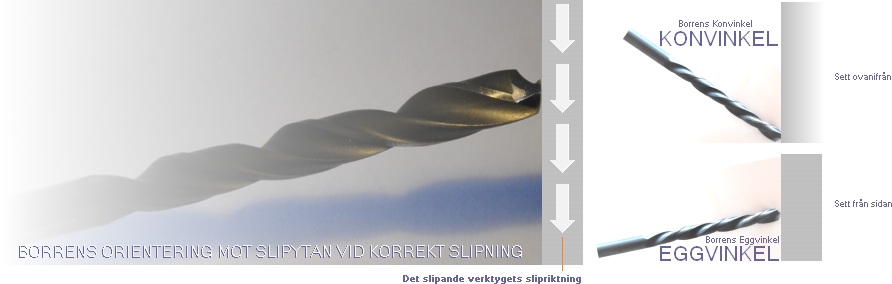
Bilden ovan sammanfattar manuell borrslipning — enligt erfaren praktik —
i de två enda grundbegreppen
konvinkel
PRIMÄRA vinkeln som borren ska vridas relativt slipytan;
— Notera att borrmaterialets hållfasthet avtar med växande
konvinkel = mer avverkat borrmaterial. Man kan själv öka konvinkeln genom
slipning, t.ex. större dito för bearbetning i mjuka material om sådana behov
föreligger.
och
eggvinkel
SEKUNDÄRA vinkeln som borren ska lyftas upp i framänden
relativt slipytan;
— Notera även här att
borrmaterialets hållfasthet avtar med växande
eggvinkel = mer avverkat borrmaterial = svagare [MEN SKARPARE] egg.
Bildens högra del överst visar konvinkeln för en borr betraktad ovanifrån, ner mot sliphjulet, och underst eggvinkeln med sliphjulet sett från sidan — bilden nedan förtydligar den delen i förening med ovanstående vänstra bilddel.

TESTA MED ETT SLIPHJUL eller SLIPSKIVA enligt bilden närmast ovan
— företrädesvis en liten diamantcylinder (finns på Clas Ohlson).
— GENOM ATT ÖVA (frekvent, mellan
varven) på att nyslipa borrar manuellt
och kolla resultatet enligt det enkla Borrtestet
utvecklas snabbt kunskaperna;
— Använd (med fördel) den lilla
diamantslipcylindern (finns som tillbehör till miniborrmaskiner på t.ex. Clas
Ohlson [2012]), spänn in den i en horisontalmonterad
borrmaskin (»svarvslipen»); måtta, som i
illustrationerna ovan, referenslinjer visuellt via borren/slipcylinderns
längslinje, och (för NybörjarMej — även proffsen glömmer med tiden hur det var
…) tänk på att lyfta upp borrens
referenslinje (den som ska slipas) ovanför/utanför cylinderaxeln, vilket
ger själva borreggens avverkande lutningsvinkel (minimal för borrning i hårda material, annars riskerar
borren att haverera);
— BÖRJA SÅ HÄR: Härma/Slipa efter fabrikantens symmetrioriginal
(studera först noga, försök »se» [det blir lättare framöver med ökad
erfarenhet]) — eller (när kunskaperna ökar) efter egna önskemål.
Metod:
0. Montera slipcylindern på horisontellt monterad borrmaskin (Billigt
bänkfäste finns på JULA
för borrmaskiner med 43mM halsvidd);
1. Passa in konvinkeln —
i samma plan som normalen till slipcylindern genom dennas rotationsaxel;
2. Lyft sedan upp
borrspetsen en liten bit ovanför normalen (enligt borrens ursprungliga tillverkningsprofil, studera denna
först noga) vilket ger slutläget för korrekt slipning;
4. Starta slipcylindern
med vanlig moturs rotation (samma som för borrning).
5. För försiktigt borrens
ena spetsskänkel mot cylindern och utför slipningens första fas — avsluta och
vrid sedan borren i handen (utan att darra) 180° och slipa den andra skänkeln
lika.
6. Kolla borrprofilerna —
ytterst noga, hela resultatet hänger på den delen när eggvinkeln väl är
etablerad:
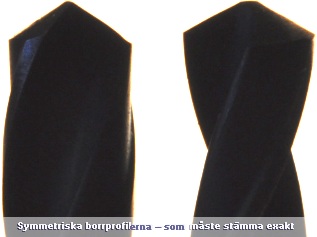
— Kolla NOGA de
bägge avgörande borrprofilerna emellanåt under slipningen
— använd
pannlupp/förstoringsglas så att tydliga, stora konturer visas.
— Uppgiften är
att uppnå EXAKT SYMMETRI — du kommer snart att upptäcka hur oerhört finstämd
DIN precisionsuppfattning är, och som du själv kan verifiera med efterföljande
borrtest — som ger dig högsta betyg när korrekt slipning är uppnådd.
7. Speciellt för större
borrar: avsluta slipningen genom att RULLA borren medurs, från slipeggen och
neråt, bakåt för varje skänkel, så att samma eggvinkel (inte bara
slipcylinderns profil) etableras på den underliggande borrkroppen.
— Denna detalj blir mindre viktig med (speciellt) små borrar, men gäller
i princip för alla borrdimensioner — speciellt om man ska borra i hårda
material.
Borrtestet— MANUELL
BORRSLIPNING
SLUTFÖR [Manuell borrslipning] GENOM ATT UTFÖRA DET
AVGÖRANDE BORRTESTET
— Korrekt slipning betyder nollkrafter i sidled: endast kontaktställets
perfekt balanserade vridmoment återstår då; En icke korrekt slipning inför
extra krafter som fördelar vridmomentet osymmetriskt: arbetsstycket tvingas
röra sig omkring borraxeln
NOTERA SYMMETRIFUNKTIONEN
I SLIPNINGEN OCH DE MÖJLIGA FELKÄLLORNA:
— Genom att man vrider
borren runt borraxeln 180° för att slipa varje borreggsskänkel för sig fördelas
också det möjliga symmetrifelet med MARGINELL avvikelse:
— OM man missar, BÖR blir
felet i vilket fall blir LITET i förhållandet mellan de bägge symmetriska
skänkelsidorna.
— Man upptäcker SÅLEDES
strax, att mycket av slipresultatet bygger på KÄNSELN i fingertopparna
TILLSAMMANS med TIDEN SOM VARJE SLIPTILLFÄLLE ansätts på: lika tider, lika
tryck, lika ansats, jämn kraft, framtvingar perfekt symmetri. Det är
»MUSIKALISKT». Absolut.

MED BORREN INSPÄND I EN BORRMASKIN/BORRCHUCK I ETT BORRPELARSTATIV:
Använd en liten bit plexiglas —
den ska ligga helt löst under borren;
ELLER som i bilden nedan — med
horisontalmonterad borrmaskin [enklast]:
XtremeEtuiet — Clas Ohlson 2010

Foto 20Jul2013
Prov Borrar Bild Xtreme1 · Nikon D90
— Endast 5 av de 15 borrarna i etuiet
klarade en första preliminär grovtest. Se även bilder
på slipformen i en del av borrarna i ovanstående etui — från
Clas Ohlson 2010.
— Håll en bit plexiglas helt
löst mot borrspetsen, bilden ovan höger, och låt borrchucken rotera på absolut
lägsta varvtal — använd arbetshandske som mothåll om det behövs för att få ner
varvtalet:
— Minsta lilla symmetrifel —
ORAKHET PLUS OSYMMETRI I SLIPNINGEN — yttrar sig i JIGGLING: plexiskivan tuggar
fram och åter, upp och ner: borren är INTE OK för finmekaniska ändamål.
— När den långsamt roterande
borren förs ner mot plexiplattan och vidrör denna — ytterst lätt — ska [frånsett tendens att rotera exakt
centrerat kring borraxeln] ingen som helst RÖRELSE kunna iakttas hos den
friliggande plexiplattan: den korrekta slipningens symmetri — PLUS
EN KORREKT RIKTAD BORR UTAN NÄMNVÄRT
RAKHETSFEL — skapar exakt lika stora symmetriskt verkande krafter mellan borrspets
och plattans yta, och ingen rörelse BORT FRÅN BORRAXELN hos plexiplattan kommer
därför att utbildas.
— Observera att en del (moderna)
borrmaskiner kan jävlas — »luras på borrar» — på grund av diverse »fel i
chucken» — se exempel i EinHellChucken1A
med vidare i ExaktaTestet.
Allmänt för BORRTESTET — hur man kontrollerar sina manuellt slipade borrar:
— Är borren korrekt slipad och dessutom rakt inspänd
ska plexiplattan inte röra sig det minsta NÄR borren touchar materialytan:
plattan ska ligga helt stilla: Borrens kontakt med materialytan strävar att dra
denna med sig i borrens rotation, men om kontakttrycket är litet — som här —
överväger plattans tyngd kontakttrycket, och plattan ligger helt stilla:
— Finns, nämligen, allra minsta
symmetrifel i borrens slipning, kommer plexiplattan att JIGGLA på motsvarande
osymmetriskt fördelade kraft: den roterar kring en medelpunkt vid sidan av
sanna borraxeln SOM OM borraxeln vore sned (är den det, kallar vi fenomenet för
precession: borren wobblar [som en krängande snurra]).
— OM uppgiften med manuell slipning till en början verkar krävande, ge
inte upp. Vila (ett tag) och gör ett nytt försök.
— När man väl hittat stilen, när man lyckas och får godkänt av
naturfysiken [BORRTESTET],
blir det sedan svårt att inte också få uppleva fortsatta
betyganden från naturboken.
16Jan2013
VINKELKOLLEN
VINKELBLOCKET — hur det konstrueras
Allt konstruerat omkring oss — garanterat — bygger på PLANA
YTOR (XY) och rotationsaxlar (Z): det finns inte en pryl som INTE kan kollas
med ett enkelt xyz-vinkelblock. Vi studerar det.
ALLTID, i alla mekanikens sammanhang, speciellt i VARJE AVGÖRANDE
KÄNSLIGT KONSTRUKTIONSMOMENT:
Kolla kopplingen plan (XY) och normal (Z) på allt möjligt med
följande ytterst enkla medel — du och jag (stadsbor) kan få fram den färdiga,
ytterst användbara konstruktionen (i princip inom timmen, om vi bor lägligt):
BILDKÄLLA: Författarens arkiv · Arkivhp\PemJan2013 18Jan2013
Bild vBLOCK (1);VinkelVice (1)(2)(4)(6)(8);VinkelXYbord (2);VinkelXYbord
(4) — Nikon D90
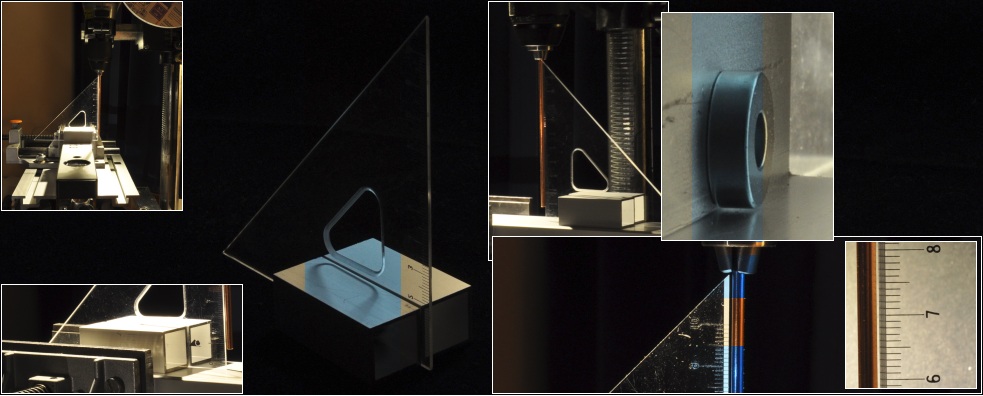
MOBILT
VINKELBLOCK med 2st korta bitar aluminiumfyrkantrör, två neodymmagneter och en
liten vinkelhake i plast.
1. 20
mM Aluminiumprofil med hög
grad av rätvinklighet och måttnoggrannhet — Finns på JÄRNIA ![]() (snyggaste
typen, ytbehandlad med icke elektriskt ledande skikt, fabr. alfer);
(snyggaste
typen, ytbehandlad med icke elektriskt ledande skikt, fabr. alfer);
— Såga av ett par bitar typ 5 cM — använd maskinskruvstycke + SandviksSåg
eller bågfil; efterarbeta med Sandviksfil och nålfil för att fintrimma bort ev. kvarvarande metallgrader;
BILDKÄLLA: Författarens arkiv ·
Arkivhp\PemJan2013 VinkelXYbord
(3);(4) — Nikon D90
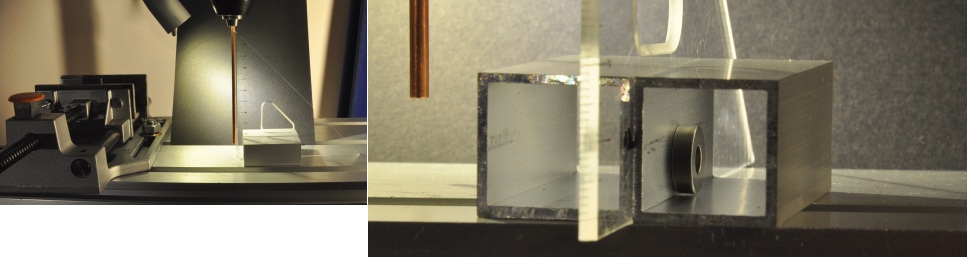
VINKELBLOCKET: två aluminiumfyrkantrör,
två neodymmagneter, en liten vinkelhake i plexiglas. Så oändligt användbart,
tacksamt utan slut.
2. 2st neodymmagneter av typen Ø10 mM
— Finns (2013) på Clas Ohlson, art. 31-1466 (med 4mM hål), 31-1467 utan
hål, 59:- 10-pack;
3.
liten (10-12 cM) vinkelhake i plexiglas typ 45°/90° — Finns hos (välsorterade)
bokhandlare
Kontrollera först att vinkelhaken verkligen visar RÄT VINKEL MED VISUELL
ABSOLUT PRECISION:
— För att kontrollera RÄTA VINKELNS PRECISION behöver man ett PLANT
ANHÅLL — typ ena sidan på den inköpta aluminiumprofilen, eller metallkroppen till
ett vattenpass, om inget annat finns — + en fint vässad blyertspenna och ett
plant underlag med ritpapper;
Hur man kontrollerar vinkeliteten hos en rätvinkelhake
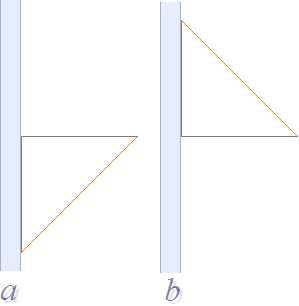
— Placera vinkelhaken mot anhållet (a) och rita NOGA efter kanten
på rätvinkelsidan;
— Vänd sedan på vinkelhaken (b): Måttas EXAKT (visuellt) samma noggranna
linjepassning, är vinkelhaken GODKÄND.
Annars inte.
— Tänk på — noga — att den fullt godkända vinkelhaken kommer
att användas livet ut av dig, i alla kontroller. Det finns därför all anledning, grym motivation, att lägga
ner extra tid, möda och energi på att få passningen så visuellt exakt som det
alls går: till din STORA glädje och tillfredsställelse i allt vidare arbete.
— Om felet är oacceptabelt stort (vilket ofta är fallet i masstillverkningens spår);
— Fram med (fint) sandpapper, slipklotsar, finfilar, allt vad du kan
hitta på för att bearbeta ENA vinkelsidan tills den får acceptabel riktning;
— MED DEN BEARBETNINGEN måste vi då också ta med i räkningen möjligheten
att rakheten i vinkelsidan ändras.
— Det finns bara ett sätt, bara EN chefsingenjör för den uppgiften: DU,
Din erfarenhet, Din känslighet.
— Om det jävlas (OM det
INTE gör det i början, är det något fel på dig: alla vi nybörjare har
det jävligast i början): vila. Ta en paus. Kolla på bio eller ta en
cykeltur. Kom sedan igen. Tänk på (moroten) att det du gör, gör du för hela resten
av ditt liv: en gedigen produkt, den bästa, mest användbara PRYL du någonsin
gjort. Den kommer, garanterat, än in till din sista dag att hänga med överallt,
i allt du gör i konstruktion och mekanisk analys.
— Större vinkelhakar kräver mera arbete om inte exakt visuell passning
från inköpet. VINKELSIDANS LINJÄRITET kan då också bli (extra kritisk): vid
justeringen måste man klara två uppgifter samtidigt: bevara linjäritet och rät
vinkel. Det är tillåtet att vila, men aldrig att ge upp.
4. lägg
en magnet i varje fyrkantrör, för ihop profilerna sida vid sida och skaka till:
magneterna dras ihop automatiskt på närliggande profilväggar;
5. sära
på profilerna och skjut in den smala vinkelhaken emellan;
— Magnetkraften räcker för att hålla den lilla vinkelhaken fast vid
fyrkantprofilerna (profilerna följer med om man lyfter i vinkelhaken).
VINKELBLOCKET
PRAKTISKT TILLÄMPNINGSEXEMPEL
Arbetsbordets
läge kontrolleras | Borrmaskinens
infästning kontrolleras | Maskinskruvstyckets
passning kontrolleras
Vinkelhaken i fyrkantstödet kan nu användas som NORMALVINKELBLOCK för att kolla rakheten i
alla typer av linjära utsträckningar.
JÄMNHETEN i VINKELHAKENS TUNNA MATERIAL, tillsammans med
»fyrkantigheten» i aluminiumprofilen är det som avgör användbarheten:
— Med industrins högt drivna precision i tillverkningen av
aluminiumprofiler (2013), samt (i allmänhet) den snäva toleransen för
plexiskivans tjocklek, kommer slutprodukten med vinkelhake och
aluminiumprofiler tillsammans som VINKELBLOCKET
att utgöra en genuin VISUELL precisionsmätbas för alla finmekaniska arbeten och
moment.
Motsvarande på webben har eftersökts
[Jan2013] men ännu inte påträffats.
Arbetsbordet — VinkelBlocketPraktik
Arbetsbordets läge kontrolleras
— Speciellt avgörande är kontroll av ett xy-bords inställning relativt
ett pelarstativs pelarutsträckning:
— Hur än en borrmaskin är inspänd i pelarstativet, kommer den i vilket
fall att följa pelaren i borrverktygets djupmatning. Det blir därför av
yttersta vikt att FÖRST kolla upp att arbetsbordet — ofta ett koordinatbord
eller »xy-bord» — uppvisar en visuellt mycket noga överensstämmelse med
pelarens längsutsträckning, både i x-led och y-led.
— För detta ändamål kan VINKELBLOCKET
användas med galant resultat.
[Man har xy-bordet uppställt på fyra grova hörnstålskruvar i
en grundplatta, vanligen av gjutjärn; xy-bordet höjdjusteras via muttrar, noga,
tills ingen visuell avvikelse kan observeras].
Borrmaskinens infästning —
VinkelBlocketPraktik
Borrmaskinens infästning kontrolleras
— Efter arbetsbordets normaljustering med hjälp av VINKELBLOCKET, är det den linjära
utsträckningen i borrmaskinens borraxel som står på tur (BildenOvanVä):
— En borrmaskin som INTE uppvisar hög noggrannhet i parallellitet med
djupmatningens längsled, alltså i parallellitet med pelarstativets pelare,
kommer obönhörligen att leda maskinoperatören — dig, och mig — till LEDA:
— Det funkar inte, passningen blir urkass, speciellt för LÄNGRE (grovt
sagt från 5mM och uppåt) arbeten. Därför nämligen att VITSEN MED FINMEKANIKEN är
och förblir in till (främst) hundradelar (0,0n mM). Allt vid sidan av det betyder GLAPP eller
OBÖNHÖRLIG LÅSNING, vilket som gäller från fall till fall. Och därmed var den
tjusiga konstruktionsidén till ända: perfekt idé. Kass utrustning.
Maskinskruvstycket — VinkelBlocketPraktik
Maskinskruvstyckets passning kontrolleras
— Sist i raden av GRUNDKONTROLLER följer det ofta använda
maskinskruvstycket:
— Är inte också det i RÄTVINKLIG passning med det övriga, kommer
slutresultatet i vilket fall INTE att göra någon glad: Det blidde fel i slutet,
lik förbaskat.
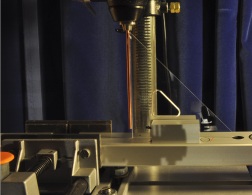
BILDKÄLLA: Författarens arkiv ·
Arkivhp\PemJan2013 VinkelXYbord (8) —
Nikon D90
I bilden ovan har maskinskruvstycket [BILTEMA]
[ORIGINALClasOHLSON] spänts fast på ett
xy-bord via tre stålskruvar (M10).
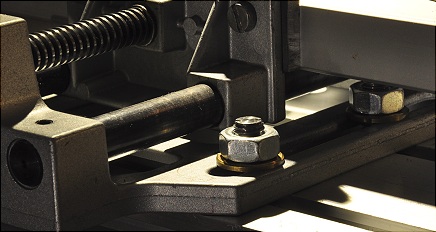
BILDKÄLLA: Författarens arkiv ·
Arkivhp\PemJan2013 VinkelVice (3) —
Nikon D90
I maskinskruvstyckets öppning har placerats och spänts fast ett
Hultafors AZB60 vattenpassblock (aluminiumblock, 60×4,92×2,30 cM). På
Hultafors’ passblock har sedan VINKELBLOCKET
placerats för kontroll.
— UTGÅNGSPUNKTEN är att »vi litar på hultaforsprecisionen»: kontroll med
ett Luna skjutmått visar att blockmåtten på passblocket är (ytterst) goda. Så,
vi har (här) ingen anledning att misstänka (större) felkällor i den
fabriksbasen.
Men kolla nu ELASTICITETSASPEKTENS INVERKAN på maskinskruvstyckets olika längsdelar då
de olika låsmuttrarna anspänns eller släpps av:
BILDKÄLLA: Författarens arkiv ·
Arkivhp\PemJan2013 VinkelVice
(1);(6);(7);(8) — Nikon D90
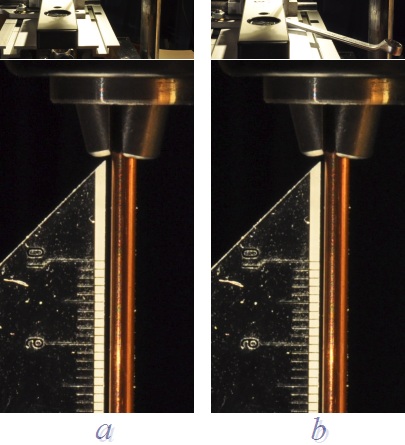
Känsligheten i maskinskruvstyckets
inspänning avspeglar tydliga skillnader i maskinprecisionen.
SKILLNADEN mellan (a) och (b), fotografierna ovan, är
endast att ytterskruven på maskinskruvstycket från spänt läge (a) har
släppts upp (b) med ringnyckelns vridning ca 60°;
— Gängstigningen för M10 är 1,5 mM per varv; 1/6 av det ger 0,25 mM.
— Motsvarande ändring i position för VINKELBLOCKET [en dryg decimeter längre upp som
hänger med i skruvändringen relativt den fasta referensstången inspänd i
pelarstativets borrmaskin] visar som vi ser i bild (b) en tydlig
injämkning med referensstångens linjära utsträckning — den KOLL vi HELST vill
ha i den maskinbearbetande händelsehistorien.
Med andra ord — i lärdom från undersökningen:
— FÖR ALLA MASKINDETALJER SOM INTE ÄR FÖRANKRADE I TONVIS MED GJUTJÄRN: Var uppmärksam på ELASTISKA SPÄNNINGAR i maskindetaljernas olika delar vid »kontroll av maskinprecisionen»:
— Att kontrollera (»med lösa skruvar)» är EN sak.
— Att börja maskinbearbeta med en inspänd detalj KAN vara något helt annat.
— Och man kan TRO så väldigt mycket, fram tills arbetsresultatet står på bordet, och man grimaserar av smärta, våndas, över att man kunde missa så. Bara att börja om från början igen (Det, om något, kan ta knäcken på vilken optimist som helst).
— Känner man inte till dessa och liknande feldiken, KAN maskinläran bli till en ren (outhärdlig) plåga: man VET att något är FEL, men fattar, möjligen, ingenting av exakt vad.
DÄRFÖR:
— Använd ALLTID, så långt det är möjligt, och in till sista stund FÖRE maskinbearbetningen det alltid superfasta pålitliga enkla VINKELBLOCKET för att vara på den säkra sidan.
TRO inget.
VET. Vet du inte: vägra utföra, tills vetskapen infinner sig — dina marginaler, din säkerhet, och framför allt: din arbetsglädje.
BILDKÄLLA: Författarens arkiv · Arkivhp\PemJan2013 18Jan2013
Bild VinkelVice (9) — Nikon D90
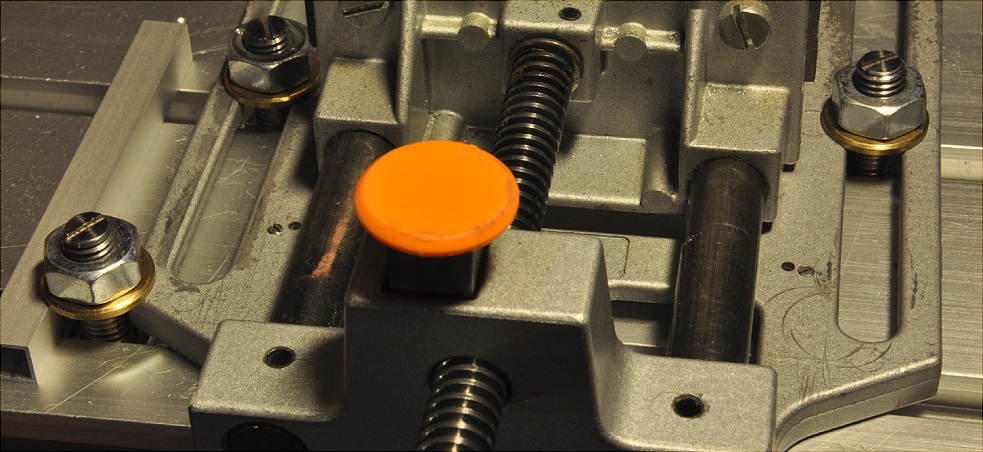
Mitt exemplar — med alla fintrimningar
efter noggrann visuell precisionskalibrering med vinkelblocket
— maskinskruvstycket klart för inspänning
av raka detaljer för maskinbearbetning.
— Mitt exemplar krävde en viss
förbehandling: ett litet diagonalglapp via skruvstyckets bottenytan måste först
justeras (med Sandviksfil)
för att få stycket att vila helt plant mot det underliggande arbetsbordet, utan
glapp. Det är ê tydligen — något man får räkna med från inköpet: den inköpta
produkten MÅSTE OVILLKORLIGEN finjusteras — OM man vill ha maximal visuell
precisionskoll på och kunskap om sina verktyg, vad de kan och inte kan.
Med kunskap om maskindetaljens material (och elasticitet) kommer man snart på HUR detaljerna ska användas för bästa resultat. Glöm inte av det när du handlar in ditt nya maskinskruvstycke från BILTEMA: tro inte för ett ögonblick att NÅGON detalj man köper i handeln matchar ditt unika (eviga) VINKELBLOCK.
Det är (min erfarenhet) mera av regel än undantag att smärre avvikelser finns — som för den moderna husbyggarens del (ofta »ClasOhlsonPrylar») helt saknar betydelse.
Hantverket och finmekaniken 2013 — VinkelBlocketPraktik
Enligt min egen erfarenhet
(varför jag påpekar dessa detaljer):
— KUNSKAPEN OM HANTVERKET — finmekaniken — finns avgjort INTE hos Clas Ohlson. Inte 1984. Inte 2013. Inte heller hos Järnia (2013 — Jämför EinHell-maskinen).
— Däremot KAN (butiks-) personalen på (t.ex.) Clas Ohlson ha vissa kunskaper i typen HUSBYGGNAD och TIPS FÖR VILLAÄGARE (hamring i sten och betong, jämför COTECH-maskinen, Axiella Chuckglapp; ). Men det området täcks inte av innehållet i den här framställningen som HELT är ägnad området finmekanik för hobby och amatörer.
— Alla (seriösa människor) VET att det är (JÄTTE-) jobbigt med butikspersonal — inte KUNNIGT verkstadsfolk — som plötsligt OOMBEDD kastar fram orden ”vad ska du ha det till”. (»Det ska du alldeles skita i» …).
— Det är oförskämt. Men ofta förekommande i olika säljbutiker i vår tid.
— Det är OK om man själv ber om ett sådant samarbete — möjligheten för en utomstående att yttra sig över innehållet i din egen privata överläggning i olika konstruktiva göromål — jag ska TESTA gjuta löspenisar med det, typ, men det är inget jag vill stå här i butiken och diskutera med Dig om.
— Men personal som OBETINGAD hoppar på en med dylika meningar är det värsta man kan råka ut för — DÄRFÖR nämligen att alla (seriösa, redan) VET att ANLEDNINGEN till personalens oombedda intrång är INBILLNINGEN att personalen anser sig VETA och KUNNA mera och bättre än kunden — vilket är en KLASSISK DÖDSSYND sett från den expedierande personalens synvinkel: MAN FÅR INTE GÖRA SÅ — inte ens TÄNKA så.
Jämför det här — korrekt sätt:
— Får jag fråga vad du ska ha det till?
Då är NEJ nej och JA ja.
— Den möjligheten ges inget utrymme för i den påhoppande VadSkaDuHaDetTill-personalens anda.
— Vi VET att personalen (i de olika säljbutikerna) INTE HAR KUNSKAPERNA att OBETINGAT diskutera sådana frågor.
Så, vad svarar man, då?
— Till att börja med TITTA PÅ — analysera, undersöka. Sen får vi se.
Eller, helt enkelt, ärligt:
— Varför frågar du det? Det har inte du med att göra — om jag inte ber dig särskilt om råd, och det har jag inte gjort. Du är oförskämd. Lämna mig ifred. (GUD vilka läskiga människor det poppar upp i det här tidevarvet).
Ta exemplet med butikspersonalen P (Clas Ohlson 2009) som frågar ”vad ska du ha den till” i anledning av en kund K som tittar på en värmepistol:
— P är av typen »påstridig Kunnig». K omnämner exempel man INTE behöver en värmepistol, typ olika enklare applikationer med en vanlig enkel ljuslåga — enklare tennlödningar utförs med utomordentligt gott resultat med den enkla värmekällan, förutsatt massan som ska värmas inte är för stor.
— P utbrister då att det kan man alls inte göra, för det SOTAR.
Wao.
Det är till att VETA vad man talar om ENBART grundat på ERFARENHET.
— Vad är det som gör att en säljbutiks personal ÖPPET SKARVAR, LJUGER, HITTAR PÅ inför en kunnig hantverkare? Veterligt inget annat än ett STORT KUNSKAPSBEHOV — som tyvärr (ännu) inte har någon matchande modebutik.
— Det är alltid kul att möta verkligt kunniga människor. Absolut.
How to drill straight — 36 400 000 resultat (12Jan2013)
—
RAKA HÅL med maskinskruvstycke, svängjärn + borrar, rör, tvingar, träblock (och annat tillgängligt) för
fixering — igen webbeskrivning ännu påträffad [Jan2013]:
— De
VIDEO-exempel som visas på webben utgår alla ifrån borrmaskiner: här utgår vi
ifrån DIG: handkraft, exakt balans och fingertoppskänsla: HANTVERKETS ABSOLUT
ELEMENTÄRA GRUNDER — tillsammans med industrins absolut bästa basprodukter i
toppklass (FÖRUTSATT ATT
LEVERANTÖRERNA INTE DEMOLERAR DEN FINA industriPRODUKTEN GENOM taskiga
LEVERANSER OCH mindre upphetsande LAGERHÅLLNING): rör, stänger, plåt.
16Jan2013
RAKA HÅL
WEBBEN INNEHÅLLER mängder med förslag och lösningar till HUR man får
RAKA HÅL (på stora arbetsytor) — utan att ha tillgång till dyra maskiner typ
pelarborrmaskiner (eng., drill press) eller annan mera avancerad
utrustning.
GENERELLT ANVÄNDS och finns att köpa OLIKA TYPER AV BORRJIGGAR
(eller borrfixturer) — men begreppet precision i dessa jiggar (eller riggar)
kan diskuteras, beroende på önskemål i noggrannhet.
PRAKTISKA GRUNDEXEMPLET är att vi jobbar på en STOR planyta, typ
spånskiva (flera kvadratmeter) — utan tillstymmelse till något att »spänna fast
i»:
— Hur fixar vi RAKA HÅL i den skivan (en till flera centimeter) för
infästning till olika (TYP) maskindetaljer som ska passa ihop i slutklämmen —
utan att vi bryter ihop på slutet på grund av missad precision i de raka hålens
rike.
Det finns ett MASKINSÄTT, en typkonstruktion — eftersökt på webben
(Jan2013) men ännu inte upphittad:
BILDKÄLLA: Författarens arkiv · Arkivhp\PemJan2013 DrillNormal (2) — Nikon D90

Vi behöver
1. Ett 20 mM AluminiumFyrkantProfilRör (godstjockleken 1,5 mM om Järnias
alfer-produkt [bästa valet, min mening]);
— Fyrkantprofilen håller hög industriell klass (små toleranser i fyrkantighet och linjäritet: rören är
VÄLDIGT raka [om inte demolerade via lagerhållning och hantering vid
kapning: sådana exempel finns (IRONBILL, inte genomgående, men i vissa fall får
man kapa av någon centimeter på ändarna, dessa är oanvändbara, tillstukade)])
och kan användas som grund för alla typer av bastillämpningar där RÄTBLOCKETS
NOGGRANNHET önskas.
2. RÖR — alla upptänkliga typer kan användas som BORRFODER — förutsatt
lämpligt omgivande positionshållande material: som ovan, aluminiumfyrkant.
— IRONBILL ![]() har de flesta olika rör och stänger i (alla för konstruktionsFINmekaniken)
material: stål, mässing, koppar.
har de flesta olika rör och stänger i (alla för konstruktionsFINmekaniken)
material: stål, mässing, koppar.
— Slöjd&Detaljer ![]() har ORIGINALClasOHLSON-mässingsrören
(bilden ovan) i/y
Ø5mM/3mM:
har ORIGINALClasOHLSON-mässingsrören
(bilden ovan) i/y
Ø5mM/3mM:
3. DOKUMENTTEJP (ScotchMAGIC) med RUTAT PAPPER för ansättning av lika
REFERENSriktlinje runt om fyrkantstången,
vilket ska garantera rakheten i
loddelens x-del;
4. En millimeterskala (plastvinkelhaken) med vars hjälp en stålspets
placeras MED MAXIMAL NOGGRANNHET mitt på fyrkantprofilen, en på varje motsatt
sida,
vilket ska garantera rakheten i loddelens y-del.
— Var inte dödsförskräckt om målet missas: det finns ALLTID sätt att justera i efterhand: TYP inpressning av papper eller (bearbetad, tillplattad) metalltråd (koppartråd finns i många olika dimensioner som TRANSFORMATORTRÅD på t.ex. ELFA [men det är (ännu Jan2013) ytterst krångligt att hitta i deras i sig förträffliga detaljdatabas — utförlig guidning krävs]);
5. En vass stålnål för metallmarkeringar som en separat passare kan användas på som grund för att RITA UPP MÄRKCIRKELN till sluthålet:
Konstruktionen
Ingen idé att ens tänka tanken
med en handhållen handborr (borrskaft):
— ÄVEN DÅ man genomför en noggrann borrmärkning — från en syl eller en
körnare — kommer borrspetsen i vilket fall att GLIDA på den handhållna
osäkerhetens små rörelser; borrhålet kommer INTE att matcha borrmärkningens
STÄLLE; avvikelsen är (helt säkert) flera tiondels millimeter: långt från
målet;
— Även en handhållen borrmaskin, trots en stadig hand, betyder en viss
avvikelse i djupled beroende på OSÄKERHETEN I z-led; vi kan aldrig med
någon bestämdhet förutsäga VAR, visuellt exakt, sluthålet kommer att hamna PÅ
UNDERSIDAN — och därmed också demolerad noggrannhet.
— Så: BORRSÄTTET att ta upp huvuddelen av borrfoderhålet i
aluminiumfyrkanten har här ingen som helst betydelse; sätt i borren i mitten av
passarringen och bara borra; Finliret utförs sedan med FIL;
nålfil för precisionen i cirkelrundheten i matchning till passarcirkeln, och
grovfilen till avslutningen med exakt dimension;
— När endast ca en halv millimeter återstår av diametern, kan rundfilen
(max 6-8 mM kan användas med
rundfilar av den vanliga typen), kan rundfilen användas som ett
precisionsverktyg;
— Man pressar in filen, mjukt, sakta, lätt, upprepat samtidigt som man
roterar den baklänges (inte i
vanlig skruvriktning, då nyper det); Rundfilen kryper då så sakta
igenom;
— Genom att mäta längden på genomgången då första hålets diameter uppnås
(kontroll pågår kontinuerligt
genom att söka passa in mässingshylsan i hålet), får man en automatisk
indikering på hur långt delen på motsatta sidan ska skjuta ut för att få samma
diameter (Mät, anteckna och fortsätt); Man får vara ytterst försiktig i
precisionen: skillnaden mellan ICKE-passning och passning (i hårda material) är
bara på ental hundradelar; passning via avverkning infinner sig ALLTID
plötsligt. Ta därför litet i taget speciellt mot slutet.
OM MAN LYCKAS har man fått en MOTSVARANDE precisionsbaserad borrjigg (eller borrfixtur): kontrollera rakheten via VINKELBLOCKET;
— Aluminiumfyrkantröret med den konstruerade borrhylsan kan nu användas
tillsammans med tvingar på ett större, kraftigare (utprovat, hyvlat)
trävirkesblock;
Man borrar ett RAKT HÅL genom träblocket (typ 35×70mM) — i änden på en
längre bit (en meter);
— Hela plankan fungerar
sedan som ett perfekt, trögt, mothåll tillsammans med en hand, ett knä eller en
fot, som håller fast plankan medan man utför borrningen genom stödhålet (Jag har gjort så vid flera tillfällen
i tidigare arbeten med spånplattor [men då med stödborrhålet i träplankan via
en pelarborrmaskin] för uppmärkning av precisionspassningar [för sammanfogning
med andra detaljer], och det har fungerat utmärkt; utsedd RAK
träblocksdimension, typ hyvlat, 33×69 mM).
ALUMINIUMFYRKANTSTÅNGENS STÖDBORRHÅL (mässingshylsan som arbetsexempel i bilden nedan vänster)
kan också, direkt, användas för att konstruera ett BORRFIXTURHÅL i det material
som ska bearbetas, bilden nedan vänster:
BILDKÄLLA: Författarens arkiv · Arkivhp\PemJan2013 DrillNormal (4) — Nikon D90

ETT PLEXIGLAS (Finns på Clas
Ohlson i halva A4-format) monteras på en spånplatta som borrskydd över
finaste köksbordet tillsammans med en tving som håller fast aluminiumstången
mot plexiplattan och spånplattan;
— Använd aluminiumfyrkantröret med borrhylsan tillsammans med den enkla handborren för att göra ett RAKT HÅL
genom plexiplattan — ingen förmarkering krävs, vi kommer till den sedan:
— Sedan hålet borrats, använd aluminiumprofilen som mothåll tillsammans
med en (utprovad) vinkelhake för att göra en VISUELL precisionsritsning med stålnål i plexiplattan (bilden ovan vänster), precis
rakt över hålets mitt; i bägge xy-riktningarna (bilden ovan vänster).
— Därmed en säker BORRMÄRKNING tillsammans med aluminiumfyrkantröret;
Plexiplattans kryss kan passas in med ABSOLUT VISUELL
NOGGRANNHET i förmarkerade ställen på en plan (STOR) arbetsyta, typ spånplatta
eller annat; Med minimal hålförstöring (den TUNNA plexiplattan, här typ 2 mM)
kan sedan ett EXAKT PRIMÄRT DJUPHÅL markeras via manuell borrning via det
upptagna plexihålet;
— Efter denna procedur kan sedan aluminiumfyrkantröret — eller den
förborrade träplankan [Träplankan som
borrfixtur] — passas in MED EXAKTA SNÄPP:
— Med borren placerad i stödhålet finns ingen möjlighet att MISSA MÅLET:
den förborrade fördjupningen;
Man kan precisionsInpassa stället genom att sätta
plankan vid sidan av märkhålet, sätta ena foten i planänden (fast
rotationscentrum), sätta i borren — omvänd, med runda toppen nedåt, eller en
separat stång med samma dimension — och rotera plankan in mot märkhålet; när
märkhålet nås, ramlar borren ned och plankan stannar; Fortsätt håll fast
plankan medan borren eller märkstången avlägsnas; borra. Omöjligt att missa.
— Aluminiumfyrkantröret kan sedan (på samma sätt som i planfallet)
hållas fast med en hand, ett knä eller en fot, medan den egentliga borrningen
utförs.
EN MERA ALLMÄN KONSTRUKTION för alla borrdimensioner (heltal mM) från
2mM upp till 13 mM kan göras med följande praktiska ledning:
BILDKÄLLA: Författarens arkiv · Arkivhp\PemJan2013 DrillNormal (3);(4) — Nikon D90
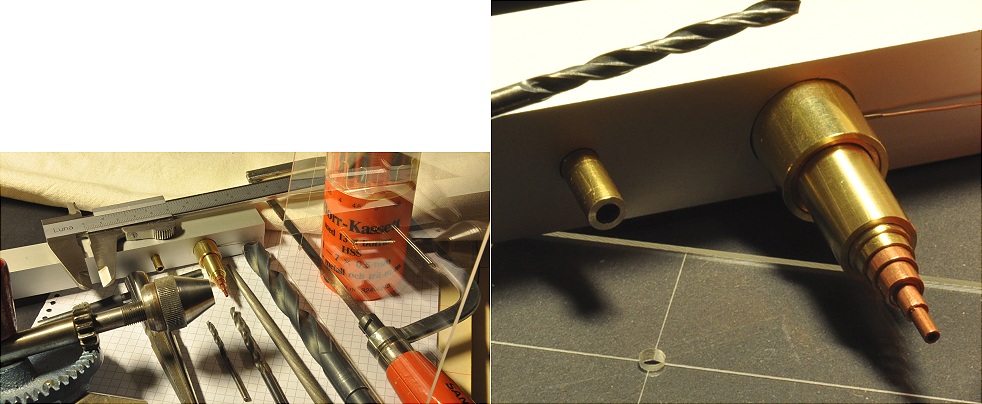
Upptagning av en större borrhylsa 14 mM
med inre borrhylsor ner till 2 mM i steg om 1 mM, bilden höger.
VERKTYGEN SOM BEHÖVS är samma som omnämnts i föregående från RakaHÅL. Bilden ovan vänster visar
dessa:
Handborr, handbrotsch — för större hål från min 4 mM här upp till max 13 mM, sluthålet här med
hjälp av en handhållen 14 mM borr som fungerar som »avancerad täljkniv» — borrar Ø3-5mM för primärhålet, rundfil för den huvudsakliga, manuella, upptagningen efter passarmärkningen, metallsåg för metallrören, skjutmåttet för allmän kontroll;
KONSTRUKTION
— Ett Ø14mM hål tas efter märkning [Se PASSARMÄRKNINGEN]
upp på bägge sidor om aluminiumfyrkantröret; efter förborrning med Ø3-5 mM
borrar används brotschen så långt det går; förhålen blir (garanterat)
lägesavvikande, så, brotschen kommer att dra snett i vilket fall; justera
hålcirkeln, successivt, med rundfilen (ha aluminiumprofilen uppmonterad med
tving på bord, god arbetsbelysning, och det blir bara ett rent nöje att ta upp
hålet med ledning av passarcirkeln);
— När visuellt nöjsam hålsymmetri med passarcirkeln uppnås, använd
brotschen igen: tryck och vrid med mjuka rörelser så rakt igenom som möjligt
(brotschen har annars en tendens att dra iväg för minsta lilla extra moment åt
endera hållet); justera med rundfilen ända fram till slutet;
— Mitt brotsch exemplar tar bara upp0 till 13,5 mM, resten måste göras
med slutborren på 14 mM;
— Testa med slutborren (Ø14mM) som handhållet täljverktyg;
— Sök (mjukt) pressa in den, vrid samtidigt; grova metallgrader
uppkommer tveklöst i borrskänklarna, och man kommer inte längre; fila bort
graderna, försök igen; håll på så tills hela borren glider igenom; efterputsa
hålvallen med smärgelduk virad på (typ) 12mM stång;
— Testa att pressa in 14mM-mässingshylsan med så snäv passning som
möjligt för att eliminera alla möjliga glapp;
— I mitt fall, arbetsexemplet i bild ovan [14mMhylsan]
måste en smärre efterjustering göras med (en liten extra upptagning i
14mM-hålet tillsammans med) en bit tillplattad Ø0,5mM koppartråd för att VINKELBLOCKET skulle acceptera
konstruktionen; Med viss försiktighet kan — därmed — hela hylskonstruktionen
(som MASTER) användas för vidare uppmärkning (SLAVE) av aktuella borrblock (i
trä eller annat) — om uppgiften gäller (precisions-) borrning på stora
planytor.
BILDKÄLLA: Författarens arkiv ·
Arkivhp\PemJan2013 DrillNormal (1) —
Nikon D90
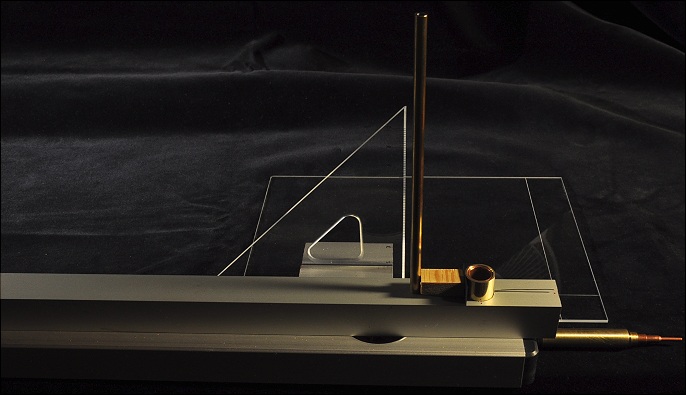
—
Finns det inget annat (enklare, bättre, mindre komplicerat) att välja på?
—
Konstruktionens metodik i all ära. Men slutresultatet är inte HELT övertygande.
—
OM du försöker IMPA på mig med ovanstående, tror jag, nog, att jag hellre går till
cafeét och tar en kopp kaffe och tittar på utsikten, därifrån. (Koppartråd,
brädbitar, sic. I want STEEL).
I EFTERSKRIFT:
— Ovanstående arbetsexempel med RAKA HÅL (via aluminiumFyrkantProfilen)
med enbart hjälp av »primitiva verktyg» (ingen borrmaskin) är med dagens
tekniska marknadsutbud mindre realistiskt;
— På grund av det låga priset (JULA
har [Jan2013] ett borrmaskinstativ med maskinskruvstycke för endast 249:-), kan
en enklare pelarborrmaskin användas för grundarbeten, även om pelarstativet
kanske INTE håller absolut toppklass. VAD, exakt, som gäller i den sakfrågan
BORDE det finnas märkdata på (hur noggrann passningen är). Men inget sådant är
här känt i dessa sammanhang: Man får i stort sett köpa först och skrika sen, om
det inte passar.
Handhållen vevborr (förr borrar Ø1-6 mM) — Borrskaft
BILDKÄLLA: Författarens arkiv · Arkivhp FOTO
Verktyg · Borrskaft 16Jan2013-01-16 —
Nikon D90

BILDKÄLLA: Författarens arkiv · Arkivhp FOTO Verktyg · Borrskaft 16Jan2013-01-16 — Nikon D90
Finns på:
![]()
![]()
— Clas Ohlson (2013). [Borrskaft, ”upp till 6 mM”, art.304727, 99:-];
— VERKTYGSBODEN [Handborr, 1-8mM (Verktygsboden, 217:-] (Tidigare visad artikelbild på handborren kommer inte fram [noterat16Jan2013]).
GULDSMEDSSÅG: Handsåg (för allt hantverk) med minimalt grova sågblad — tjocklek ner till 0,15 mM — för sågning i alla slags material; från stål till trä;
— Vi klarar oss inte utan den typen, från och till, i KONSTRUKTIONSMEKANIKENS — hantverkets — alla detaljer:
BILDKÄLLA: Författarens arkiv · Arkivhp FOTO
Verktyg · Lövsåg (4) 16Jan2013-01-16 — Nikon D90

Finns på — men observera den här veterligt enligt särskilda test den
ypperligt dåliga kvaliteten på metallsågbladen:
![]()
— Slöjd&Detaljer —
Lövsågen — 130 mM sågblad (sågbladen [2013], se nedan, typen i blå förpackning [Gnom, Tyskland] ovan från Slöjd&Detaljer):
———————————————————————
Max sågdjup 60 mM (som kan utsträckas om man lutar sågen till max 14 cm, men då med såglängd på bara några mM);
(2013)art. 1936-; 167:-;
Max sågdjup 280 mM (som kan utsträckas om man lutar sågen till max 14 cm, men då med såglängd på bara några mM);
(2013)art. 1938-; 48:-;
Sågbladen — säljs i förpackning om 12st, alla 41:- per 1 förp.,
———————————————————————
(2013)art.1978- :
Tabellen nedan kompletterad
med särskilda uppgifter (Dec2012) från Sjöjd&Detaljer efter begäran:
Variant Bet. (firmans ref.) BREDD×tjocklek
6026 Nr1 700196 0,60 × 0,30 mM
6028 Nr3 700396 0,75 × 0,36 mM
6030 Nr5 700596 0,85 × 0,40 mM
6032 Nr7 700796 1,05 × 0,48 mM
6034 Nr9 700996 1,20 × 0,55 mM
6103 Nr2/0 702096 0,52 × 0,26 mM
6104 Nr3/0 703096 0,48 × 0,24 mM
Ovanstående är (fortfarande) enligt min personliga uppfattning GROVSÅGBLAD: Det finns ännu tunnare (min materialrest från OrigialClasOhlson, ner till tjocklek 0,15 mM — ytterst användbara OCH LÅNGLIVADE MED RÄTT ATTITYD OCH INSTÄLLNING TILL SÅGANDETS HANTVERK) men det är här inte känt var dessa finns numera.
— Viss respons på
http://www.shopping.com/pc-jewelers-saw-blades/products?sb=1
men inte enkelt att hitta
någon begriplig varuinformation;
— En av detaljisterna (Micro-Tools)
http://www.amazon.com/dp/B000RB3E5U/ref=asc_df_B000RB3E5U2351768?smid=A3NUNNXXHUJDMF&tag=dealtmp462167-20&linkCode=asn&creative=395105&creativeASIN=B000RB3E5U
ser ut att ha en förpackning sågblad ner till 4/0 (som möjligen betyder ett snäpp tunnare än 3/0);
Micro-Tools — JEWELERS SAW BLADES — SE Jewelers Saw Blades 144pc Set — Sizes 4/0, 3/0, 2/0, 0, 1, 2 — 5.25" Length, Fits to 6" Saw
http://www.micro-tools.com/store/P-815JSB/Se-Jewelers-Saw-Blades-144pc-Set.aspx
Skruvstycke av erkänd kvalitet med cylinderstyrning och snabbmatning och bänkfäste — med tydligt försämrad funktion finns typen nedan numera tydligen bara på BILTEMA för 139:- [original Clas Ohlson]
BILDKÄLLA: Författarens arkiv · Arkivhp FOTO
Verktyg · MaskinSS 16Jan2013-01-16 —
Nikon D90
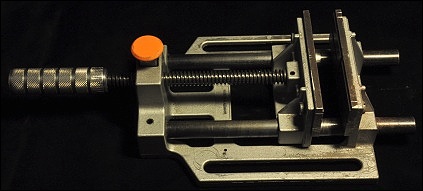
Ytterst användbart maskinskruvstycke [OriginalClasOhlson] — finns med
bänkfäste på BILTEMA för 139:- [s258 2013]
Finns på:
![]() ingen postorder
ingen postorder
— GLÖM DET: Efter inhandlat exemplar (våren2013): Biltemas version är blott en SPILLRA av ovanstående (ClasOhlsonOriginal Made in West-Germany — finns inte
längre): BILTEMAs version är 1. påkletad med massor av färg med en 2.
påtagligt (väldigt) onoggrannhet i
stångpassningen — vickligt: min vinklade bedömning: DU KOMMER GARANTERAT INTE
ATT BLI GLAD ATT JOBBA I FINMEKANIKERGÄNGET MED BILTEMAS VERSION — långt ifrån
ens hälften av ovanstående. Köper du Biltemas version, bered dig på att först
fila bort skarpa grader, jämna till bottenytan så att skruvstycket vilar PLANT,
fräsa/fila till backarna så att de stämmer i parallellitet med underlaget som
skruvstycket ska vila på, etc.
— BILTEMA, art. 20-729, 139:-, inkl. separat bänkfäste;
— En motsvarande (nyinförd) typ finns (möjligen, 2013) på Clas Ohlson men då i en betydligt dyrare variant, utan bänkfäste [s50Kat2012/13, beställningsvara, 399:-];
Notera att den nyinförda ClasOhlson-typen (CLO-versionen enligt bild, om inga dolda detaljer finns) INTE har, som ovan (OriginalClasOhlson) typen ovan, dubbla cylindriskt omslutande styrspår, utan istället en plant vilande spännbackstyp; Den typen TENDERAR att vara (ytterst) VINGLIG i olika sammanhang (erfarenhet från tidigare liknande ClasOhlsontyper som klart INTE uppfyller kriterium på precision i finmekaniken, men ändå kan användas för olika »precisa» ändamål — förutsatt lämplig utformning av tillämpningens ändamål); inte bara i sidled utan även, speciellt, i lodled.
NÅLFILSET — set (10-12st) om små finmekanikerfilar för noggrann formning och bearbetning av alla material (även utmärkt i stål och trä)
BILDKÄLLA: Författarens arkiv · Arkivhp FOTO
Verktyg · Nålfil 16Jan2013-01-16 —
Nikon D90
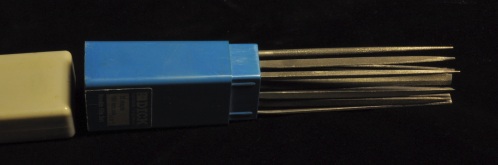
12 nålfilar i etui [OriginalClasOhlson].
Finns på:
— Motsvarande finns (möjligen men i sats om 10st, 2013) på Clas Ohlson [art. 40-7693, 89:-]
Sandvikssåg
Liten handsåg — sågblad typ 15×0,5 cM — för sågning i garanterat alla vanliga typer av material — från stål (silverstål, automatstål) till trä.
BILDKÄLLA: Författarens arkiv · Arkivhp FOTO
Verktyg · SandvikSåg (4) 16Jan2013-01-16
— Nikon D90

Sandvikenmärket utgick 1999.
Finns på:
— Motsvarande finns (möjligen, 2013) på Clas Ohlson [art. 40-8254, modellsåg, 25:-]
Sandviksfil
Grovstrukturerad fil med stor avverkingskapacitet MED ENA KORTSIDAN SLÄT för filning på metall och trä — plattfil, rundfil
BILDKÄLLA: Författarens arkiv ·
Arkivhp\FOTO\Verktyg · SandvikFil
16Jan2013-01-16 — Nikon D90

Sandvikenmärket utgick 1999.
Finns på:
— Motsvarande finns (möjligen, 2013) på Clas Ohlson [s68Kat.2012/13]
NOT: SANDVIKS-fabrikatet finns
inte längre (2013); Snap-On-Tools från 1999 — referenser till utstuderat BRA
verktyg (under ett halvt sekel) har därmed också gått förlorat; Hur dagens (2013) motsvarande produkter
fungerar är här inte närmare känt.
EINHELLMASKINEN —
EinhellBorrmaskinens för smala infästningshals — 42,5
mM istf standard 43 (±0,1mM)
EinHellHALS — Se även EinHellCHUCKEN 1
[Einhellmaskinen OK för
finmekanik]
och EinHellCHUCKEN 2 [Inspänning
av borraxlar kan jävlas]
och EinHellSTOPPET [Einhellchuckstoppets
pistolfunktion]
EINHELLMASKINEN nedan i bild Einhell RT-ID 65 har uppvisat en studie av flera
(många) olika detaljer som visar hur en Borrmaskin
INTE ska vara konstruerad för att kunna användas TILL ANNAT ÄN »APPROXIMATIVA
HÅL I STEN OCH BETONG».
— Såg lovande ut i början. Så visade sig detaljerna,
allt mer, i praktiken: ta min beskrivning som ett tillfälle att studera ett
praktiskt marknadsexempel (som visar hur vi har det 2012-) — tillsammans med
andra i jämförelse:
EinHellHALS | EinHellCHUCKEN 1
| EinHellCHUCKEN
2 | EinHellSTOPPET |
Styvhetsförstärkning
Akta Einhell och Cotech — se Avgörande Test 2013 och EinHellChucken1A
För liten halsvidd på Einhell RT-ID 65

Bildkälla: GoogleImages Einhell RT-ID 65
Pricerunner.se
Varning: den här maskinen [‡]
är direkt — från inköp — farlig att använda tillsammans med ett pelarstativ:
halsen är konisk, och maskinen glider ur:
— Ytterligare mätning [i efterhand Jul2013]
visar att EinhellHALSEN är konisk — uppmärksammat i samband med montering i det enkla
bänkstativet av aluminium [JULA]:
gick inte att få in hela halsen till botten.
MÄTVÄRDEN med
Luna skjutmått:
— Längst fram mot chucken,
största värdet = 42,45mM;
— Längst fram mot chucken, minsta värdet = 42,00mM;
— Längst bak mot
maskinhuset, största värdet = 42,80mM;
— Längst bak mot maskinhuset, minsta värdet = 42,50mM;
Med hjälp av BORDSSTATIVET I ALUMINIUM [JULA]
— som ett cylindriskt SLIPVERKTYG — har det koniska halsfelet på Einhellmaskinen
nu [20Jul2013] kunnat reduceras.
Bilden nedan visar MÄRKENA SOM BEVISAR KONICITETEN:
Originalets SILVERPÅMÅLADE MATERIALYTA med den underliggande röda plastmassan
framträder här tydligt. Och man ser hur avverkningen tagit mer mot
maskinkroppen — största uppmätta värdet — än mot chucken — minsta uppmätta
värdet.

Foto 20Jul2013 ChuckTest ACT1 Bild aEinHellHALS2 · Nikon D90
— Slitmärkena —
längst upp sliverfärg som fabrikanten smetat över underliggande rött
plastmaterial — från det cylindriska bordsstativet i aluminium [JULA] visar och bevisar
Einhellhalsens konicitet — och som gjorde att hela maskinen plötsligt hoppade
ur pelarinfästningen.
Man undrar [stillsamt] vad nästa steg blir i den allmänna
marknadsutvecklingen. Ovanstående exempel understryker endast att det inte ens
finns förutsättningar för att UTAN VIDARE INGREPP använda
Einhellmaskinen inspänd i typen pelarstativ då den tydligt koniska halsen ÄR
DÖMD ATT 1. GLIDA UR via den
koniska halsens minimalt smala infästningscylinder på största stället mot
infästningskragen på pelarstativet och dennas mera exakta cylindricitet
och 2. ATT därmed VAGGA
OCH VAJA BETYDLIGT BEROENDE PÅ BELASTNING [se Styvhetsförstärkning
Einhellmaskinen].
— Ursäkta — maskinen är i övrigt »tyst och fin» — men i
summan av alla »finesserna» på Einhellmaskinen
[nu ger jag upp]:
— Gud vilken
smörja.
Editor2013VII16
inf0@einhell.de — jämför EinhellFabrikantens egen
beskrivning
http://www.einhell.com/com_en/shop/3255/3256/3260/3261/impact-drill-rt-id-65.html
— Se även generellt tester (2012-2013) på
Einhell RT-ID 65 — långt ifrån några finmekanikertester (EXPRESSEN m.fl.).
Ingenting i dessa kopplar till följande. Se även STORTEST Einhell RD-ID 65 —
jättebra maskin (4,8 av5)
http://alatest.se/produkttester/verktyg/einhell-rt-id-65/po3-126668856,351/
—Notera SPECIELLT varvtalsreglaget: Du får POÄNG av mig om
du kan hitta något sämre: ökar ALLTID från lägsta — håller ALDRIG inställd
manöverposition = LEVER ETT EGET HÖGST BESYNNERLIGT VARVTALSLIV VARS GRUNDER
HÄR INTE NÄRMARE ÄR KÄNDA.
— Dessutom slocknade lysdioden [föreställande viss
arbetsbelysning] i handtaget snabbt efter köptillfället, och har sedan den inte
synts till.
— Einhellmaskinen ovan har också andra besynnerliga
egenskaper. Vidare i huvudtexten nedan.
— Men chucken är stum: perfekt för finmekaniska uppgifter — jämför Axiella Chuckglapp.
— 0,5 mM differens i diameter (Ø) betyder en skillnad i omkretslängd på drygt 1,5 mM:
P = Øπ ;
ΔP = (Ø+ΔP)π – Øπ
= Øπ + ΔPπ – Øπ
= ΔPπ ;
ΔP = (0,5 mM)π
= 1,5707963 mM
Ett extra glapp på en dryg millimeter KAN vara för mycket för en standardutrustning, typ pelarstativ till borrmaskin för 43 mM halsvidd (bilden nedan).
— Som i detta fall med Einhellmaskinen (RT-ID 65) hade infästningen precis nått gränsen:
— VEM tänker på det; Man TROR AUTOMATISKT att »alla med 43 mM hals passar».
Visst.
Alla mina egna tidigare testade borrmaskiner — Skil
(38 mM med separat 43 mM tillbehörsram), Metabo (43 mM), Cotech (43 mM) — har
fungerat utan problem.
— Vid ett tillfälle, när djupmatningen överskred ett
visst nedtryckande moment, hoppade hela Einhellborrmaskinen ur pelarfästet (ingen ytterligare olycka inträffade,
som tur var denna gång).
— Inspektion i efterhand visade att
1. halsvidden på Einhellmaskinen visst INTE uppfyllde 43 mM, utan snarare 42,5 mM, och
2. infästningsspringan på pelarstativets inspänningsblock PRECIS hade nått fram till materialkontakt, längst ut: STOPP; Maskinen hade inte KUNNAT spänts fast ordentligt.
— Det blev (i detta fall, efter inspektion) en relativt enkel sak att åtgärda problemet (men ytterligare visade sig senare — se VarningEinhell):
Åtgärd:

Foto Arkivhp\PemJan2013 M1 · 12Jan2013-01-12 Bild
EinHellHals2 · Nikon D90
Efter problemets lösning.
— Nu sitter
också EinHellmaskinen som det var tänkt från fabrikantens sida.
Med hjälp av en nålfil, ett maskinskruvstycke och en kaffekvart togs blockdetaljen ur, spändes upp, och den smala springan filades upp i toppen.
— Springan visar nu nära parallella kanter efter infästningen — tillsammans med ytterligare en liten marginal (på nära 1 mM) — ifall det finns flera innovativa fabrikanter som vill jävlas.
EinHellChucken — EinHellHALS
Se även EinHellCHUCKEN2
NOTERA OCKSÅ EINHELLMASKINENS JOBBIGA CHUCKLÅSNINGSMEKANISM (speciellt på typen RT-ID 65 — se Bilden i Einhellstoppet): man ska tydligen gå på gym för att klara den biten;
— Märkena på intryckningsknappen på bilden ovan för chucklåsning-losstagning beror på att jag använder en kort stubbskuvmejsel för att få in den starkt spända reglagefjädern:
— I den smala öppningen mellan chuck och maskinhölje finns en liten plan avfasning (för specialnyckel). Den kan användas som visuellt riktmärke för att få koll på VAR chucklåsningsmekanismen börjar; man snurrar dit, trycker in stubbmejseltoppen (Stoppknappen); Så snart man vrider på chucken vidtar sedan en speciell låsning som gör att man inte behöver ha stoppknappen intryckt hela tiden.
Med viss träning ger det sig. Men herregud vilken konstruktionsmiss: Det är tydligt att inte några vanliga skolfröknar kan spänna in eller ta loss ett bearbetande verktyg i RT-ID 65. Einhellmaskinen (RT-ID 65) är (därför, och tydligen) bara för typ stålmannen och stålflickan. G(r)ymt.
— Annars är Einhellmaskinen (RT-ID 65) »mjuk och tyst» (nästan som en symaskin) — men har ett underligt varvtalsregleringssystem: varvtalet tenderar att stadigt, sakta, växa uppåt från lägsta — eller omvänt — och man vet, stundtals, aldrig vad som gäller. Jobbigt, ibland.
EinHellChucken1 — EinHellMaskinen
— Mest positivt: CHUCKEN på (mitt exemplar RT-ID 65 — testat och utprovat redan i säljbutiken, före köpet) är i borrningsläget STUM: inget djupledsglapp, vilket är anledningen till att jag köpte den.
— Se särskild beskrivning med praktiska exempel i Axiella Chuckglapp.
— Många borrmaskiner man känner på i de olika butikerna [Clas Ohlson i test 2010 till jämförelse] är chuckglappa i borrläget. Det gör dem i princip (helt) VÄRDELÖSA i applikationer (som borrmaskiner till pelarstativ) för FINMEKANIK:
— Djupledsmatning med noggrannhet in till hundradels och även tiondels millimeter är helt meningslöst om borrchucken inte svarar.
— Se även särskild beskrivning med praktiskt exempel i DJUPMATNING MED SKALA 1/10 mM.
PRECIS DJUPLEDSSKALA PÅ TIONDELAR är
relativt enkelt att konstruera — förutsatt man kan demontera detaljerna till
pelarmatningen:
BILDKÄLLA: Författarens arkiv · Arkivhp\PemJan2013 DrillZ — Nikon D90
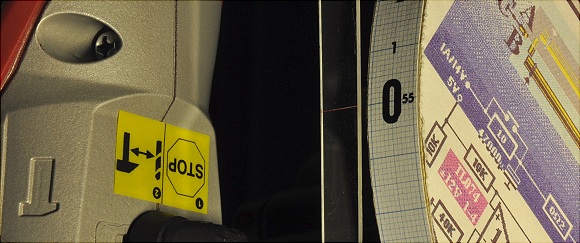
Bilden ovan
visar hur en konstruerad djupledsskala på matningsarmen till ett pelarstativ
kan te sig.
Min rekommendation:
— Be att få köra upp maskinen VID köpet, så att du SÄKERT i efterhand kommer att se att allt fungerar som det gjorde på butikens provexemplar (ditt första test): exempel finns [Clas Ohlson, Cotech 2010] som visar att butiken hade EN typ, det man fick med sig hem var (i mitt fall) något helt annat: varvtalsregleringen fungerade inte, maskinen gick direkt upp på högsta varv, oberoende. I det här fallet ordnade det upp sig: Vid återlämning och försök på ett annat exemplar, infann sig korrekt funktion. No Problemo.
Editor2013I12
EinHellStoppet — vidare från EinHellMaskinen
Jan2013
ChuckstoppKnappen flög plötsligt ur som ett pistolskott
Ytterligare finesser från Einhell:
BILDKÄLLA: Författarens arkiv · Arkivhp\PemJan2013 M1 ·
12Jan2013-01-12 Bild — EinHstop
(2);(5);(1); — Nikon D90 · Detalj

STRAX EFTER beskrivningen i EinHellHalsen inträffade följande haveri:
— Sedan ett borrverktyg hade spänts loss och chucken släpptes — intryckningsknappen vilar då fortfarande i intryckningsstället på den intryckta fjäderkraften (= laddat skott för varje gång) — återgick inte bara inspänningen till läge normal, utan hela stoppnappen flög iväg, rakt ur, som ett pistolskott med ovanstående (mitten) avbildade spridda delar runt om;
1. spännfjädern
2, stoppnappen
3. två delfragment (stoppkrage) vilkas materialbrott förorsakade olyckan
4. Ytterligare en anledning för Dig och Mig att ALLTID använda någon form av ögonskydd — alltid i samband med hantering av maskiner eller mekanik
generellt. Vi VET aldrig vad »som kommer
ur inköpsställena» — speciellt inte i dagens SlarvMarknad. EXEMPEL: ovan.
KONSTRUKTÖRERNA har, tydligen, inte brytt sig om (aldrig studerat) huvudsaken:
— Med TID åldras alla material, speciellt de som upprepat utsätts för påkänningar: upprepade stötar, speciellt, bildar utmattningsstråk i material som förr eller senare gynnar (kristallin) sprickbildning;
— Väljer man — som i detta fall — ett SPRÖTT konstruktionsmaterial (någon form av keramisk komposit har använts tillsammans med ihopgjutning av en hårdmetallsprint för själva stoppet) är det bara en fråga om TID innan haveriet är ett faktum.
— För klen konstruktion, Einhell. Använd metall för stoppknappen (gängad hårdmetallsprint i gjuten aluminiumkropp), vilket är problemets lösning (för Einhell).
ÅTGÄRD:
— Bäst som skedde:
— En lös — separat, bilden ovan höger — stålsprint (silverstål Ø4mM) kan med stor fördel användas; Man skjuter in stången, och den nyper själv då hålet i det inre av borraxelcylindern kommer fram; Stoppsprinten sitter sedan kvar tills man spänner in nästa gång (mest praktiska, användbara lösningen) — eller att man tar ur den separat. I vilket fall står borrfunktionen LÅST med sprinten i.
— DET GÅR ATT BYGGA TILLBAKA SAMMA FUNKTION [EinHellChucken] med hjälp av motsvarande metallkropp. PROBLEMET med den delen är att samma fjädertyp = oskäligt hög intryckningskraft — måste användas för att säkra den »automatiska utskjutningen» (2,6 mM) av stoppknappen; en för vek returfjäder hänger inte med i den snäva öppningen mellan stopphål och yttre cylinder i borrmaskinens inre: man får antingen »smygrotera chucken» eller dra ut (med någon fattning) stoppknappen; Dessutom är den konstruktionen utrymmesbegränsad: ingenting får sticka ut utanför maskinkroppen, jäms med originalets stoppknapp.
— Bästa lösningen är alltså (utan tvekan) den separata stoppsprinten: enkel funktion, ingen manöverkraft behövs.
Editor2013I16
PS
Dessutom har lysdioden (längst bak i handtaget på Einhellmaskinen — som ger viss arbetsbelysning) slocknat. Det gick fort.
DS
INLEDANDE OBSERVATIONER AV
INSPÄNNINGSFEL I EN NY BORRMASKIN som ledde till vidare insikter i
marknadsutbudet
EinHellchucken inte pålitlig i inspänningsprecision
— kolla alltid
NU ÄR DET BEVISAT — på mitt eget inköpta exemplar [Forts. frn. EinHellChucken2]
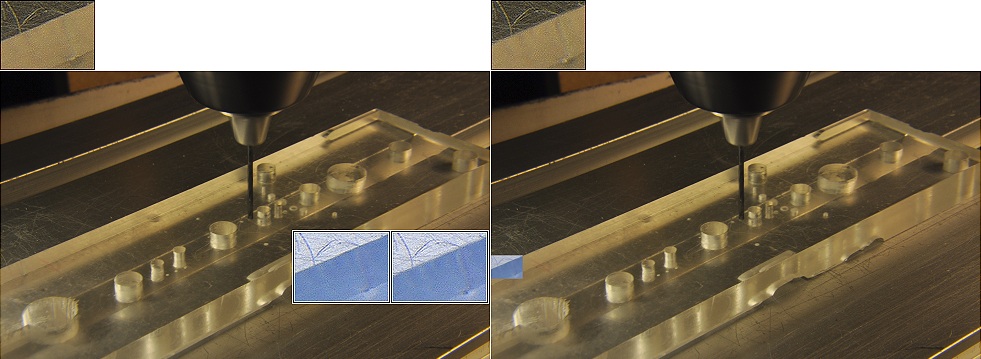
Bildkälla:
Författarens arkiv · 6Jun2013 PemJan2013
ChuckEinhell Bild5;6 •
Exponeringstid 1/10 S • Bländare F/22 • ISO 400 • borrmaskinens varvtal ca
3vrv/sek.
— De bägge inverterade infällda små
rutorna visar en liten avvikelse hos plexiplattan som framgår i jämförelse
mellan slitspåren på xy-bordet och plattans kantkontur. De bägge bilderna är
tagna med borren i ungefär diametralt skilda lägen.
EINHELLMASKINENS CHUCKMEKANIK ÄR INTE TILLFREDSSTÄLLANDE
Jag märkte det först i samband med inspänning av en Ø3mM borr [EinHellChucken2] — det FÖREFÖLL ibland som att borren hamnade något orakt — som om den vore sned i den egna axeln, alltså med synbar följd i wobbling — och arbetsstyckets jiggling. På grund av vissa svårigheter att dokumentera den detaljen lämnades den för vidare.
— Nu har den detaljen nyligen återkommit i samband med nyslipning av en Ø1,4mM borr (EinhellChucken kan ta ner till Ø1,35mM, mitt exemplar).
Bilderna ovan tagna med exponering 1/10 sekund visar ett pågående borrtest med infällda inverterade, förstoringar i de avsnitt som (tydligt) visar märkreferenser i omgivningen (koordinatbordets yta och den underliggande plexiglasytan): plexiplattan under flyttar sig märkbart i takt med borrens nuddande rotation mot glasytan. De bägge jämförande bilderna ovan är tagna med borrmaskinen igång på absolut lägsta varvtal (här 2-3 varv per sekund), med borrens vridning ungefär ett halvt varv mellan bilderna.
Einhellchucken med perfekt centrering
Omspänning av samma borr i samma chuck —

Bildkälla: Författarens arkiv · 6Jun2013 PemJan2013 ChuckEinhell Bild7
— inspänningen utmed borrens hela cylindriska hals, men vriden ca 1/2 varv i infästningen
— visar perfekt centrering: ingen iakttagbar jiggling hos den ytberörda plexiplattan. Helt stilla. Därmed är det bevisat: Hur RAKT borren borrar (i Einhellmaskinen) beror — tydligt — på inspänningstillfället.
— Testet upprepades två gånger för att få säker koll: samma resultat.
Problemet inte tidigare noterat
Under de (2012–1978) 34 år som min SKIL-maskin (original från Clas Ohlson 1978/79; SKIL 1473H2) använts (stundtals tidsintensivt) har ovanstående observerade TYPFEL aldrig observerats; det har aldrig förekommit något wobbelfel som föranlett min uppmärksamhet, varken hos inspända borrar eller inspända cylindriska rör och stänger i allmänhet i SKIL-maskinen.
— Det vidare studiet av Einhellmaskinens beteende ledde så vidare till en fördjupad analys och som — möjligen — har visat exakt vad felet beror på — f.ö. samma typ som visar sig i den nyare maskintypen COTECH (Clas Ohlson 2010). Nämligen beträffande borrchuckens INSPÄNNINGSKLACKAR. I Exakta Testet visas praktiska inspänningsresultat [från test 19Jul2013] som — möjligen — ger en tydligare bild av sammanhanget: dagens (s.k.) borrmaskiner är verkligen inga höjdare.
DET ÄR VIKTIGT FÖR DIG SOM PRIVAT ANALYTIKER OCH UNDERSÖKARE ATT DU FÖRFOGAR ÖVER EN PÅLITLIG (BORR-) MASKIN SOM INTE JÄVLAS OCH LURAS PÅ RAKHETEN I INSPÄNDA STÅLAXLAR VARE SIG SMÅ ELLER STORA:
— Utan sådan, vet du aldrig vad en eventuell
wobbeleffekt beror på:
1. om wobbeleffekten kanske beror på att borren inte är helt rak — vilket också kan vara fallet, direkt från inköp, beroende på [Se Riktning av oraka borrar] — eller
2. om wobbeleffekten kanske beror på att borrchucken [chuckklackarna] — SOM DET KAN INTRÄFFA [‡] — beroende på — som I FALLET EINHELL RT-ID 65 — kanske inte är så exakt som den borde vara, eller
3. en kombination av 1 och 2.
— Det är så dåligt som det (alls) kan bli i ljuset av vad man får veta om dagens borrmaskiner innan man köper dem: du som kund är chanslös.
Om siktet är inställt på
finmekanik för amatörer — ett begrepp som marknaden 2013 inte verkar känna till
EFTERSOM SÄLJBUTIKERNA OCH DERAS PERSONAL — tydligen, som det får förstås — SAKNAR KUNSKAPER I ÄMNET — man känner möjligen inte ens till problemet, se utförligt från B-felet — finns heller (i dagens läge) inte ens en ärlig chans för Dig som kund att VETA exakt VAD det är du köper: en GENUIN produkt med genomgående pålitlig baskonstruktion — typ SKIL 1473H2 för drygt 30 år sedan på Clas Ohlson — eller eventuellt rena rama skiten med vissa möjligheter att »hitta bättre lägen» — Typ SOM EXEMPLIFIERATS OVAN Einhell RT-ID 65 — om siktet är inställt på finmekanik.
— Notering; Clas Ohlsonmaskinen COTECH Z1J-TD12-13E2 Clas Ohlson 2010 fick i denna presentations första skrivande stunder inte tillfälle att genomgå några vidare observationer från min sida i ämnet precis chuckmekanik — just på grund av att den maskinen inte kan användas för finmekanik — på grund av dess Axiella chuckglapp. Den detaljen bara understryker hur chanslös kunden är mot marknaden.
— I efterhand [nu Jul2013], med vidare analys av sammanhang och detaljer, har även Cotech-maskinen kommit med. Se särskilt i Exakta Testet och Inspänningsklackar.
— Om någon frågar mig vilken borrmaskin jag skulle
rekommendera i dagens läge (Jun2013) för användning tillsammans med ett
pelarborrstativ för hobby och finmekanik, skulle jag ärligen svara: ingen
aning. Mina egna (begränsade) tester verkar peka på att det, möjligen, inte
existerar en enda användbar (hobby-) maskin (längre) på marknaden.
— Ett första initierande tips är dock det här (Se Axiella chuckglapp): testa maskinen i säljbutiken, känn på borrchucken i borrläge, tryck in den, inåt, och känn efter om den är HELT stum. Är den det, är det första hindret avverkat, och den maskinen har ett »preliminärt godkänd» — för användning i finmekanik. Nästa steg är att avgöra om också chucken INTE beter sig som i exemplet ovan [EinHellChucken1A]. Det är en svårare uppgift (som knappast kan göras i säljbutiken).
— Du kan ju fråga säljpersonalen (jag har ännu -Jul2013 inte gjort det), presentera problemet, och kanske be att få lämna tillbaka maskinen om du kan BEVISA för personalen att det finns CHUCKFEL. Eller, bara »köpa grisen i säcken» och i värsta fall, efter tester hemma, ställa upp maskinen bland Särskilt Oanvändbara Föremål med prislapp i lyxklassen.
Det behövs — uppenbarligen — bättre ordning (och reda) på marknaden.
EinHellCHUCKEN2 — 19Jan2013 — Se
även mera upplysande i EinHellChucken1A,
samma ämne med SenasteNytt — ChuckTest —
Se även EinHellChucken
Tydliga chuckfel [kass chuckklackar] i Cotech och Einhell
AKTA »moderna borrmaskiner» MED TYDLIGA CHUCKFEL
Upprepat, avgörande ChuckTest 19/20Jun2013 — slutligt bevis:
Test med 160mM inspänd Ø5mM mässingsstång:
Fototekniken till testerna

— Observera fototekniken för exakt
resultat i TestPinnen:
— Kameran måste vara monterat på stativ
— samt att utlösningsmekanismen måste vara av typen separat elektronisk
(trådlös eller via separat kabel): minsta lilla avvikelse i position mellan de
avgörande, jämförande, fotografierna, spolierar HELT resultatet. Det är alltså
ytterst viktigt att kameran inte flyttas ens mikroskopiskt.
— Jag använder själv en separat
elektronisk kabelkopplad utlösare till min Nikon D90, ett separat kamerastativ,
samt (till mindre kostnad) speciella tilläggslinser till Nikon-kameran för att
få stora tydliga bilder på objektet.
Test
med mässingsstång
—
inget bra material för generella tester
[chuckklackarna
gör tydliga märken som raserar exaktheten i dokumentationen],
men
en viss början:
SKIL 1473H2
— Clas Ohlson 1978/79 — perfekt centrerad borraxel — även efter 30 år i bruk — perfekt
referens för finmekanik:
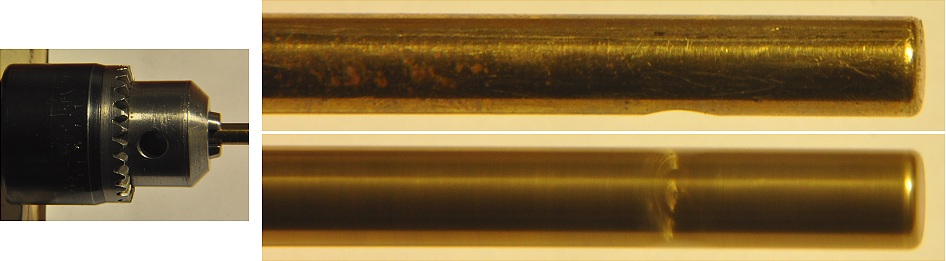
Bildkälla: Författarens arkiv · ChuckEinhell
CE1 19Jun2013 Bild 3;1;2 — 160mM inspänd Ø5mM mässingsstång; Överst vilande, underst roterande.
Einhell RT-ID 65 — Järnia 2012 — tydlig wobbling i änden — rent ut sagt rena skräpet — ingen
DIREKT
exakt referens existerar för finmekanik:
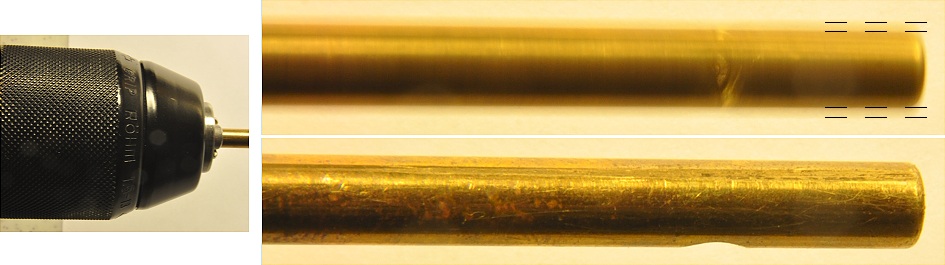
Bildkälla: Författarens arkiv · ChuckEinhell
CE1 19Jun2013 Bild 6;4;5 — 160mM inspänd Ø5mM mässingsstång; Överst roterande, underst vilande.
Clas Ohlsons COTECH samma typfel
som EINHELL:
— Separat test, samma stång, med Clas Ohlsonmaskinen
COTECH [COTECH Z1J-TD12-13E2 Clas Ohlson 2010] visar samma
fason som Einhell: tydlig wobbling; Ändras beroende på stångens position
(vridningsvinkel, inspänningslängd) i chucken.
Metabo [METABO SbE 490 Järnia 1992]
klarar testet — samma fina precision som i fallet SKIL [SKIL 1473H2 Clas Ohlson 1978/79].
— Separat test, samma stång, med Metabomaskinen SbE 490
visar inget vibrationsfel.
— Notera att bägge de felfria testmaskinerna har en
konventionell chuck [s.k. NYCKELCHUCK] med chucknyckel; Felmaskinerna, Einhell
och Cotech, har bägge »automatisk inspänning» [s.k. NYCKELFRI CHUCK eller
»självspännande chuck»].
VAR LIGGER FELET?
— Det faktum att inspänningsfelet — i bägge fallen EINHELL
och COTECH — varierar med det inspända cylinderverktygets vridningsvinkel
relativt chuckaxeln/rotorn — ett sämsta och ett bästa läge finns
inom 0-360° —
bevisar att det INTE är CHUCKEN i sig det är fel på, utan de [vanligtvis tre
idealt symmetriska] hårda inspänningsklackarna [eng. JAWS] och HUR dessa passas
i det inre av chuckens koniska spännhylsa: kan inte justeras: kass
konstruktion/produktion.
— Se även chuckfel av liknande men annan typ i WOBBLANDE SPÄNNHYLSOR OCH VÄRDELÖSA BORRCHUCKAR.
Testpinnen — Roterande ChuckTEST
— TESTFORMEN KAN UTVIDGAS MED TYDLIGARE RESULTAT om
teststången är av typen gängad [M8] stålaxel:
— Mellanrummet mellan gängtopparna förstärker
felkopplingseffekten i chuckkäftarna — i varje fall FÖREFALLER det så enligt
mina observationer:
— Typen STÅL är dessutom
bättre testobjekt än mässing via LÄTT inspänning: de hårda ckuckklackarna gör
tydliga märken i mjukare material: referensen ändras märkbart då, vilket ger
kass mätresultat.
— M-gängade stålaxlar finns att köpa bl.a. i järnhandeln
(och på Clas Ohlson) i meterstycken: KOLLA FÖRST rakheten genom att lägga
gängstången på det plana butiksgolvet, LYSSNA när den rullar, och var NOGA med
att du inte HÖR eller SER några ojämnheter i rullet. Den stången tar vi —
»garanterat RAK». Använd bågfil för att såga av en bit 12-15cM;
— OM INTE ANNAT: Besök någon maskinfirma och be dem svarva
ner en ändpinne [här med längden
2cM i ena änden och diameter 3mM] — eller bara spetsa till ena änden: ändpinnen/spetsens
hjälper oss
sedan att SE TYDLIGARE eventuella wobblingseffekter vid aktuella test [jämför bildserierna nedan] — be
att få SE TestPinnen i slutresultatet i någon av firmas roterande maskiner,
TestPinnenMOD — 12cM M8 gängad stålstång vänster med
2cM avslutad filsvarvad
ände med M3-gänga och filsvarvad till ändspets för exakt test:
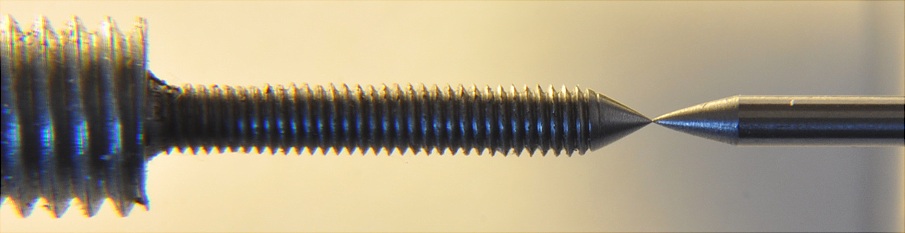
Foto 19Jul2013 ChuckTest ACT1 Bild A6 · Nikon D90
— Testpinnen här återinsatt för vidare,
mera exakt verifierande chucktest för olika borrmaskiner [19Jul2013]; Testpinnens
slipade spets [vänster]
har utformats med SKIL-maskinen
från vilken bilden ovan är tagen. Till höger finns en fast monterad
kontrollstålspets. Testpinnens
inspänningsände innehåller två mindre uppslipade spår [rest
från föregående anordning] ca
16,3mM från änden — vilket inte ska påverka mätningarna via chuckklackarna,
dessa mäter i vilket fall (max) 15 mM.
— Vi använder
enklast, snabbast och mest effektivt LJUSSPALTTOLKEN
tillsammans med direkta observationer — med pannlupp i 3ggr förstoring, vilket motsvarar ungefär bilden ovan.
Med dessa de allra enklaste och mest direkta hjälpmedlen kan vi — lätt —
studera avvikelser i området 1/100 millimeter — vilket också är området för
precisionen i finmekaniken med den passning mellan olika materiablock som [inom den hobby- och amatörbaserade
finmekaniken] krävs för exakt konstruktion: i
princip det enda vi behöver veta.
så att man klart och tydligt kan SE att hela stången och ändpinnen
roterar utan wobbling
= korrekt utfört arbete. Sedan kan vi testa så här:
Testpinnen — hur vi kan kolla/dokumentera/bevisa:
Bildkälla: Författarens arkiv · 20Jun2013 CE2 Bild2 · Nikon D90

Ursprunget [20Jun2013] till MIN EGEN TESTPINNE — ändpinnen
filsvarvad i SKIL-borrmaskinen [SKIL 1473H2 — Clas Ohlson 1978/79], samt sedan gängad
separat med M3 [detalj i annan konstruktion]:
Första PRELIMINÄRA Testet med TESTPINNEN:
med godtycklig inspänning — sett ur perspektivet från en VAN
maskinanvändare — se det mera exakt utvärderande kompletterande Exakta Testet 19Jul2013 med testpinnen
nedan, samma maskiner:
 695:- Järnia 2012 — stum
chuck =
perfekt för finmekanik, men …
695:- Järnia 2012 — stum
chuck =
perfekt för finmekanik, men …
Einhell — tydligt chuckfel:
 — En
borrmaskin — inspänningstillfället — som uppvisar den här typen är helt
oanvändbar.
— En
borrmaskin — inspänningstillfället — som uppvisar den här typen är helt
oanvändbar.
 299:- Clas Ohlson 2010 — axiellt chuckglapp: EN
DEL utan fjädring + en del med
= lämpar sig INTE för finmekanik i någon GENERELL mening
299:- Clas Ohlson 2010 — axiellt chuckglapp: EN
DEL utan fjädring + en del med
= lämpar sig INTE för finmekanik i någon GENERELL mening
Cotech — tydligt chuckfel:
 — Även
en borrmaskin — inspänningstillfället — som uppvisar den här typen är helt
oanvändbar.
— Även
en borrmaskin — inspänningstillfället — som uppvisar den här typen är helt
oanvändbar.
 795:- Järnia 1992 — stum chuck = perfekt för finmekanik:
795:- Järnia 1992 — stum chuck = perfekt för finmekanik:
Metabo — i
det närmaste
perfekt
 — En
borrmaskin — inspänningstillfället — som uppvisar den här typen är OK.
— En
borrmaskin — inspänningstillfället — som uppvisar den här typen är OK.
 410:- Clas Ohlson 1978/79 — axiellt chuckglapp med fjädring — lämpar sig INTE för
finmekanik i någon GENERELL mening
410:- Clas Ohlson 1978/79 — axiellt chuckglapp med fjädring — lämpar sig INTE för
finmekanik i någon GENERELL mening
Skil — perfekt

— En borrmaskin — inspänningstillfället — som uppvisar den här typen är perfekt.
BILDKÄLLOR: Testpinnen: Författarens arkiv ·
20Jun2013 CE2 Bild
2;18;19;24;25;26;27;28;29; Borrmaskiner utom Einhell: Författarens arkiv ·
PemJan2013 Mach -- 20Jun2013 • Bild1
COTECH Z1J-TD12-13E2 Clas Ohlson 2010 • Bild2 METABO SbE 490 [1991] • Bild3
SKIL 1473H2 Clas Ohlson 1978/79 • ·
Nikon D90
— Bilderna i testet 20Jun2013 [FOTOTEKNIK] har tagits med godtycklig inspänning
av testpinnen — vad som FÖREFALLIT vara
största (ungefärligt) diametrala avvikelsen — sett genom kamerans okular och
med referens till kamerasökarens referensmärken; Ett kort har sedan tagits på
varje (ungefärligt) diametrala läge; De två korten har sedan motvänts — vilket
effektivt avslöjar eventuella systemfel. IDEALT ska symmetrin vara EXAKT — som
den förefaller vara i fallen METABO och SKIL, se de fyra bildserierna ovan.
— Ovan visade typ av dokumenterad
fotografisk testform kan avslöja alla chuckfel som är signifikanta för den som
vill använda/testa/undersöka/VISA/analysera en/sin borrmaskin i ämnet hobbybaserad finmekanik
— typen Einhell och Cotech kan inte UTAN VIDARE användas.
— Vi Ber — Please — säljställets Tekniska Personal att gå
igenom Sortimentet och Dokumentera Produkterna Borrmaskiner typ ovan
exemplifierat — så att Kunden klart och tydligt kan SE vad det är man köper
INNAN.
— OM det görs, kan i varje fall jag
garantera att den marknaden (snabbt) självsaneras från allt SKRÄP som nu (2013)
säljs (typ Cotech och Einhell
som ovan, och förutsatt mina exemplar inte är absolut unika): INGEN
VETTIG finlirare köper den typen med ovanstående testresultat i
dokumentportföljen.
— Det faktum ATT det FINNS [INSPÄNNINGSTILLFÄLLET] chucklägen i
bägge fallen Einhell och Cotech — man får testa, spänna om, vrida, LETA — som
ger en »hyfsad passning» är inget EGENTLIGT argument — bara en eländig plåga
att tvingas leva med — i väntan på att något underbart befriande förlösande
under inträffar på marknaden. Se även mera utförligt i EXAKTA
TESTET.
Hur gör jag för att kolla
felet ovan innan jag köper min borrmaskin för finmekaniska hobbyändamål?
— Använd LJUSKOLLEN
först för att kolla teststångens rakhet, om inte annat.
— Ta kontakt med en maskinfirma eller maskinverkstad; Be att få köpa två »provstycken» stålaxlar 15 cM långa; En Ø5mM, en Ø10 mM — eller köp SILVERSTÅL själv (runt 50-200 kr per meter) och kapa med bågfil — garanterat raka stålaxlar slipade i diametermått med hög noggrannhet. Snygga till ändarna med fil och smärgelduk.
— Ta med dem till borrmaskinsbutiken, och be att få testa borrmaskinernas chuckar genom att spänna in provaxlarna — testa [se METODEN FÖR SNABB SÖKNING AV MINSTA B-FELET] genom att spänna in provaxeln i olika lägen (testa i vridsteg om 45-90°) — Einhellmaskinen för min del avslöjade sig direkt på det — men lång tid efter inköpet; Starta borrmaskinen, och kolla stångänden; syns ingen vibration är chucken OK. Om du orkar: testa butikens alla, samtliga, exemplar (Upprepa för alla tillgängliga butiker, om du har tid, intresse och ork).
— Referera till den här testundersökningen (om inget annat finns):
— Einhell RT-ID 65 — lovprisad av vissa recensenter — klarar INTE testet: det finns ETT läge (mitt inköpta exemplar på Järnia 2012) MEN som man måste leta efter som är OK, resten visar tydlig wobbling. Se bilden ovan, samt vidare i testen nedan [EinHellChucken1A] och EXAKTA TESTET.
— Finns inget BESTÄMT RAKT inspänningsläge på din borrmaskin, finns heller inget bestämt rakt referensläge för dig att precisionsjustera inställningen mellan koordinatbord/arbetsbord och borrmaskinens pelarstativ för korrekt xyz-grundinställning; En sådan borrmaskin/borrchuck kan inte användas för finmekaniska ändamål. Se även från INTRO och Koordinatbordets montering.
ExaktaTestet 19Jul2013 — forts. frn. FörstaTestet
20Jun2013
EXAKTA TESTET
PRAKTISKA STUDIER AV OVALITETSFELET tillsammans med OLIKA BORRMASKINERS BORRCHUCKAR
Här upprepas föregående preliminära (godtyckliga
användar-) testet från 20Jun2013
med ett mera ambitiöst utformat precisionstest — samma testpinne
men spetsslipad tillsammans med fast monterad slipad stålspets [TestPinnenMOD]:
— TESTET ÄR AVGÖRANDE VIKTIGT för exakt okulär
dokumentation på de här testade borrmaskinerna [MinMaskinreferens] och deras kapacitet och förmåga
att KUNNA TA EMOT ett utvalt arbetsobjekt — nämligen i den möjliga
observationen att NYA MASKINER [efter 2000] VERKAR URUSLA i jämförelse med
gamla [före 2000]:
Testpinnen skjuts in till botten av chucken och spänns fast i denna helt lätt för minsta möjliga märkning från de hårda metallklackarna;
— INSPÄNNINGSSTÄLLET MED MINSTA OVALITETSFELET eftersöks först [Se METODEN FÖR SNABB SÖKNING AV MINSTA B-FELET]; man spänner loss, vrider teststycket, spänner in, låter chucken rotera, osv, tills man finner stället med minsta differensen: då man finner detta, vrids borrchucken så relativt den fasta stålspetsen att största differensen framträder; foto tas, vilket markerar BÄSTA ARBETSPOSITIONEN;
— Därefter spänns teststycket loss och vrids (typiskt) 180 grader och spänns sedan fast i chucken igen — varvid (typiskt) sämsta inspänningsstället för inspända verktyg framträder; borrchucken vrids även i detta fall så relativt den fasta stålspetsen att största differensen framträder; foto tas, vilket markerar SÄMSTA ARBETSPOSITIONEN.
410:- Clas Ohlson 1978/79 — axiellt chuckglapp med fjädring — lämpar sig INTE för
finmekanik i någon GENERELL mening
Skil
BÄSTA INSPÄNNINGSSTÄLLET MED MINSTA OVALITETSFELET [se B-felet] — testpinnens konstruktiva
maskinbas — aktuella INSPÄNNINGSFALLET för borrarbeten:
—Notera för att finna detta läge I DEN ALLMÄNNA
ANVÄNDNINGEN AV BORRMASKINEN OCH DESS VERKTYG
måste borrchucken först REFERENSMÄRKAS [Se MÄRKNINGEN] — med stålrits — och
sedan aktuellt testad borr utprovas för minsta ovalitetsfel, och sedan I SIG
märkas [typ längst bak i toppcirkeln med ett slipmärke] med borrchuckens primära referens — det måste göras för
samtliga borrverktyg som används om högsta precision önskas. Se utförligt från Bfelet.
Foto 19Jul2013 ChuckTest ACT1 Bild A6 · Nikon D90
— Perfekt. Det är så här vi vill ha det. Alltid.
Skil
SÄMSTA INSPÄNNINGSSTÄLLET MED STÖRSTA — diametrala —
OVALITETSFELET [se B-felet]
— fasta stålspetsen flyttas så och borrchucken vrids så att största
differensen [ALLA
möjliga INSPÄNNINGSFALL] framträder:
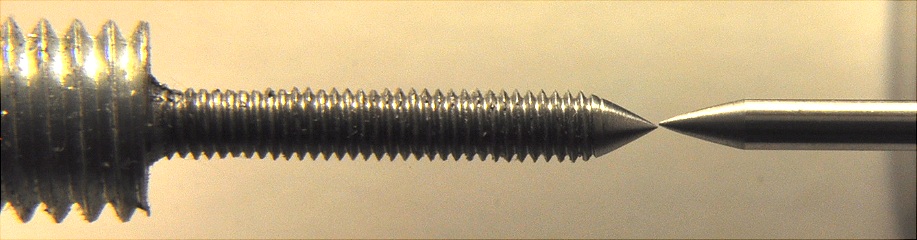
Foto 19Jul2013 ChuckTest ACT1 Bild A7 · Nikon D90
— Nära, men inte riktigt; Den här borrchucken håller absolut
högsta klass. Här kan noteras
att man relativt LÄTT och SNABBT finner minsta differensfelet i SKIL-maskinen
(och METABO-maskinen): ett större fel finns [alltid] 180 grader bakom ett
mindre: spänn ur, rotera cylindern 180°, spänn in; bättre resultat direkt.
795:- Järnia 1992 — stum chuck = perfekt för finmekanik:
Metabo
BÄSTA INSPÄNNINGSSTÄLLET MED MINSTA OVALITETSFELET [se B-felet] — SEDAN MINSTA OVALITETSFELET
UPPHITTATS vrids borrchucken så att största
differensen [aktuella
INSPÄNNINGSFALLET för borrarbeten] framträder:
— NOTERA OCKSÅ ATT DEN
GÄNGADE M8-TESTPINNEN UTGÖR ETT SÄMSTA
FALL: släta cylindrar — borrhalsar — uppvisar inte lika stor FELTENDENS;
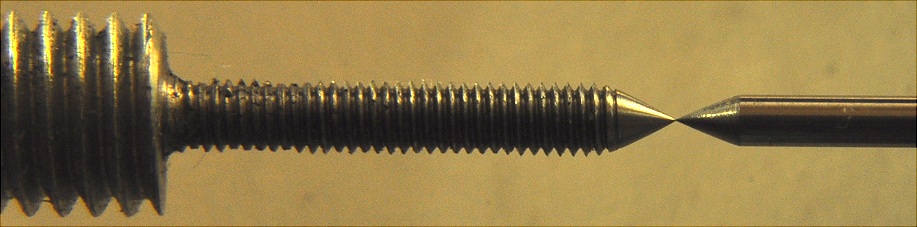
Foto 19Jul2013 ChuckTest ACT1 Bild M1 · Nikon D90
— OK.
Metabo
SÄMSTA INSPÄNNINGSSTÄLLET MED STÖRSTA — diametrala —
OVALITETSFELET [se B-felet]
— fasta stålspetsen flyttas så och borrchucken vrids så att största
differensen [ALLA
möjliga INSPÄNNINGSFALL] framträder:
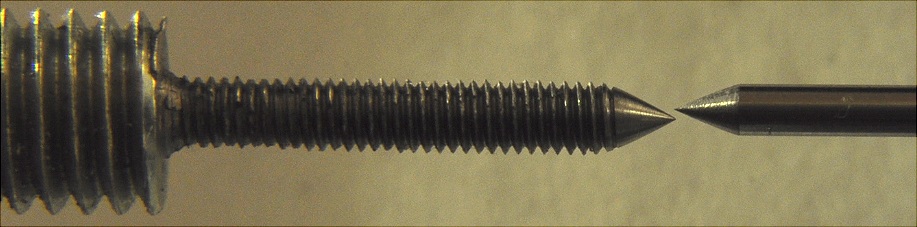 Foto
19Jul2013 ChuckTest ACT1 Bild M2 · Nikon D90
Foto
19Jul2013 ChuckTest ACT1 Bild M2 · Nikon D90
— Går inte.
299:- Clas Ohlson 2010 — axiellt chuckglapp: EN
DEL utan fjädring + en del med
= lämpar sig INTE för finmekanik i någon GENERELL mening
Cotech
BÄSTA INSPÄNNINGSSTÄLLET MED MINSTA OVALITETSFELET [se B-felet] — SEDAN MINSTA OVALITETSFELET
UPPHITTATS vrids borrchucken så att största
differensen [aktuella
INSPÄNNINGSFALLET för borrarbeten] framträder:
— NOTERA OCKSÅ ATT DEN GÄNGADE M8-TESTPINNEN UTGÖR ETT SÄMSTA FALL: släta
cylindrar — borrhalsar — uppvisar inte lika stor FELTENDENS — men märks ändå
tydligt i fallen Cotech och Einhell;
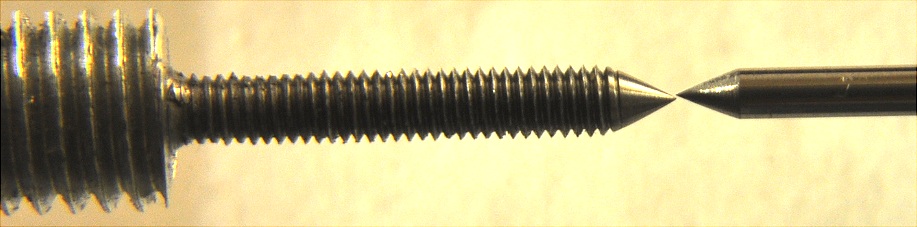 Foto
19Jul2013 ChuckTest ACT1 Bild C1 · Nikon D90
Foto
19Jul2013 ChuckTest ACT1 Bild C1 · Nikon D90
— Det här är ingen borrmaskin för finmekaniska ändamål.
Cotech
SÄMSTA INSPÄNNINGSSTÄLLET MED STÖRSTA — diametrala —
OVALITETSFELET [se B-felet]
— fasta stålspetsen flyttas så och borrchucken vrids så att största
differensen [ALLA
möjliga INSPÄNNINGSFALL] framträder:
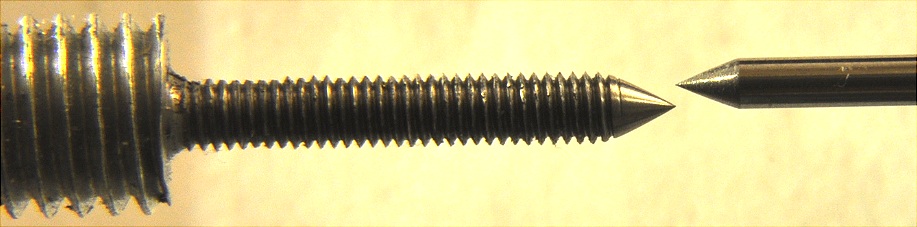 Foto
19Jul2013 ChuckTest ACT1 Bild C2 · Nikon D90
Foto
19Jul2013 ChuckTest ACT1 Bild C2 · Nikon D90
— Det här går definitivt inte för annat än att sortera nästa
kaffekvarts kaffeved.
695:- Järnia 2012 —
stum chuck = perfekt för finmekanik, men … Se EINHELLMASKINEN
Einhell
BÄSTA INSPÄNNINGSSTÄLLET MED MINSTA OVALITETSFELET [se B-felet] — SEDAN MINSTA OVALITETSFELET
UPPHITTATS vrids borrchucken så att största
differensen [aktuella
INSPÄNNINGSFALLET för borrarbeten] framträder:
— NOTERA OCKSÅ ATT DEN
GÄNGADE M8-TESTPINNEN UTGÖR ETT SÄMSTA
FALL: släta cylindrar — borrhalsar — uppvisar inte lika stor FELTENDENS — men
märks ändå tydligt i fallen Cotech och Einhell;
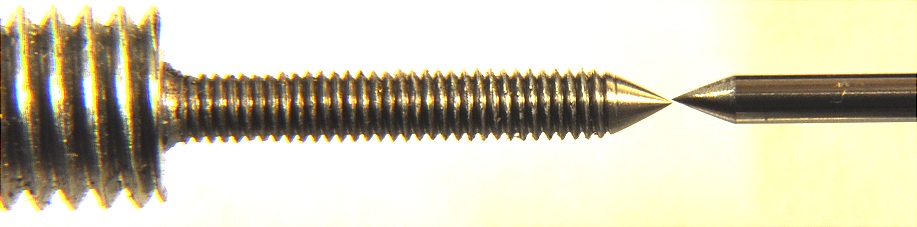 Foto
19Jul2013 ChuckTest ACT1 Bild E1 · Nikon D90
Foto
19Jul2013 ChuckTest ACT1 Bild E1 · Nikon D90
— Release me.
Einhell
SÄMSTA INSPÄNNINGSSTÄLLET MED STÖRSTA — diametrala —
OVALITETSFELET [se B-felet]
— fasta stålspetsen flyttas så och borrchucken vrids så att största
differensen [ALLA
möjliga INSPÄNNINGSFALL] framträder:
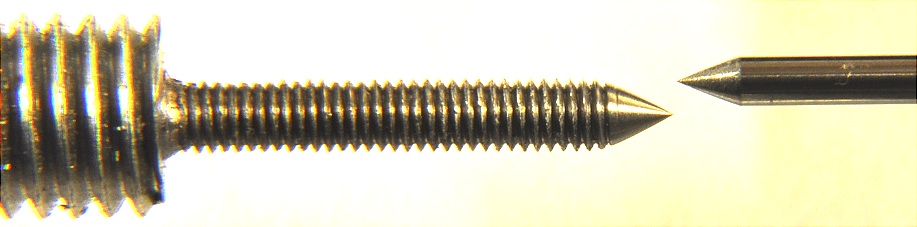 Foto
19Jul2013 ChuckTest ACT1 Bild E2 · Nikon D90
Foto
19Jul2013 ChuckTest ACT1 Bild E2 · Nikon D90
— Det här inspänningsfelet är så galet
stort, att man knappt tror det är sant — Jämför Einhells INSPÄNNINGSKLACKAR [klart sämst konstruktion av alla
testade: STORA GLIPOR som garanterat utestänger maximalt gripande funktion].
— Det tar TYP fem minuter att hitta ett
bättre inspänningsställe(!) [Jag överdriver naturligtvis — men något åt det
hållet]. Rena snurren.
SUMMERING TESTRESULTAT
— Det GÅR — om man får TID på sig — att få fram »ett hyfsat läge» i fallen Cotech och Einhell — men det är påfrestade ibland att hålla på med letandet efter minsta avvikelsestället [METODEN FÖR ATT HITTA MINSTA B-FELET].
— FELET — som vi (här) tror oss ha kommit på, är att chuckklackarna i bägge fallen Cotech och Einhell är av typen RÄFFLADE med mellanrum — vilket effektivt reducerar möjligheten att hålla ovalitetsfelet på minimum [det verkar som att konstruktörerna inte känner till felet AV PRINCIP].
— I slutänden betyder det att maskinerna TYP som ovan Cotech och Einhell INTE tillhör önskedrömmen för den som vill konstruera i ämnet (hobbybaserad) finmekanik: arbetsresultaten blir som PEKNINGEN i testen ovan: kass konstruktion.
— Maskinerna SKIL och METABO däremot är som testerna ovan visar [TESTMETOD] mera lämpade — definitivt.
— SKIL-maskinens axiella chuckglapp gör dock att den får begränsad användbarhet (kan användas för allt utom där det krävs fasta axiella distanser) och därmed hellre kan användas som horisontellt monterad drivmaskin för filsvarvning (också i begränsad mening).
— METABO-maskinen med sin stumma axel däremot blir det självskrivna valet för fast montering i pelarstativ: alla typer av precisa arbeten kan utföras.
— VILKEN BORRMASKIN SOM MATCHAR Metabotypen idag (2013) återstår att finna svaret på.
Artiklar/Forum/Diskussioner På Webben
SOM HJÄLPER OSS MED GRUNDBEGREPPEN — GoogleSearch: »drill chuck, runout» — chuckfelen är allmänt välkända:
PRACTICAL
MACHINIST — Drilling concentricity (2004)
http://www.practicalmachinist.com/vb/general-archive/drilling-concentricity-78581/
”in a rotating spindle like a drill press, you've got both the inaccuracy of the spindle and tool misalignment with the intended path to contend with, as well as the flex and wobble of the tool as it penetrates”
PRACTICAL MACHINIST — Drill Chuck Quality (2005)
http://www.practicalmachinist.com/vb/general-archive/drill-chuck-quality-83340/
concentricity · concentric drill holding
”Last year another poster shared his experience with a chuck bebuild kit where the parts were poorly machined”
DIGITAL MACHINIST — Acceptable drill chuck runout on a mill (2007)
http://bbs.homeshopmachinist.net/threads/54277-Acceptable-drill-chuck-runout-on-a-mill
chuck runout [värdena anges i tum: 0,001’’=0,0254mM] [eng. runout närmast sv. avvikelse]
”If I mount the dowel in a collet directly, I get less than .001 runout.”,
”from my experience:
cheap 16 mm chuck = 0.01" runnout (measured at a distance equal to 10 × diameter of clamped rod)
expensive röhm chuck = 0.006"
"precision" bison chuck = 0.006"
precision röhm chuck (200$) = 0.002" (had to send it back and get a replacement)
an albrecht supposedly has 0.001" (300$)
dremel chuck 0.003" (collet the same)
”,
”I speak from the experince not of a bad chuck but cheap drill bits....they frequently aren't straight!”
SAWMILL
CREEK — Drill Press Run-out.. New Chuck? (2006)
http://www.sawmillcreek.org/showthread.php?121004-Drill-Press-Run-out-New-Chuck
”When I'm measuring the run-out, I'm placing a dial indicator perpendicular to the spindle surface and rotating the spindle pulley by hand. The difference …”,
”Here's a good article on tuning up a DP and adjusting runout.
http://wiki.owwm.com/GetFile.aspx?Fi...ss_tune-up.pdf
”
Stå på dig om chucken
wobblar:
RIDGID
— Wobbly chuck on brand new hammer drill (2012)
https://www.ridgidforum.com/forum/t39980/
”It is by no means "NORMAL" and a wobbly chuck is quite worthless... and you'll be miserable with it. Take it back to the store for a swap or to a service center to have it fixed. DON'T keep it and put up with it.”
Se även instruktivt om RunOut-mätning
IN-Line
INDUSTRIES — Checking Chuck & Spindle Run-Out
http://www.in-lineindustries.com/Drill Press Run-Out
Test.pdf
Se även särskild upplysning från AlbrechtCompany om Varför:
”Why is accuracy so important?
1.Precision hole sizing:
Chucks which have excessive run-out cause drills to wobble, resulting in oversized holes. Suppose you are producing a part which calls out for a drilled and reamed hole. If the drill runs out, an oversized hole will be created and the reaming tolerance could be used up.”,
ALBRECHT
FAQ — Why are Albrecht Drill Chucks so accurate?
http://www.albrecht-germany.com/en/faq.html
PRODUCTS
— Concentricity and Balance
http://parlecparts.com/pages/concentricity_and_balance
”Tools should be selected based on there [their] ability to hold the tool concentric to spindle rotation”
ALBRECHT
DRILL CHUCKS — räkna med priser från runt 400 dollar för nyckelchuckar, 200
dollar nyckellösa
http://www.albrechtchucks.com/albrecht-drill-chucks.html
”Albrecht is widely regarded as the manufacturer of the world's most consistently accurate drill chucks”.
— Show us. Please.
EinhellchuckenCentrering — förundersökningens delvisa kaotiska
resultat — innan fenomenet med ovalitetsfelet uppmärksammades: se utförligt
från B-felet
Olika inspänningslängder — eller vridlägen — på en
borr KAN betyda WOBBLINGSEFFEKTER med EinHellCHUCKEN
Upprepat test 24Jan2013 med 1,5mM-borren visar att EinHellChucken VISST kan ta SAMTLIGA inspänningslängder (från 5mM till max) med perfekt centrering i borrens axel då maskinen spinner.
Återupprepning av testet 2Juni2013:
— Spänns borren in i EinHellChucken så att spiralkragen inkluderas, uppkommer viss ocentrerad inspänning. Spänns borren om så att endast den helt cylindriska delen ligger an mot chuckklackarna fås korrekt funktion — det behöver bara skilja på någon millimeter enligt test med en Ø3 mM borr;
Dessa förundersökningar genomfördes
FÖRE den mera ingående upptäckten med OVALITETSFELET,
se utförligt från B-felet.
— Avgör, säkert, genom BORRTESTET: borren ofullständigt centrerad — och/eller osymmetriskt
slipad — får borrämnet att jiggla, medan korrekt inspänd/slipad borr lämnar
borrämnet helt stilla.
— Nyligen gjorda iakttagelse:
— En inspänd Ø1,5mM borr i Einhellborrmaskinens borrchuck roterar med maskinen igång till synes perfekt axelcentrerat — förutsatt att borren är inskjuten utmed HELA den släta övre borrstången: 20 mM.
— Observation med endast halva — 10 mM — inskjutning visar att borren wobblar eller precesserar: kränger som en lutande gyrosnurra: kan inte användas.
Observerat i samband med långhålsborrning av ett 30 mM precisionshål i tjockt plexiglas via 1,5 mM-borren, 40 mM längd varav 22 mM för inspänning.
— TEST på min gamla pålitliga SKIL borrmaskin 1473H2 visar ingen
sådan tendens: 1,5 mM-borren kan utan vidare spännas in i borrchucken —
inspänningslängd 5 mM — och den roterar perfekt.
Så finns då, här, ytterligare ett bevis för att »den nya tidens borrmaskiner» ([efter 2000] med sina minimum 1,5 mM borrar och manuella inspänningschuckar) INTE har medfört något annat i precision än en försämring.
MIN GENERALISERING (med viss satirisk överdrift):
— halvfärdiga maskiner med mängder av småfel: EinHellHALS, EinHellCHUCKstoppet, EinHellCHUCK2, … .
Erfarenheter från Clas Ohlson (2012) antyder liknande (men inte lika omfattande) äventyr [Se COTECH-maskinen i ExaktaTestet — perfekt matchning med Einhelltypen] — det slarvas väldeliga.
JÄMFÖR TESTPROTOKOLLEN:
— Tester för att avgöra OM en borr är RAK eller inte [Se DIREKTA METODEN]
Exempel
— I fallet Etui med X-TREME CASE,
15st ZirconiumNitrid-specialhärdade borrar med
”SPLIT POINT”, ”specialslipad spets (135°) för ökad precision”
Clas Ohlsonkatalogen 2010s426
— Se bilder på en del av dessa borrars tydligt osymmetriska slipning i Kolla borrens slipsymmetri.
visade sig vid en preliminär genomgång endast 5 av de 15 borrarna ha acceptabel funktion:
— Det enkla men effektiva BORRTESTET visade direkt att i stort sett samtliga av etuiets 15 borrar jigglar = antingen orak borr eller osymmetrisk slipning — eller en kombination av bägge.
— Se i RIKTNING AV ORAKA BORRAR och Manuell Borrslipning.
Jämför å andra sidan Clas Ohlsons borrkasset från
1994:
Foto
20Jul2013 PemJan2013 Mach Rak1 Bild
10 · Nikon D90
— I stort sett varenda borr uppvisar mer eller mindre perfekt ordning: rakhet, slipsymmetri.
— Vad som gäller idag (2013) för motsvarande Clas Ohlsonsortiment är f.n. här inte närmare känt.
beror HELT av att man förfogar över en INSPÄNNINGSMASKIN som är eller kan fås att uppvisa »GARANTERAT RAK I ROTATIONSAXELNS FÖRLÄNGNING»
— visuellt observerat som i SKIL- och METABO-fallen: diametral avvikelse mindre än 1/100 mM [0,0003937’’] på 120 mM [4,7244094’’] enligt ExaktaTestet — vilket motsvarar ett praktiskt effektivt arbetande rakhetstal 1:k på k=12000. Jämför TabellexempelStraight: borrmaterialen från industrin ligger i maxtal (max tolerabla värden) generellt på k-värden (som bäst — frånsett supertillverkaren Boston Centerless förstås) 2600 — i praktiken ligger värdena (i allmänhet minst) bättre än dubbla.
— Har man INTE den maskingrunden, är man ute på äventyr om man ENS försöker fastställa om det är BORREN som är sned, eller om det är BORRCHUCKEN.
— I det praktiska exemplet med Einhellborrmaskinen,
blir det — uppenbarligen — ytterst svårt för en person som INTE känner till
dessa fördjupningar: Einhellmaskinen
— som det mest praktiskt utmärkande arbetsexemplet, beroende på HUR borren
spänns in — kan LÄTT förleda användaren till tron om att det är BORREN, inte
borrmaskinen [Borrchucken — inspänningsklackarna],
det är fel på.
— Men hur tusan ska man då bära sig åt
för att få en säker referens?
Mitt enkla svar:
— Hittar man ingen sådan maskin är det
— tydligen — kört. Kunskaperna Inom Marknaderna på Planeten Jorden har I SÅ
FALL TYDLIGEN inte hunnit utvecklas så långt. Än.
Ett möjligt tips (under tiden, tills vi hittar något): skippa
HELT typen
”-hammare”. Den typen — axiella chuckglapp, kassa
inspänningsklackar — har ingenting att göra inom finmekaniken: noll tillämpbarhet. Sök på utpräglade borrmaskiner. Inte borrhammare.
Se även i BORRMASKIN.
— Det är också (min synpunkt)
MENINGSLÖST ATT FRÅGA butikspersonal:
— ÄMNET BERÖR ytterst mekaniskt komplicerade
DETALJER PÅ MASKINGOLVET — INTE PÅ BUTIKSGOLVET:
personer som inte arbetar praktiskt med detaljerna, förstår
heller inte problematiken med dem.
— Det är inget fel på butikspersonalen.
Föreställningen att KUNSKAPEN hör till marknaden däremot, är en alldeles tydlig
feluppfattning; Kunskapen hittar vi i verkstäderna, hantverksbyarna, på
industrigolvet, bland jobbarna som riktar in svarvarna och sätter ihop
detaljerna. INTE hos säljpersonal.
Min mening:
— DISKUSSIONER ska inte förekomma (med
säljpersonal — skyll dig själv om du hamnar i en sådan fälla): Säljbutiken
REDOVISAR VARAN. Det behövs inget annat. Finns ingen redovisning kan vi vara
(tämligen) säkra på (min erfarenhet) att precisionen inte finns på andra håll
heller.
— Alla dessa detaljer BORDE finnas åtkomliga för VARUDEKLARERAD INSPEKTION av en potentiell köpare:
— BUTIKEN bör ha tillräckligt kunnig verkstadspersonal bakom kulisserna som kan mäta själva och butiken därmed kunna uppvisa motsvarande bilder från ett motsvarande ExaktaTestet.
— VISA kunden vilken TYP av chuckklackar maskinen har; Visa kunden sämsta inspänningsläget för den och
den maskinen.
— TALA OM FÖR kunden om borrmaskinens chuckaxel
innehåller axiellt glapp
— den är i så fall INTE lämpad för arbeten som kräver en FAST axiell distans:
maskinen kan INTE användas generellt för finmekanik.
Därför att UTAN kännedom om dessa detaljer, KAN finmekaniken med den maskinen alldeles uppenbart med ovanstående exempelreferenser resultera i ett rent helvete: ingenting stämmer. Allt blir fel — trots att vi gör helt RÄTT.
Se vidare klargörande praktiska test från EinHellChucken1A.
Finmekanik Clas Ohlson
”Nötta borrar är inte värda att försöka slipa upp. Rensa verktygslådan
från borrar som blivit slöa och inte biter längre!”, s48sp1m GUIDEN
BORRMASKIN
Ur CLAS OHLSON fixa själv — DEN ENKLA VÄGEN
TILL PROFFSIGA RESULTAT — NR1 2011
Ref EinHellCHUCKEN2
— I fallet X-tremeCASE-etuiet (Clas Ohlson 2010) var 10
borrar av 15 axelsneda/osymmetriskt slipade [se det enkla BORRTESTET] — och som jag måste rikta om själv för hand [Se BorrRiktning] och i förekommande fall slipa om så att de kan
användas för FINMEKANIK.
Jämför även i Inledande finmekaniskt citat.
— En av grunderna i finmekaniken består (nämligen) i KUNSKAPEN ATT KUNNA
SLIPA EN BORR PÅ KORREKT SÄTT [Se Manuell
Borrslipning], SAMT HUR MAN TESTAR — VET — ATT SLIPNINGEN
ÄR KORREKT UTFÖRD.
— Det gäller i synnerhet borrar av typen Ø0,5mM: klarar du den, klarar
du allt.
EXEMPEL — på »finlir» som kräver borrning med Ø 0,5mM
borr — f.ö. ej sällan förekommande uppgift inom finmekaniken — samt
applikationer med gamla (omslipade) borrar som kan användas som fräsar för
finmekanik:
Se SO8 till DIL8 — finmekanik i
exempel
— Verktygen BORRSTATIV BORRMASKIN från Clas Ohlson klarar
garanterat INTE den typen
— 0,5mM borr säljs inte, längre, av Clas Ohlson, 1mM är den
minsta …
— Jamen, Clas Ohlson säljer speciella spännhylsor (Dremel)
för små nålborrar.
— Javisst. Och med vilken precision då i SJÄLVA FUNKTIONEN?
Visa.
BILDKÄLLA: Författarens arkiv · 29Apr2013 Bild10
SO8DIL · Nikon D90
— Ingen lödning behövs. Elektrisk kontakt garanteras med
mekaniskt tryck.
OBSERVERA PREFERENSERNA:
— Det är inte avsikten varken här eller annars att KLANKA NER PÅ CLAS
OHLSON SPECIFIKT.
— Många företag i dag (alla, veterligt — Jämför MICROSOFT i Exempel) lider samma
brister (med tillhörande exempel) — Clas Ohlsons affärsidé är i grunden GOD.
Men som i alla (klassiska) företagsled, förmår kanske inte alltid de
efterföljande personalleden leva upp till grundarnas avsikter och ambitioner: Marknaden
lever — som bekant — sitt eget liv, och utan mänsklig omtanke dödar den
allt i sin väg.
— Det är bara tack vare företagets omfattning som också exempelformerna
kommer fram: Clas Ohlson är (ofta) det enda säljställe som finns att välja på i
olika sammanhang som berör det klassiska hantverkets olika detaljer.
Därmed också synpunkterna.
Önskemål om bättre reda från
säljbutikerna
Se även i Hantverket och finmekaniken
2013.
OM Clas Ohlson — och självklart alla andra liknande företag och
marknader — verkligen vore en seriös intressent för HANTVERK OCH AMATÖR-
OCH HOBBYBASERAD FINMEKANIK, skulle företagets verkstadsavdelning vara en ledande
avdelning i verksamheten som specificerar
— tydligt och klart deklarerar för kunden på varje aktuell säljprodukt —
chuckglapp?
chuckglapp för borrmaskiner
om borrmaskinen ALLS kan
användas för generell finmekanik
— så att kunden/hobbyisten kan undvika dessa typer eftersom de INTE
lämpar sig för finmekanik — men är idag de enda typer som verkar finnas — ett
undantag är (säljs bl.a. på JÄRNIA) EinHell RT-ID 65

Einhell RT-ID
65 — enda butiksmaskinen (JÄRNIA 2012) idag som — här veterligt — INTE har en
axiellt glappande/fjädrande chuck.
— Det betyder
att Du KAN använda DEN borrmaskinen för finmekanik
— tillsammans
med ett pelarborrstativ: Notera dock att maskinen ovan RT-ID 65 (och
kompatibla) innefattar »en del andra detaljer» som gör den delvis farlig att
använda [Se särskilt VarningEinhell]
— samt delvis också tydligt oprecis [Se ExaktaTestet].
Se från EinHellMaskinen.
chuckklackar?
typ av
inspänningsklackar
i borrchucken — vilket helt avgör den maskinens användbarhet INOM FINMEKANIKEN
— se jämförande maskintester i ExaktaTestet
hur väl borrchucken kan ta
inspända cylindrar — som tillverkats i
industrin från cylindriska råmaterial som i sin tur formats via centerlös
slipning [eng. centerless
grinding]: typ BORRAR, SILVERSTÅL, AUTOMATSTÅL
[axelstål] och andra liknande
linjäritet
stativ?
djupmatningslinjäritet för pelarborrmaskiner och borrstativ
hur rak djupmatningen är i
praktiken
noggrannhet
xy-bord?
skaldelningsnoggrannhet för typen koordinatbord och pelarmatningar
om koordinatbordets skalindelning ALLS är praktiskt användbar
backprecision?
backparallellitet för maskinskruvstycken i ospänt läge (vinglighet=onoggrannhet)
om skruvstycket ALLS lämpar sig för någon precis montering
Exemplen visar — och bevisar — att finmekaniken LIDER just på dessa
nämnda detaljers kredit, och därmed omöjliggörs den vanliga enkla människans
möjligheter att få något gjort.
— I takt med att intresset SÅ urlakas, försvinner NATURLIGTVIS också
MARKNADSUNDERLAGET; Det finns inga kunskaper, ingen vägledning, ingen
produktbeskrivning, ingen specifikation..
I dagens läge måste man först köpa produkterna innan man får veta vad
som gäller. Och när man får veta det, är (ofta — min egen generalisering 2013 i ljuset av summan
upprymdheter) besvikelsen det mest framträdande. Se exemplen bakom de
markerade länkarna till ovannämnda.
INTRODUKTION — Se även i InledandeBorrTest — Se även separat i AVGÖRANDE EGENSKAPER FÖR VALET AV BORRMASKIN
Praktisk elektromekanik för hobby och amatörer
— OM DU ORKAR OCH STÅR UT (Det blir jobbigt i längden): Be
säljställets butikspersonal att få göra två enkla borrmaskinstest (om personalen själv inte redan gjort
det och kan redovisa fotografier som visar situationen typ ExaktaTestet): Gör
1. AXIELLA CHUCKTESTET för att avslöja ev.
axiellt chuckglapp, samt
2. ROTERANDE
CHUCKTESTET för att avslöja ev. STORA MÄRKBARA inspänningsfel
i borrmaskinens borrchuck — se exempel i ExaktaTestet.
OM EXCEPTIONELLT STORA INSPÄNNINGSFEL
FINNS = teststången
wobblar tydligt i änden = borrchuckens inspänningsklackar är
INTE av typen släta, se exemplen med Cotech och Einhell i Inspänningsklackar och ExaktaTestet — VET du DIREKT att den
maskinen INTE kommer att göra dig glad, heller, i andra inspända arbetslägen.
Min referens här är ENBART ExaktaTestet
med fyra testade maskiner: två gamla (1978/1992) — OK — två nya (2010/2012) —
kass konstruktion.
— Den borrmaskin vi väljer för hobbybaserad finmekanik
måste ovillkorligen klara BÄGGE testerna — utan uppvisade, synbara, fel eller
avvikelser.
Ytterligare en detalj om maskinen klarar bastestet:
— OM maskinen dessutom har ett GJUTET
ALUMINIUMHUS vid halsinfästningen, kan vi vara (tämligen, utan vidare test) säker på att få en
särskilt STABIL infästning i ett pelarstativ (nedan). Jämför Einhellmaskinen (plastmaterial — tydligt slarvigt
konstruerat: halsen är KONISK) i EinHellHals
och VarningEinhell (borrmaskinen gled plötsligt ur pelarinfästningen
mitt under pågående arbete).
— För säkerhets skull: kolla också
halsvidden (med skjutmått) så att du vet att maskinen kommer att passa för
infästning i pelarstativet (vidare nedan). Jag gjorde inte det — som
studieexempel — vid mitt inköp av Einhellmaskinen, utan utgick ifrån att alla
seriösa fabrikanter håller sig till en redan fastlagd industristandard.
Nuförtiden (efter 2000) ska man, tydligen INTE ta det för givet, utan kolla
(allt möjligt). Först.
Bildkälla: Författarens arkiv · MONTAGE: Jan2011 TM6 Bild FB1test 3 • 25Maj2013
E9 Bild2 — NikonD90

Utrustningen — INTRO
Utrustningen — grundverktygen — som krävs för att kunna utföra
FINMEKANISKA ARBETEN för allmän elektronik och hobbymekanik visas
illustrerat nedan med följande grundverktyg:
Borrmaskin SOM INTE HAR CHUCKGLAPP Se AxiellaChuckglapp och INTE CHUCKFEL Se ChuckTest
Pelarstativ/Borrstativ
|
INTRO — avgörande grundinställningar Hur ställer jag in xy-bordet för perfekt passning med pelarstativet? Se utförlig beskrivning i |
|
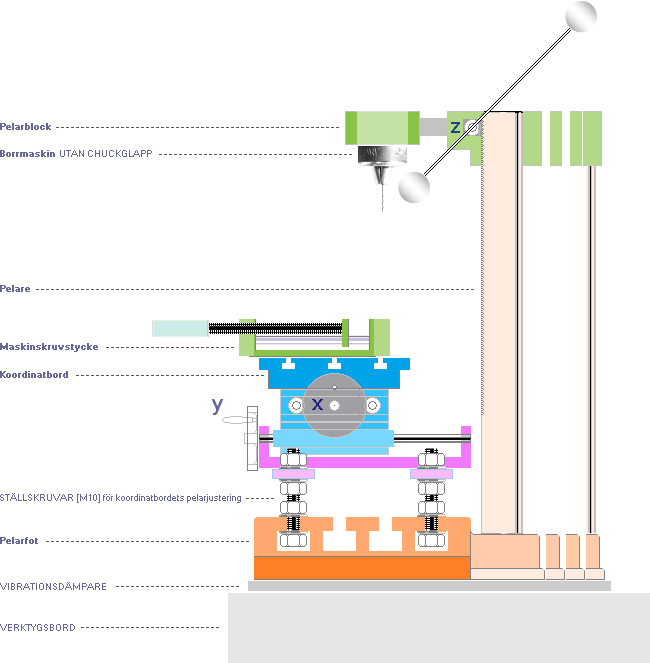
MARKNADEN FÖR INKÖP AV GRUNDVERKTYGEN är — emellertid, som en del av oss redan märkt (ännu 2013) — mindre upphetsande i praktiken än reklamen.
Mina egna maskinreferenser
— se särskilt från TESTPINNEN i ChuckTEST:
Pris:
410:- Clas Ohlson 1978/79 — axiellt
chuckglapp
med fjädring — lämpar sig INTE för finmekanik i någon GENERELL mening
Ljudnivå allmänt: Spinner mjukt »nära tyst» — om man spänner
över ett buntband av plast mellan borrhuset och chucken, och som dämpar ut ett
annars påtagligt »lagerskrammel». Nästan som en symaskin.
Pris:
795:- Järnia 1992 — stum chuck = perfekt för finmekanik
Ljudnivå allmänt: Spinner som en [grym] Formel 1, hela
registret. Rena mysmaskinen.
Pris:
299:- Clas Ohlson 2010 — axiellt
chuckglapp: EN DEL utan fjädring + en del med = lämpar sig INTE för finmekanik i
någon GENERELL mening
Ljudnivå allmänt: På låga varv relativt tystgående — men
det finns ett malande muller som redan på låga delen i mellanregistret börjar tuta
något alldeles förfärligt.
Missljudet är INTE av den typ som — ANNARS, ofta med gott resultat — kan dämpas
med mellanliggande dämpmattor [Vibrationsdämpare]
mellan maskin och underlag: Missljudet kommer direkt från
borrmaskinen.
Pris: 695:- Järnia 2012 — stum chuck = perfekt för finmekanik, men … Se EINHELLMASKINEN
Ljudnivå allmänt: Einhellmaskinens delvis »mjuka spinn» är det mest positiva. Man gillar den direkt — Men akta utförandet: flera [äventyrliga] detaljer finns. Se från Einhellmaskinen.

Bildkälla: Författarens arkiv · 5Jun2013 E11
Bild3 — NikonD90 · Detalj
Se särskilda exempel i
EinHellMaskinen — COTECH — WABECOSTATIVET — KOORDINATBORDET — MASKINSKRUVSTYCKET.
MIN REKOMMENDATION — efter exemplen som visas i (speciellt) WABECOSTATIVET:
— Då det står uppenbart att det (ännu 2013) är omöjligt att få någon
vettig guidning via webben — pålitliga produkter verkar helt enkelt inte
existera till de priser som vi vanliga dödliga kan undvara — finns bara
ett sätt:
— OAVSETT VILKEN BASPRODUKT pelarstativ koordinatbord maskinskruvstycke DU VÄLJER för att komma igång med
finmekaniken är det tydligt i vilket fall att alla, varje, måste bearbetas, justeras, påbyggas,
på ett eller annat sätt.
— Det har med andra ord ingen som helst betydelse vilken maskinstomme
du väljer (borrmaskinen
undantaget på grund av villkoret med avsaknaden av axiellt chuckglapp, se BORRMASKINEN, och villkoret med felfri
chuckinspänning, se ChuckTestet); Om TVIVEL finns vilken maskinstomme som ska
väljas: ta den billigaste, tillsammans
med ett djupt andetag, och bered dig på JOBB: Speciellt Djupgående Kunskaper i
antågande. Jämför mitt exempel
med WABECOSTATIVET.
— Erfarenheten har visat att PROBLEMEN KAN LÖSAS. Den här
framställningen är ägnad att exemplifiera sådana utflykter
[INLEDANDE FINMEKANISKT CITAT]
[HANTVERK OCH FINMEKANIK 2013]
[ÖNSKEMÅL OM BÄTTRE REDA FRÅN SÄLJBUTIKERNA]
och förhoppningsvis ge något konstruktivt uppslag till den som själv
vill försöka avancera — du KAN (betydligt) mer än du tror. Det gäller bara att
komma igång — du kommer att få se det själv. Bergis.
Koordinatbordets
montering på pelarstativet — INTRO
Se även KOORDINATBORD
i Verktygen som behövs
Hur ställer jag in xy-bordet för perfekt passning med
pelarstativet?

Inställningar för xy-bordets precision med pelarstativet
— 1. Montera först de fyra M10-skruvarna i pelatfotens profil [se förenklad skiss av xy-bordet
och pelarstativet (z) i INTRODUKTIONEN],
först helt löst så att xy-bordet lätt kan träs på dessa, sedan med
efterdrag så att M10-bultarnas sitter stadigt;
— Vänta med att skruva på de fyra översta muttrarna till M10-bultarna
tills hela xy-bordet är justerat:
— 2. Känn sedan — noga — på alla fyra M10-muttrar som ligger närmast
under xy-bordets plattjärn, att varje mutter — en åt gången — låser
precis med en helt lätt fingerrörelse. När alla fyra muttrar SÅ är
förjusterade, markerar det att xy-bordets egenplacering nu vilar HELT
JÄMNT PÅ ALLA FYRA STÄLLEN på den egna tyngden på M10-bultmuttrarna.
— 3. Vi kan nu kontrollera om EVENTUELLT fabrikanten REDAN varit så
noggrann att allt stämmer med en gång:
— Placera VINKELBLOCKET
med siktlinje dels i y-led (framåt, med koll mot borrstativets pelare),
och dels i x-led (genom att kika från sidan, höger eller vänster, mot
borrstativets pelare): kan ingen avvikelse i utsträckningen mellan vinkel och
pelarsida iakttas, ligger xy-bordet perfekt monterat.
— Om avvikelse finns:
— 4. Det lilla utrymmet mellan bultkanterna och monteringshålens
cylindriska öppningar — plattjärnen som bör finnas underst på xy-bordet
för dess montering — garanterar att hela xy-bordsblocket kan vickas
marginellt utan hinder, uppåt från respektive kontakt med den underliggande
M10-bultens toppmutter.
— 5. För att utföra precis justering, utvälj en M10-mutter åt gången:
— Om du inte direkt vet vilken av muttrarna som är mest lämplig att justera
(uppåt — neråt blir mer
komplicerat eftersom alla övriga muttrar i så fall också hindrar och måste
ändras neråt), vicka eller tryck xy-bordet lätt uppåt med koll på
vinkeln för att avgöra vilken sida som blir lämpligast att höja via motsvarande
mutter; Skruva därefter på den valda muttern så att xy-bordet höjs;
— M10-stigningen per varv är 1,5mM; 1/6 varv — en mutterflank — ger
0,25mM i höjdled;
— Med en ringnyckel och dess förlängda arm kan vi, säkert, justera betydligt
mindre, säg 5° som ger (1,5)(5/360)=0,020833 mM — vilket garanterar att
noggrannheten i inställning kan drivas högt.
— 6. När tillfredsställande passning uppnås, upprepa
»fyrmutterjusteringen» från punkt 2 så att alla underliggande M10-muttrar som xy-bordet
vilar på tar upp samma fördelade tyngd från hela xy-bordet.
— Nämligen därför att slutmomentet består i att skruva fast hela
inställningen på de underliggande muttrarnas kredit med de överliggandes kraft
— inget extra får tillföras, då, i det momentet.
— 7. Klart. Knappast behöver man göra om denna inställning när den väl
en gång är genomförd.
— xy-bordets passning med pelarstången betyder att en NORMALYTA xy-bordets
toppyta till pelaraxeln har etablerats för motsvarande kommande
justering med borrmaskinens borraxel i linje med pelarens längsutsträckning
— vilket garanterar perfekt inställd xyz-fysik i slutänden.
MOTSVARANDE PRECIS INSTÄLLNING/MONTERING FÖR BORRMASKINENS INFÄSTNING I
PELARHUVUDET — en rak infäst
rundstång eller rör i borrchucken ska peka parallellt med pelarstångens
utsträckning, vi använder VINKELBLOCKET för att kolla i xy-led på xy-bordets
topplatta — kan vara betydligt mera knepig.
— Det finns (här, ännu) inga enkla allmänna lösningar.
— Se till jämförelse EXEMPEL PÅ
STYVHETSFÖRSTÄRKNING: beroende på typ av infästning — och
mängden KRAFT som infästningen utsätts för — måste (i vilket fall) speciella
anordningar utformas om man vill ha EXAKT KOLL på vad som försiggår i
borrmaskinens position — före och efter utförda moment. Det finns inget allmänt
sätt — frånsett att det är Du som är den utförande, planerande och
verkställande ingenjören bakom jobbet som måste utföras för att få något gjort.
— Vi kan bara leta efter (eventuella) uppslag från andra (intresserade)
människor — om ingen direkt påhälsning infinner sig från naturkällorna.
— Det brukar (nämligen,
min erfarenhet — sedan man kämpat med ett problem som bara VÄGRAR släppa efter)
lossna (betydligt) om man tar en paus emellanåt.
— T.ex. att man sätter sig på cykeln, tar med sig älsklingsmusiken och
låter benmusklerna, blomdoften, de allmänna naturvyerna och fartvinden sköta
resten — förutsatt att det finns ANNAT att vila blicken på (före 2012 — generellt i vägnätet
Sverige som det verkar) än nersågade träd och ett allmänt uttunnat
naturvärde som varje frisk människa bara kan bli ledsen och nedstämd över:
inget att se fram emot som avkoppling.
Praktisk ElektroMekanik — Mekanik 1
END.
Praktisk ElektroMekanik — Mekanik 1
innehåll: SÖK äMNESORD på denna sida Ctrl+F · sök ämnesord överallt i SAKREGISTER
Praktisk elektromekanik Mekanik 1 — UNIVERSUMS HISTORIA
ämnesrubriker
innehåll
ChuckTest
— Tydliga chuckfel [kass chuckklackar] i Cotech och Einhell
SKIL — Clas Ohlson 1978
METABO — Järnia 1992
COTECH — Clas Ohlson 2010
EINHELL — Järnia 2012
referenser
[HOP]. HANDBOOK OF PHYSICS, E. U. Condon, McGraw-Hill 1967
Atomviktstabellen i HOP allmän referens i denna presentation, Table 2.1 s9–65—9–86.
mn = 1,0086652u ...................... neutronmassan i atomära massenheter (u) [HOP Table 2.1 s9–65]
me = 0,000548598u .................. elektronmassan i atomära massenheter (u) [HOP Table 10.3 s7–155 för me , Table 1.4 s7–27 för u]
u = 1,66043 t27 KG .............. atomära massenheten [HOP Table 1.4 s7–27, 1967]
u = 1,66033
t27 KG .............. atomära massenheten [ENCARTA 99 Molecular
Weight]
u = 1,66041 t27 KG ............... atomära massenheten [FOCUS MATERIEN 1975 s124sp1mn]
u = 1,66053886 t27 KG ........ atomära massenheten [teknisk kalkylator, lista med konstanter SHARP EL-506W (2005)]
u = 1,6605402 t27 KG .......... atomära massenheten [@INTERNET (2007) sv. Wikipedia]
u = 1,660538782 t27 KG ...... atomära massenheten [från www.sizes.com],
CODATA rekommendation från 2006 med toleransen ±0,000 000 083 t27 KG (Committe on Data for Science and Technology)]
c0 = 2,99792458 T8 M/S ........ ljushastigheten i vakuum [ENCARTA 99 Light, Velocity, (uppmättes i början på 1970-talet)]
h = 6,62559 t34 JS ................. Plancks konstant [HOP s7–155]
e = 1,602 t19 C ...................... elektriska elementarkvantumet, elektronens laddning [FOCUS MATERIEN 1975 s666ö]
e0 = 8,8543 t12 C/VM ............. elektriska konstanten i vakuum [FOCUS MATERIEN 1975 s666ö]
G = 6,67 t11 JM/(KG)² .......... allmänna gravitationskonstanten [FOCUS MATERIEN 1975 s666ö] — G=F(r/m)² → N(M/KG)² = NM²/(KG)² = NM·M/(KG)²=JM/(KG)²
t för 10–, T för 10+, förenklade exponentbeteckningar
OriginalCLAS
OHLSON ............... numera
utgått ur sortimentet:
— Clas Ohlson hade (i stort
fram till före sekelskiftet 1999-2000) en stor och rik representation
av HANTVERKSMATERIAL OCH DITO VERKTYG;
— Kullager; Kugghjul; Silverstål, Stänger och rör i mässing, svarvade
mässingsbrickor, mässingsmuttrar, mikrobrytare, lövsågsblad av ännu
oöverträffad kvalitet (sista
0,15mM tunna lövsågsbladet räckte för mig under 10 år — även efter sågning i
stål), m.m.
— Mitt materiallager består fortfarande till vissa delar av dessa detaljer; I
takt med att lagret försvinner måste jag med viss sorg leta upp nya
leverantörer om jag behöver komplettera de ytterst genuina produkter som en
gång fanns på Clas Ohlson — numera utspridda, om de alls ens finns, på flera
(många) olika företag;
— I stort sett hela DET KLASSISKA Clas Ohlson HANTVERKSSORTIMENTET bara
försvann (från grovt runt 2000 — perioden 1990-2010 har visat ett helt
annorlunda Clas Ohlson — »förytligat» med inriktning på »husbyggare» [golvläggning, betonggjutning,
fönsterkarminsättning, villahantverk, hamrande ”borrmaskiner” för sten och
betong, vedkapning …]).
— Liknande trender tycks ha svept fram över HELA (väst-) världen runt
sekelskiftet, likt en fräsande löpeld: BEGREPPET hantverk tycks ha fått en ny,
enastående, betydelse och innebörd: Maskiner som hamrar sig genom betongväggar
så ingen kan vistas inomhus; Det heter inte borrmaskin längre, utan
borrHAMMARE.
— Borrchucken I MARKNADSSTANDARD (2013) tar inte längre borrar från Ø0,5 mM;
minsta är Ø1,5 mM; Borrchuckarna glappar I LÄNGSLED [COTECH-exemplet Clas Ohlson 2010] hos
en stor mängd maskiner [mina
begränsade tester] (vilket gör dem VÄRDELÖSA för de flesta precisionsarbeten
i hobbyistens finlir), och man vet aldrig vad man får förrän man har köpt
produkten och kommer hem och börjar testa:
— Hoppsan: den steglösa varvtalsregleraren verkar bara kunna räkna till ett:
högsta (Clas Ohlson COTECH — dock inga problem att byta till en som fungerade).
— Hoppsan, där gled EinHellMaskinen ur infästningen i pelarstativet, mitt under
borrningen; det SKULLE vara halsvidd 43 mM, men EinHellmaskinen, visade det sig
nu vid kontrollmätning, har bara 42,5. Kavla upp skjortärmarna, lös problemet
(se Lösningen till EinHellProblemet).
— Och så vidare.
— INDUSTRIPRODUKTER som plåt, rör och stänger DEMOLERAS STUNDTALS AV
LEVERANTÖRERNA (knäckta/demolerade
rörändar som måste kapas bort, stukade
plåtkanter som måste sågas bort för att komma fram till den raka
industriprodukten; böjda stänger som
måste omriktas innan de uppvisar industriproduktens ursprungliga status …): den
tillgängliga precisionen och finliret går förlorat på grund av att leverantören
saknar kunskap, metod. Förhoppningsvis i avtagande.
(Toroid Nuclear Electromechanical Dynamics), eller ToroidNukleära Elektromekaniska Dynamiken

![]()


är den dynamiskt ekvivalenta resultatbeskrivning som följer av härledningarna i Planckringen h=mnc0rn, analogt Atomkärnans Härledning. Beskrivningen enligt TNED är relaterad, vilket innebär: alla, samtliga, detaljer gör anspråk på att vara fullständigt logiskt förklarbara och begripliga, eller så inte alls. Med TNED får därmed (således) också förstås RELATERAD FYSIK OCH MATEMATIK. Se även uppkomsten av termen TNED [Planckfraktalerna] i ATOMKÄRNANS HÄRLEDNING.
— BARN undrar, och frågar vuxna — vid en viss ålder — typ
»varifrån kommer universum»?
— Min farsa sa som det var: ”Det vet jag inte”; ”Ingen vet”.
— Min egen uppväxande historia skulle leda till besked (med
hjälp av urkunder från en annan världsdel än min egen) — men först efter stora,
svåra och (synnerligen) dramatiska strapatser.
DEN ENKLA BESKRIVNINGEN
— Allt upprepas periodiskt (det VET du ju redan);
— Ingenting i fysikens värld varar för evigt — allt
upprepas evigt i fysikens värld.
— Hjärtats slag, andningens rytmik, växlingen mellan dag och
natt, årstiderna, perioder och omständigheter i en människas liv, trender,
tillfällen, stunder, allt kommer i vågor med stiltje emellan. Naturens egna
direkt visuella mönster är en ren stilstudie i ämnet, rena drömmen att FÅ
vandra i, se, studera, umgås tillsammans med. Energikicken man får av det är
helt enkelt Oerhörd (Lägg ÄlsklingsMusiken till det, och du ÄR i himmelen:
timme in, timme ut, mil in, mil ut ...). Får människan inte den, dör människan.
Det är därför vi människor blir så
ledsna när vi ser Elak Dum Människa trampa ner, förstöra, vandalisera naturlig
växtlighet, lämna skräp och rester som skriker ut DET: det skiter jag i. Det är
ett samhälle i förfall, på nedgång, inte i uppgång.
— Den mest utmanande följdfrågan blir: men hur fungerar det
med Månen och Solen och Jorden och Stjärnorna, dessa slocknar ju någon gång,
och ... : Hur fungerar deras perioder? Eller mera direkt frågat: Varifrån
kommer vårat
Universum, då — för varje ny gång? Det du, AtomNiklas.
— Det är Universums Historia.
— Den korta, mera upplysande versionen?
Notera att modern akademi INTE kan härleda nedan refererade
detaljer på grund av låsningarna i LJUSETS GRAVITELLA BEROENDE [‡]. Se särskilt jämförande
korsreferens i Jämförande typkurvor
Ljusets gravitella beroende: det finns ingen motsvarande framställning
i etablerad mening att jämföra med. Det enda gemensamma vi har är: experimentella
observationer.
Bara en av lärosystemen (MAC eller TNED) kan vara den korrekta. Nämligen
den som innefattar — kan förklara — den andra som PRIMITIV.
— OK: korta versionen av UniversumsHistoria (92st
htm-dokument 2014). Universum pulserar periodiskt i en centralt
expanderande/kontraherande (672 miljarder år) kosmisk cell
(K-cellen) som fylls på från en omgivande obegränsat utsträckt långsamt
kontrakterande masskropp som består av neutroner [PLANCKS KONSTANT ger c0-kroppens masselement
som NEUTRONEN]:
exakt lika mycket massa som bränns av genom värme och ljus för varje period
fylls på från den omgivande c0-kroppen. Exakt perfekt balans enligt K-cellens allmänna tillståndslag och Ljusets Gravitella Beroende.
— Men hur RELATERAS förutsättningen med »obegränsad massa»?
— Energilagen:
energi kan varken skapas eller förintas, bara omfördelas; är energin oskapad är
tydligen massan det också. Det är förutsättningen. Vår enda uppgift blir: härled masselementets struktur [PASTOM] ur Naturprinciperna [Sanningsbegreppet;
tillståndets princip]: TNED.
Se utförligt från [TNED] i
särskilt beskrivande htm-dokument:
c0-kroppen ; energiekvationens sammanhängande grunder beskrivs, förklaras
och härleds i K-cellens allmänna tillståndslag
K-cellens värmefysik ; observationerna
som måste kunna förklaras
och hur de stämmer med TNED
K-cellens
inre fysik
; K-cellens
övergång i c0-kroppen — Täthetsändringens funktioner
K-cellens
grunder ; Zonskärningarna
Akromatiska
brytningsfenomenet i GRB ;
GRB-objektens
ursprung i TNED
;
UNIVERSUMS
HISTORIA — primära genomgången ; Universums kritiska täthet
Jordens inre termiska och magnetiska fysik ;
...
med (många) flera — korsrefererande länkar ingår (eller ska
ingå) i stor mängd.
Senast uppdaterade version: 2016-01-07
*END.
Stavningskontrollerat 2014-01-27.
*
åter till portalsidan ·
portalsidan är www.UniversumsHistoria.se
∫ ∫ Δ √ ω π τ ε ħ
UNICODE — ofta använda tecken i
matematiska-tekniska-naturvetenskapliga beskrivningar
σ
ρ ν ν π τ γ λ η ≠ √ ħ
ω →∞ ≡
Ω
Φ Ψ Σ Π Ξ Λ Θ Δ
α
β γ δ ε λ θ κ π ρ τ φ
ϕ σ ω ϖ ∏ √ ∑ ∂ ∆ ∫
≤ ≈ ≥ ˂ ˃ ← ↑ → ∞ ↓
ϑ
ζ ξ
Pilsymboler, direkt via tangentbordet:
Alt+24
↑; Alt+25 ↓; Alt+26 →; Alt+27 ←; Alt+22 ▬
Alt+23
↨ — även Alt+18 ↕; Alt+29 ↔
☺☻♥♦♣♠•◘○◙♂♀♪♫☼►◄↕‼¶§▬↨↑↓
→←∟↔▲▼
!”#$%&’()*+,
■²³¹·¨°¸÷§¶¾‗±
∫
√ τ
π ε ħ UNICODE — often used characters in mathematical-technical-scientifical
descriptions
σ
ρ ν ν π τ γ λ η ≠ √ ħ
ω →∞ ≡ ↔↕ ħ ℓ
Ω
Φ Ψ Σ Π Ξ Λ Θ Δ
α
β γ δ ε λ θ κ π ρ τ φ
σ ω ∏ √ ∑ ∂ ∆ ∫ ≤ ≈
≥ ← ↑ → ∞ ↓
ϑ
ζ ξ
Arrow symbols, direct via Alt+NumPadKeyboard: Alt+24 ↑; Alt+25
↓; Alt+26 →; Alt+27 ←; Alt+22 ▬
Alt+23
↨ — also Alt+18 ↕; Alt+29 ↔
Alt+NumPad 0-25, 26-...
☺☻♥♦♣♠•◘○◙♂♀♪♫☼►◄↕‼¶§▬↨↑↓
→←∟↔▲▼ !”#$%&’()*+,-./♦812...
åter till portalsidan ·
portalsidan är www.UniversumsHistoria.se