UNIVERSUMS
HISTORIA | PemE2Krets | Elektronikens grunder
| 2014XII24 a BellDHARMA production | Senast
uppdaterade version: 2016-10-19 · Universums Historia
innehåll
denna sida · webbSÖK äMNESORD på
denna sida Ctrl+F · sök ämnesord överallt i SAKREGISTER · förteckning över alla webbsidor

BILDKÄLLA: Författarens arkiv · MONTAGE: 11Jun2013 E12
Bild 105 — 21Jun2013 E21 Bild10 · Nikon D90 -- PRAKTISK ELEKTROMEKANIK —
Se även från HUVUDDOKUMENTET MED
ÄMNESORIENTERING
sök ämnesord överallt inom ELEKTRONIKEN i separat sakregister för
Praktisk Elektromekanik i sakregister elektroniken
Ledningsbanor och Induktion | KopparValsen | Kretsdragningen | Kretsfel — FIXTURDETALJER |
Gammaprojektets alla
dokument — Maj2012-Jul2016:
Utvecklingarna genom Gammaprojektet (2012-) har lett fram
till praktiskt användbara metoder för elektronikkonstruktioner UTAN krav på
inblandning av lödning och etsade kretskort. Dessutom MED en avancerad
signalbas i grunden: effektiva ledningsnät med ett nära associerat jordplan som
garanterar säkra (induktiva) avkopplingar. Den induktiva delen berörs särskilt
i Ledning
och induktion.
Vi
studerar detaljerna särskilt i det här dokumentet — med tillhörande
utvecklingsexempel.
Förutsättningarna
för oss alla amatörer = personer som INTE har oljeschejkernas bankkonton
ELEKTRONIKGRUNDERNA — Kretskort:
lödfri kretsteknik
PLASTSKYDDSMETODEN — se alternativt LACKMETODEN.
Foto:
GammaProj2013 GL Signal2 Shield
30Jan2015 Bild7
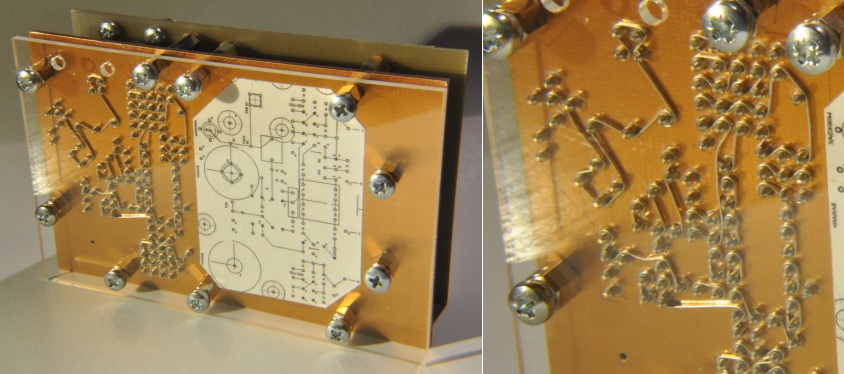
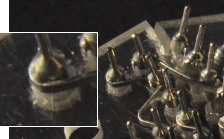
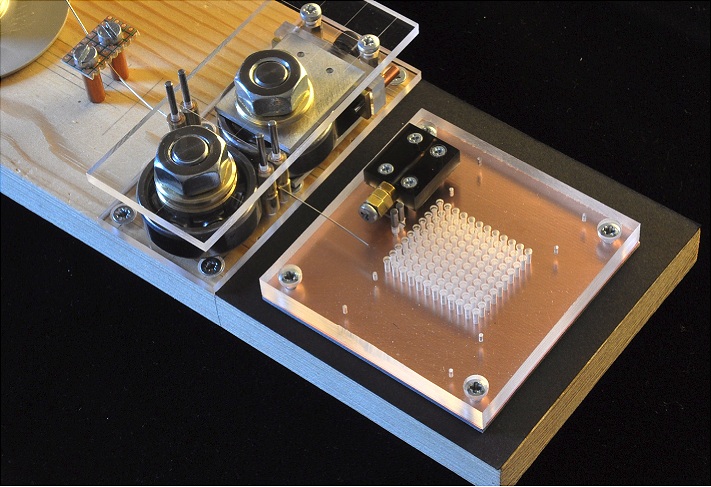
FÖRSTA EXEMPLET [metodens utveckling efter »PlexiKraschen»] — alternativa
MEKANISKA metoden »VertikalPlanInduktiva METODEN» . Ø0,5mM tennad Cu-tråd
planvalsdragen till tjocklek ca 0,25mM — fixturdragen på separat ledningsdragningsblock:
varje ledning dras först separat VIA EN NÅGOT TRÄNGRE PELARDIMENSION, flyttas
sedan över till aktuella kretskortet: den något större hylsdiametern garanterar
FJÄDRANDE — åtspännande — ELEKTRISK KONTAKT. Resistanskontroll
görs löpande efter varje enskilt dragen och monterad ledning — inga elfel
accepteras.
Ingen etsning. Ingen lödning. Ren mekanisk
kontaktering — för obs endast (ytterst omsorgsfullt PLANERADE) experimentbyggen.
Ledningsdragningen kräver en enkel KOPPARVALS — plantrådsdragning. Samt en enkel borrfixtur
med 2,54mM delning för att utforma varje aktuell ledningsform. ingen lödning
krävs. Mekaniskt fjädrande/åtliggande kontakten mellan tennad koppartråd (nära
eller omkring 1mΩ) och kontakthylsa garanterar säker elektrisk funktion.
— Men: FÖRST kopplingsdäckets testkretsar. OM
det visar RESULTAT, först då kan vi tänka på att göra en mera ingående
experimentkoppling av ovan avbildade typ (Se BrusLÅDAN).
FÖREGÅENDE KLASSISKA/TRADITIONELLA
KRETSMETODER:
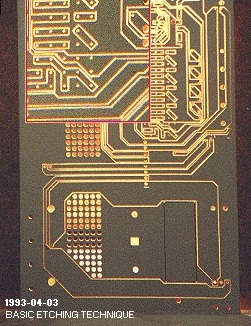
TorrEtsMetoden, Krävande men fruktbar
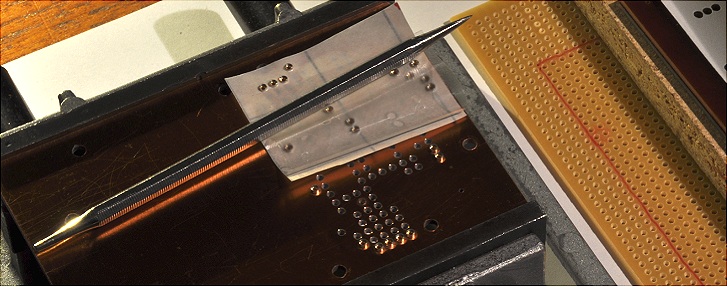
1.
Motsvarande fotografisk etsning — men enbart med hjälp av RITNING:
Fotografi
från början av 1990-talet som visar en del av den krävande etstekniken med
omgivande jordplan.
METOD
— definitivt
ingenting för otåliga nybörjare:
—
FÖRST konstruerades en BORRMALL via 2mM plexiglas: alla hål med aktuella
dimensioner med hjälp av ett 2,54 mM industriraster (SHROFF).
—
SEDAN borrades kretskortslaminatet på borrmallens fixtur.
—
Med alla monteringshål så säkrade, genomfördes sedan själva etsproceduren:
—
Kretsbilden ritades ut med Rotring [0,1mM] tuschpenna på kretskortslaminat som
belagts med AutoK grå grundfärg.
— Sedan
ritsades motsvarande fina (hundradels millimeter) nålspetslinjer ut via en
stålnål som blottlade den underliggande kopparytan. Ytterst krävande.
Definitivt ingenting för personer som INTE gillar det jävligaste, svåraste,
mest påfrestande [Men kolla vilka fina resultat].
—
Sedan ritsningen genomförts, genomfördes etsningen, och de (ytterst) smala
linjerna ersattes nu av ljusa fält från den avlägsnade kopparen (efter runt 10 minuter i
ljummet etsbad), och sett genom ett ljusflöde
underifrån, som i bilden ovan.
—
EFTRERARBETET beroende på hur väl man lyckades med täckgrunden krävde att en del mindre smårester måste avlägsnas mekaniskt.
—
Sedan ledningsnätet (så) kontrollerats
omsorgsfullt via resistiv test genomfördes ilödning av kontakthylsor —
på deras smalaste del Ø0,5mM efter borrmallens planering: Ytterst enkel
lödmetod: Kontakthylsan träddes in i Ø0,5mM-hålet, LödTennPasta applicerades
runt bottenkragen, och lödkolven med en specialanpassad halvrund topp ansattes
mot hylstoppen: ytterst snygga, snabba tennlödningar. Främsta fördel: Genom att
montera hylsor från bägge sidor, kunde IC-kapslar av typen DIL (ofta) utnyttjas
upp-och-ner-vända och med direkt passning i 2,54mM-intervall. Det normala
sättet är att placera typiska 8-pinnars IC-kapslar efter varandra med benen
skilda av 3st 2,45mM intervall: först på intervall nr 4 kunde nästa IC-kapsel
sättas in; Med ett mera optimalt utrymmesutnyttjande med upp-och-ner-metoden
kunde den separationen reduceras till — i princip — endast ett enda intervall.
DET stimulerade layoutarbetet och gjorde konstruktionerna ytterst komponenttäta
(elektroniktidningarnas
elektronikprojekt hade vid den tiden grovt ca 3 komponenter per
kvadratcentimeter i medeltal: med metoden ovan uppnåddes 9,5: mer är tre gånger
mera).
Foto:
FotoPHP CPmeth 24Dec2014 Bild CBmeth1.2
—
SLUTTESTET innefattade en ytterst omsorgsfull TVÄTTNING efter lödningen. Det
visade sig att minsta ynka lilla kvarlämnad förorening kunde åstadkomma rena
katastrofen genom kvarlämnade motståndsrester i det smala området mellan
ledarna.
—
Slutligt förseglades hela hylsbygget med skyddslack innan komponenterna sattes
in.
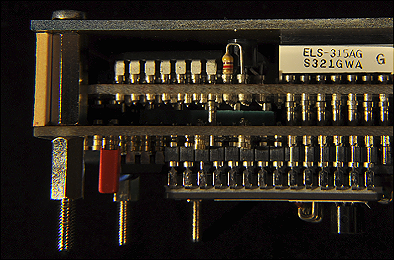
Mekaniska Metoden, Del 1 — INLEDNINGEN
2.
Fanns det inget enklare sätt?
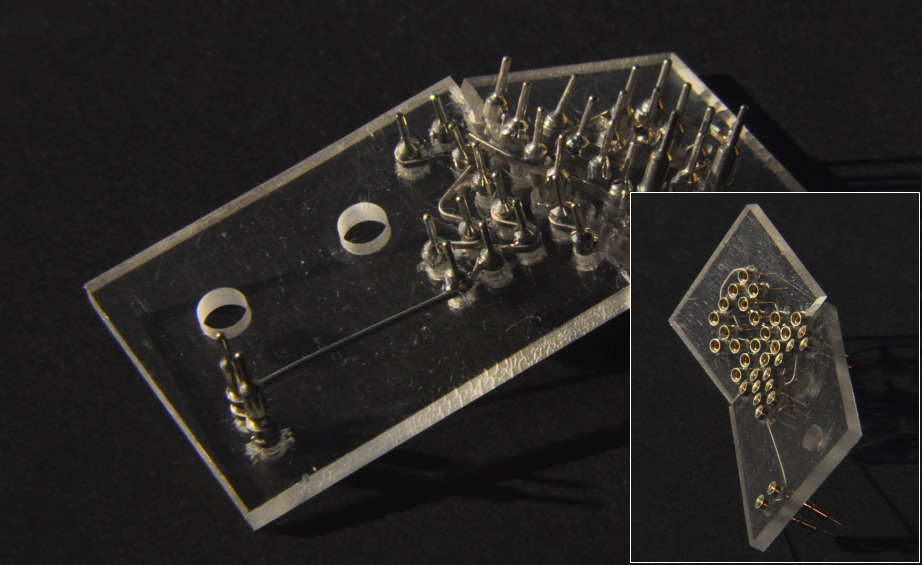
— Ur ovanstående föddes tanken att — till att
börja med — använda plexiglaset som sådant som basplatta för kontakthylsorna: Genom att kontakthylsorna
har en liten monteringskrage längst upp, kan hylsan värmas in i plexiglaset med
den enkla »toppvärmningen»: hylsans toppcylinder säkrar att hylsan inte kommer
längre ner. Därmed har man fått en stadig hylsförankring.
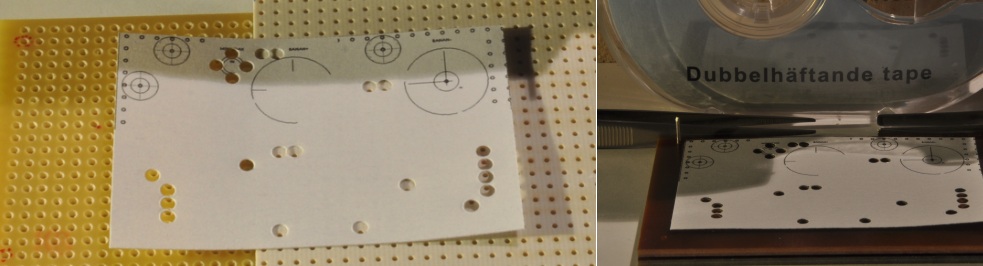
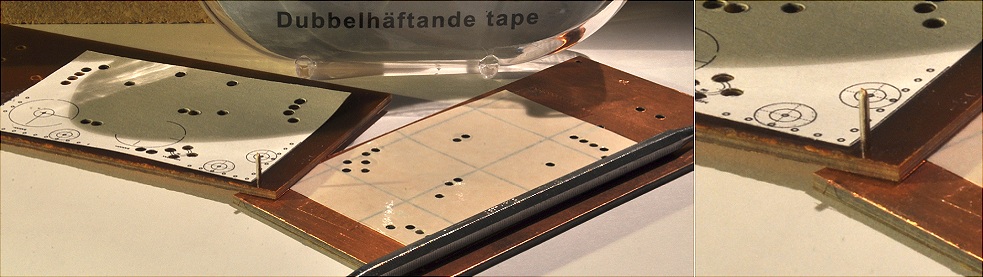
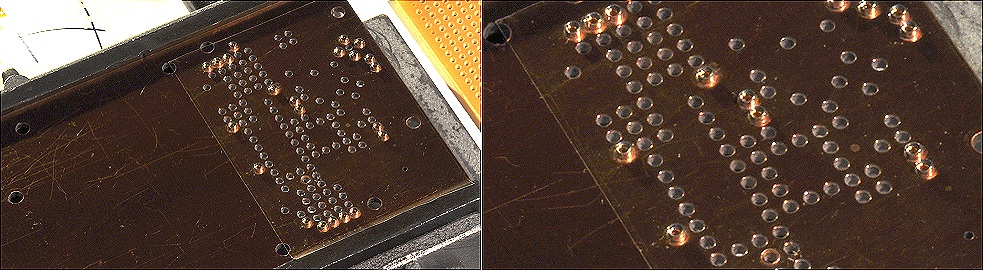
Bilderna nedan visar principen — på metoden som kom att utvecklas längre
fram.
Foto:
18Sep2013 GammaProj2013 Bild4

Foto: FotoPHP KOPPLINGAR
TM6_FB1proj 17Jan2011 Bild FB2mont_3
Ledningsdragningen — i
princip. Bilden exemplifierar PRAKTIKEN BAKOM DROPPTENNLÖDNING MED
KONVENTIONELL LÖDKOLV — och hur fint det KAN bli när allt fungerar som det ska.
— Men PlexiMetoden hade en nackdel:
sprickbildning efter tvättning (med förtunning/Tsprit).
Det visade
sig att ENDAST den konventionella cellulosaförtunningen (Thinner) dög för
rengöring efter lödning. Samtidigt (Tsprit) uppkom (oförklarligt) stjärnmönster
(mikrosprickor) nära omkring hylsorna — och på sätt som fortfarande (2016) inte
är riktigt orsaksmässigt genomlyst.
Separata tester (2016) antyder, starkt, att
just användning av vanlig Tsprit (T-röd) tillsammans med borrade plexiglashål
som INTE är maximalt släta och fina — fula hål bildas med för stor
värmeutveckling = höga varvtal = frånvaro av effektiv kylning = VattenÄrBäst +
maximal låga varvtal — utvecklar stjärnmönstren med interna
mikrosprickbildningar: T-spritens alkoholvätska har avkylningseffekt vid
avdunstning, och de interna inträngningarna i de fula plexiglasborrhålens
mikrofickor — för stor värmeutveckling vid bearbetningen — är grundorsaken.
Efteranalys (tidigare,
delvis ofullständigt) — annan
lödvätska och lödmetod [som inte är beroende av det integrerade (MultiCore)
flussmedlet som finns inlagt i kanaler i lödtennet för kretskort] — bevisade att sprickbildningen uppträdde synbart först efter
tvättningen (T-sprit/förtunning):
— När flussmedel för
lödning av kopparrör användes (en
mera utpräglat syrabaserad lödvätska [Uni ”ST”, Clas Ohlson (2010)]) OCH lödmetoden utformades så att endast rent tenn kom med i
bilden — alltså inga MultiCoreFlussmedelsrester, och därmed inget krav på
tvättning med förtunning — visade det sig att tvättningen kunde genomföras med
enbart vatten — och fullgott slutresultat (ingen påvisbar resistiv rest [inom tiotal-100-tal MegaOhm]). Med den metoden — enbart vatten med i tvättningen — visades
ingen direkt märkbar sprickbildning.
Bilden nedan visar hur hela
plexiglaskretsplattan plötsligt bröts sönder på grund av en stor mängd
sprickbildningar från tvättning (med T-sprit/CellulosaFörtunning).
PLEXIKRASCHEN. Ett grundligt
misslyckande — lovande metod från början, rena skiten i slutet:
Foto: E Photo 20Feb2012
Bild TouchOSC5B;A
Notera sprickbildningarna
särskilt i plexikanten. Förmodligen (inte ännu helt klarlagt) beroende på
samverkan mellan dels en ruggad icke helt slät materialyta och dels anbringat
lösningsmedel (t-sprit, förtunning) — avdunstningen medför påtagliga
temperaturändringar — som åstadkommer genombrotten sedan rengöringsvätskan applicerats.
HAVERIET I BILD OVAN (20Feb2013-02-20 18:14)
troddes innebära dödsstöten för pleximetoden: den eländiga tvättningen — i
försöken att hitta alternativa tvättvätskor — ledde till ett fullständigt
mekaniskt sammanbrott. Det såg faktiskt ut som att jag hade lyckats hitta en
Kemisk Mix som fick plexiglaset att lösa upp sig (LackNafta, Rödsprit, GrönSåpa
. . .).
Paus, och NuKommerVi Igen ledde till vidare
tester:
— Jodå. Simma lugnt. Det GÅR att använda
pleximetoden förutsatt RENT — icke integrerat flussmedel — TENN används
tillsammans med Lödvätska för Kopparrörslödning: den viktiga tvättningen
efteråt — säkert rent mellan ledningsbanorna — kan göras med vanligt (ljummet)
vatten. Inga resistiva rester observerade.
Det var DÅ som tanken infann sig:
— Varför inte använda ett kretskortslaminat
DIREKT med inpressning av kontakthylsan istället för invärmning i plexiglaset?
Kretskortslaminat kan tvättas med alla förekommande tvättvätskor utan några
som helst problem. Och dessutom, som det visade sig här, utformas HELT utan lödningar.
PLEXIMETODEN är som vi ser helt fri från omgivande
metallplan. Det är bara själva ledningsdragningens kopparleder och kontakthylsorna
som är av metall. Därmed finns heller inga direkt maximalt närliggande
skärmningsmöjligheter — definitivt ingen »motinduktionskoppling». Det finns i
pleximetoden ingen induktiv motkoppling att mobilisera. Den fick offras med den
föregående slitsamma men fruktbara »torretsmetoden».
Ledning och induktion —
grundteori
MAXIMALT NÄRLIGGANDE skärmningsmöjligheter
öppnas:
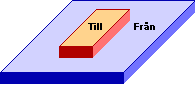
— Nämligen med den här — principen (Ledning&Induktion):
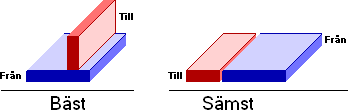
Vänster: Förutsatt ett tunt
isolerande skikt mellan den tvärställda och underliggande plana delen finns här
alla (underbara) möjligheter för optimal induktiv motkoppling mellan ström i
lederna Till/Från:
— ju mindre avstånd, desto starkare induktiv motkoppling.
Höger:
Plana tunna breda ledare som ligger nära varandra har inte samma förutsättning
för induktiv motkoppling; det är bara delen närmast grannen som påverkas mest:
den är i kretskortssammanhang vanligen 35µM = 0,035mM tjock med runt minst 0,1mM [OFTARE runt 0,5mM]
kantdistans till grannen — att jämföra med en manuellt dragen kopparlinje (den tvärställda till
vänster — praktisk exempel nedan) som är flera tiondels
millimeter tjock (0,25mM — och mindre efter önskemål, se från KopparTrådsValsen) — med ett idealt underliggande isolerande plastskikt på säg [BOKPLAST] 0,05mM: en helt annan elektrisk värld.
OM man kunde skapa ett mellanliggande SÄKERT
elektriskt isolerande skikt mellan den tvärställda rektangulära kopparledningen
och det underliggande kopparlaminatets ledande kopparyta, skulle man ha ett
idealiskt DRÖMLÄGE för att kunna konstruera avancerade ledningsnät:
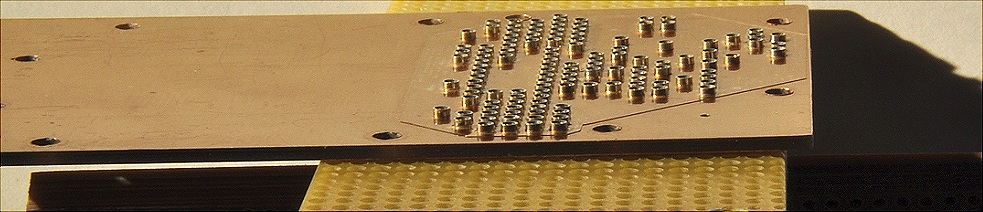
Foto: 4Mar2015 FotoPHP
GammaProj2013 GL EsPBSR Bild13 NikonD90 — Lödfria
Mekaniska VertikalPlanMetoden — se utförligt från START.
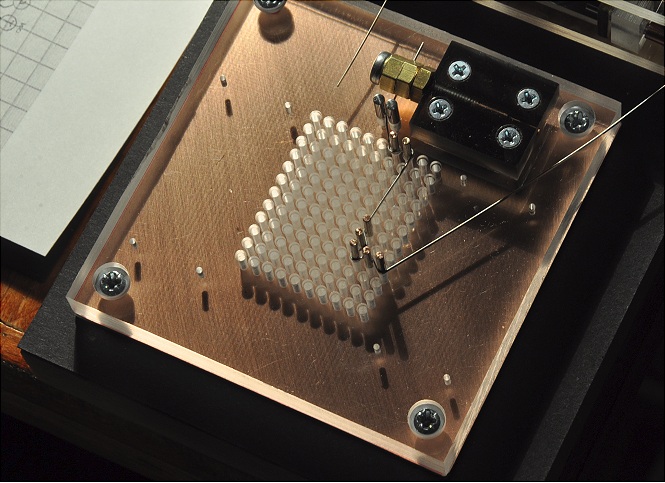
Bilden [4Mar2015] visar pågående
ledningsdragning [EsPBSRpos] enligt metoden »VertikalPlanInduktiva METODEN» — som den här kan kallas.
Arbetsexemplet ovan är en vidareutveckling
av metod och sätt [TUNNARE PLANTRÅD] från grovgrunderna i
denna presentation.
— Förutsättningen för att
ovanstående ledningsdragning ska fungera är att koppartråden [tennad Ø0,5-0,6mM] måste valsas ut ner till 0,15mM tjocklek [Se KopparValsen version 2] — för att garantera att två 2,54-mM närliggande leder [med Ø1,85mM hylshuvuden] inte kontakterar [Se Kontakthylsan nedan med mått som används här]. Under arbetets gång görs successiva resistanskontroller för
varje ny dragen ledning, så att man säkert utesluter ev. uppkomna misstag.
Kopparytan under hylshuvudena och den tvärställda 0,15mM tennade Cu-tråden är
belagd med en tunn [5 hundradelar] isolerande plasthinna [Bokplast av den tunna
sort som finns på Bokia — ytterst seg och tålig typ].
Utförligt från Ketskortets Preparering och LEDNINGARNA.
UTVECKLINGAR LÄNGRE
FRAM har visat att VANLIG LACKSPRAYFÄRG i tunna skikt kan användas istället för
den mera krävande — men delvis säkrare — bokplastmetoden.
Här finns en garanterat närmaximal INDUKTIV
motkoppling:
— Alla TILL-ledningar matchas alltid av en
närmast under liggande (hela jordplanet) automatisk FRÅN-ledning (Till-FRÅN återkopplas
alltid materialelektriskt via kortaste strömvägarna).
— Den induktiva kopplingen är (teoretiskt,
eller ska vara) mycket mera effektiv än för plana tunna ledningar [0,035mM] som
ligger intill varandra inom en och samma yta. Metodlösningen ovan med
kretskortslaminat blir DESSUTOM speciellt förnämligt då det finns dubbelsidiga
kretskort:
— Flera (många) olika möjligheter öppnar sig.
Den teoretiska uppbyggnaden — KONTAKTHYLSAN — Se även Hylskroppen
Se allmän teknisk beskrivning och inhandelsställe i KONTAKTHYLSAN.
FÖR ATT DET SKA FUNGERA måste isolationen
säkerställas — främst mellan kontakthylsa och omgivande kopparytor:
— Idealet är tunn (stark, tålig) PLAST (typ
Bokplast [eller idealiskt: FotoVinyl]):
— FÖRUTSATT att en KONICITET — försänkning —
skapas efter uppborrningen av kontakthylsans maximalt tajta insättningshål
(Ø1,37mM) — som garanterar att kopparytan INTE riskerar att komma i kontakt med
kontakthylsans metallkropp, inte på ovansidan , inte på undersidan, frånsett
fallen som SKA ha den kontakten — OCH att ett isolerande skikt finns mellan kontakthylsans
bredare toppdel och den underliggande kopparytan, är funktionen REDAN
säkerställd:
— Vi behöver bara borra hylshålen, hitta en
metod för isoleringsskiktet — tunn plast eller lackfärg, vilketsom — samt
utforma enkla verktyg för hylsornas inpressning.
Foto: FotoPHP
GammaProj2013 GL Signal2 18Jan2015 Bild49
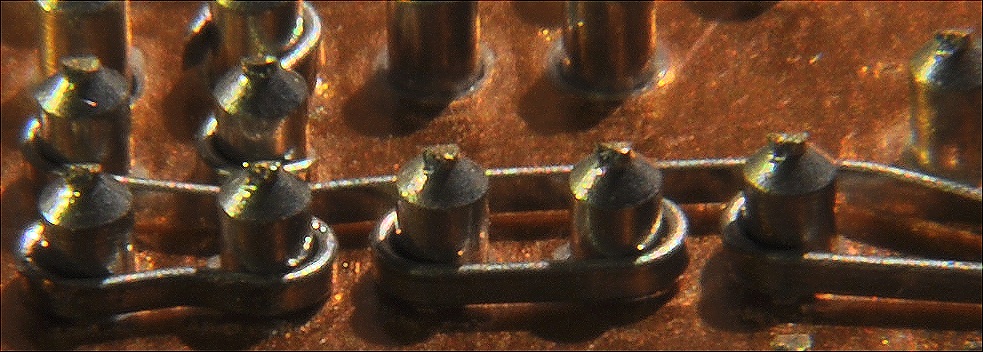
Öppna, fjädrande [FÖR MEKANISKA
MONTERINGENS SÄKRADE KONTAKTRESISTANS]
ledningslinjer med maximalt närliggande isolerad distans till underliggande
kopparplan [VIA tunna (hundradels mM) PLASTSKIKT eller FÄRGSKIKT] garanterar bästa induktiva förutsättningar.
— Kopplingsnätet ovan är
från BrusLÅDAN och är konstruerat från ett dubbelsidigt kopparlaminat belagt med
fotoresist (här som extra isolerande skikt). Närmast under ledningarna ligger
ett tunt (5/100mM) skikt bokplast som garanterar att ledningarna aldrig kommer
i kontakt med det underliggande kopparplanet. Speciella metoder används för att
preparera kretskortet med isoleringarna (och rensningar från ev. färg- och/eller
plastrester vid genomföringarna) — för möjligheter till
optimerad fastlödning av dragna (kontrollerade) ledningar, om så önskas. Se
vidare i KRETSKORTETS PREPARERING.
SÅ VISADE DET SIG i studiet av detaljerna till
ovanstående teori:
— I PRAKTIKEN BEHÖVER VI INTE ENS LÖDA NÅGOT.
Vi
KAN göra det — om vi har plast som isoleringsskikt — och vi inte börjar jävlas
med att trycka och bända vid lödningen, vilket i så fall spolierar den
avgörande distanserande isoleringen — men det är inte nödvändigt OM vi gör
monteringen omsorgsfullt. Se vidare från START.
Experimentbyggen med ytmonterat?
Kommersiella överensstämmande 2,54mM-rasterfabrikat —
experimentkortstypen med förborrade (Ø1mM) rasterkort
1. SHROFF
2. ScanKemi
BÄGGE dessa uppvisar inbördes perfekt
kvadratisk rastersymmetri (kollat med två kort
vridna rätvinkligt).
LASERSKRIVAREN — mitt exemplar en SAMSUNG SCX-3405W (ClasOhlson 2013, Katalog 2012/2013 s415 1295:-)
— KAN vara trixig för att få fram en NOGGRANN passning till industrins 2,54mM raster
(ScanKemi:s [även SCHROFF:s] experimentkort —
dessa stämmer f.ö. bra i rasterprecisionen med den enklare typ som
Kjell&Company saluför [Katalog40 2014-2015 s291]).
PRAKTISKT
EXEMPEL:
Enligt test (HORISONTELLT) måste man lägga
till 0,02´´ per 3,2’’ (eller 0,2st 2,54mM-enheter för varje 32st
2,54mM-enheter) för att laserskrivarens (horisontella) utskrift ska stämma
(noga — upp mot decimetern) med industrins metriska 2,54mM raster (Scan Kemi;
SCHROFF, m.fl.).
— Ställ in måttsenheterna i
tum .
— Med
millimeter eller centimeter blir det komplicerat att hänga med eftersom
datorstandarden (i botten) använder tumstandard: inte alla inmatade värden
svarar, upplösningen är begränsad (så också informationen om DET): Aktuella
utskriftsprogrammet avrundar ”internt” på sätt som vi inte direkt informeras
om: man får utföra (omfattande) tester innan man hittar stilen. Här beskrivs
resultaten (delvis):
— Test med PAINT i
Windows verkar inte fungera som utskriftsprogram. Däremot fungerar OpenOffice
(och Microsoft WORD).
OpenOffice inställningar —
måttsenhet:
— Verktyg, Alternativ, OpenOffice.org Writer, Allmänt,
Inställningar, Måttenhet (välj tum);
OpenOffice inställningar — upplösning (för
Samsungskrivaren 600 dpi):
— Verktyg, Alternativ, OpenOffice.org, Skriv ut, Upplösning(välj 600
DPI);
— Testa med bestämda
2,54mM-intervall i t.ex. hela tum och jämför med hålrastret i t.ex. ScanKemis
experimentkort. Testa med att — i utskriftsvärdet (högerklicka, Bild) — lägga
till (horisontellt) 0,2st 2,54mM-enheter för varje 32st 2,54mM-enheter, och det resultatet bör stämma tämligen perfekt för
SamsungLaserskrivaren ovan.
— Ett hållvärde (min rutin för laserskrivaren Samsung SCX-3405W) är att rita
kretsscheman 3 ggr förstorat via varje 2,54mM-enhet = 30 pixels:
— När jag skriver ut den
bilden för skala 1:1

blir UNGEFÄRLIGA
förminskningsfaktorn för »exakt resultat» 32%. Använd det som utgångspunkt, och
justera sedan de aktuella höjd/breddvärdena (i tum) som ovan (»+0,2 per 32»).
[Etablera EN fast utskriftsyta — därmed
slipper man besvären att ändra per för varje detalj].
LaserPrintOuts (600dpi=0,0423mM punktraster) på Overheadfilm — med exponering för positiv fotoresist och efterföljande etsning —
sätter definitiva gränser för amatören, oberoende av hur sofistikerad
UV-utrustningen och etstillbehören än må vara:
— Linjeskärpa och linjeavstånd reduceras/förstoras
också delvis genom etsningen (och på sätt som
inte kan förutses i detalj). Tillsammans med laserprintets begränsade
upplösning sätts definitiva gränser för hur noga ledningsbanor på ett kretskort
med Laser-UV-metoden kan designas.
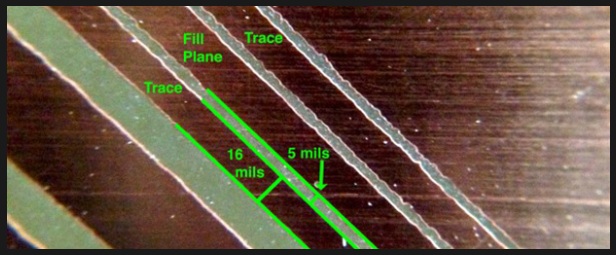
Max tre fristående mellan 2,54mM — UV-etsningens
begränsningar
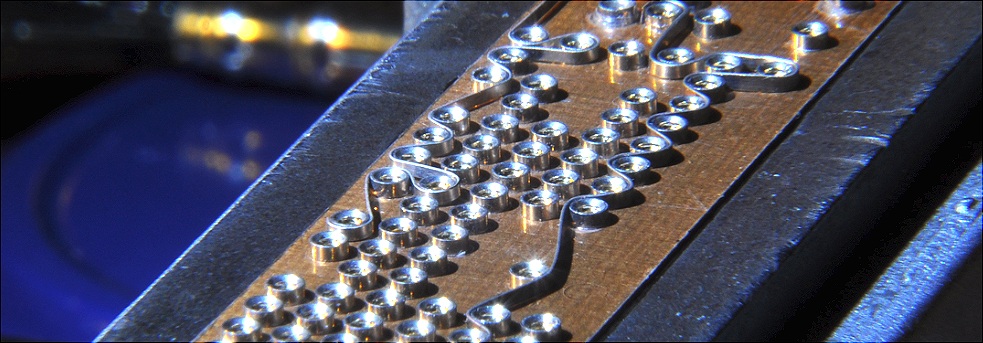
Bilden nedan från
HACKADAY — Testing The Limits Of Home PCB Etching, 5Jan2014
http://hackaday.com/2014/01/05/testing-the-limits-of-home-pcb-etching/
”  ”:
”:
”This is one of those
things that really makes you step back and realize how amazing fabbing PCBs at
home actually is.”.
NOTERING 1:
— 1mil = 25,4/1000 = 0,0254mM:
5mil=0,127mM;
16mil=0,4064mM;
Jämförande
ungefärliga max banbredder — för
konstruktioner som innefattar hålkomponenter med max borrdiameter 0,5mM —
visas nedan med referens till ovanstående foto:
![]()

”As demonstrated by the
pic above, she’s able to print 16 mil traces with 5 mil separation. This
is just about as good as you can get with homebrew PCBs, but it’s not without its
problems.”.
NOTERING 2:
— Kopparskiktets tjocklek på
kommersiella kopparlaminat är 35µM=0,035mM (tunnare varianter med 17µM finns).
— Med linjebredden 16mils=0,4064mM och
tjockleken 0,035mM ges tvärsnittsytan
A[16mil]=(0,4064)×(0,035)=0,014224(mM)²;
— Motsvarande cirkulära tråddiameter
blir
2r=Ø=2×(A[16mil]/pi)^0,5=0,1345754mM
(=»HÅRSTRÅ») — som betyder: endast för SMÅ strömmar.
Smalare banor = sämre el
LEDNINGSBANORNAS ALLT MINDRE BREDD betyder också att
strömkapaciteten sänks: mindre tvärsnittsyta = lägre strömtäthet = mera
restriktioner för strömgenomgång = högre resistans = större induktansbenägenhet
= mera störbenägenhet speciellt om snabba variationer finns.
EXEMPEL vid rumstemperatur (20°C):
Varje ca 11mM Ø0,5mM (tennad) koppartråd betyder ett adderande motstånd på ca 1mΩ.
Rm(Cu20°C) = 1,783 t8 ΩM ;
R = RmsA–1 · 1M ;
= (1,783 t8 ΩM)(11 t3 M)(p · [0,25 t3 M]2)–1 · 1M
= 9,97201 mΩ
:
Koppartråden med Ø0,2mM tillväxer i resistans för varje 10mM med R = 5,66591 t3 Ω ~ 5,67 mΩ:
— Det motsvarar en ledningsbana med 35µM kopparlaminat med bredden 0,8975979mM = 35,3385mil.
— Ledningsbanan med bredden 16mil=0,4064mM motsvaras av en cirkulär koppartråd (A=πr2) med diametern
2r = Ø = 2√ A/π = 2√ (0,4064)(0,035)/π = 0,1345754mM (ungefär ett hårstrå)
som per 10mM har motsvarande resistans
R = (1,783 t8 ΩM)(10 t3 M)(p · [0,0672877 t3 M]2)–1 · 1M
= 0,0125351 Ω
—
Vi använder HELST INTE den ledningstypen för ANNAT än »småsignal».
LEDNING OCH INDUKTION
Se även mera utförligt med praktiska exempel i Ledning och induktion.
Grundteori
EFFEKTIV MOTKOPPLING MOT SNABBA STÖRANDE
STRÖMVARIATIONER görs främst och enklast så: Till-Från-banor så nära varandra som möjligt = idealt primär
nollinduktiv verkan.
NÄR strömändringar inträffar ÄR
induktiv verkan ofrånkomlig.
— Om Till-Från-ledningarnas dragning
utnyttjas så att maximalt NÄRALIGGANDE strömleder uppnås MED MAXIMALT STOR
ÖMSESIDIG EXPONERING FÖR ELEKTRONMASSORNA — så mycket NÄRYTA som möjligt — ges
de bästa teoretiska förutsättningarna för att den induktiva motkopplingen i
Till-Från blir maximalt effektiv = minsta möjliga HINDER i strömflödet via
ledningsvägarna till-från = snabbast möjliga variationer tillåtna.
— Det betyder: lägg till maximalt närliggande s.k.
JORDPLAN i anslutning till huvuddelen strömledningar som för varierande
strömmar: för varje TILL garanteras då en motsvarande närliggande FRÅN och
därmed ideal induktiv nettoverkan = noll.
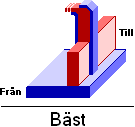
IDEALET är PLATTA (stor ledningsyta)
strömvägar (Till) som ligger metriskt minimalt isolerade/distanserade från
strömvägar (Från):
— PLATTA STRÖMVÄGAR (till) mot PLATTA
UNDERLIGGANDE PLAN (från) är bäst:
— Sämst är om till och från ligger vid
sidan av varandra — enda närkontakt: smalsidorna:
Varför då?
— ELEKTRONMOBILITETEN I ELEKTRISKA
LEDARE — mesta möjliga antal fria laddningsbärare, elektroner, för minsta
möjliga motverkan, induktion, i största möjliga strömdrag — är som störst vid materialytorna,
mindre inåt masskroppen (på grund av växande
atomär bindning med större antal omgivande moderatomer: fria
ledningselektroner är som friast vid materialytorna).
— Därför är lösningar med BREDA
SKIKTADE PLATTLEDARE (stor ömsesidig elektronpåverkan) — typ bilden ovan —
bättre ur induktiv störningshämmande synvinkel än ledare som ligger i samma
plan (liten ömsesidig elektronpåverkan).
Bäst: För små strömmar kan minimalt små
mängder fria ledningselektroner tas från huvudmassan längst ner/upp vid
kontaktytorna Till/från (med mellanliggande
metriskt minimalt isolerande skikt — oerhört tunna sådana [några hundradels millimeter] kan lätt skapas med
vanlig tejp eller kontorspapper, ännu tunnare med spraymålade skikt). Allt
större elektronmängd kan sedan tas, allt efter behov och materialet själv
bestämmer, ur hela den tillgängliga massformen för allt större strömstyrkor:
totala motståndet hålls maximalt lågt.
Sämst: Här är den ömsesidiga elektronpåverkan
mellan Till/Från uppenbart minimal via de tunna planytornas längskontakt — som
för kretskort dessutom blir problematisk att minimera (för amatörer med LaserSkrivare och UV-framkallning begränsas valet
till laserprintets max upplösning [600dpi ger 0,0423mM printpunkt] och
exponerings och etsningsprocedurernas kapacitet): knappast mindre än
0,1mM (4mil) går att få på den vägen. Mindre ledningsavstånd kräver dyra
utrustningar (industrifotografiska
metoder).
— Totala ledningsmotståndet för
parallella ytledare blir också en begränsande faktor för hela elektronikbygget,
värre ju flera = smalare ledarna blir.
GENERELLT:
DC-strömmar tar alltid vägen
med minsta konduktiva motstånd (konv. resistans).
AC-strömmar tar alltid vägen
med minsta induktiva motstånd (konv. impedans).
— Såväl Konstanter [LIKSTRÖM
DC Direct Current] som Variabler [VARIATIONSSTRÖM AC Alternating Current] HITTAR ALLTID strömvägen där
framkomligheten garanterar snabbaste genomfarten = minsta motståndets väg.
Alltid.
Varandra rätvinkliga strömleder [→↓] påverkar
inte varandra induktivt — induktionsverkan gäller bara för parallella leder —
leder som uppvisar NÅGON parallell komponent — och deras parallella komponenter
(induktiva verkan »avtar med sinus vinkel»). Se utförligt relaterat från
INDUKTIONEN om ej redan bekant.
Basmaterial som belyser alla aspekter — utformning av ledningar på kretskort — finns bl.a. i PDF-dokumentet
Analog
Devices —
BASIC LINEAR DESIGN — (1999)
CHAPTER 12: PRINTED CIRCUIT BOARD (PCB) DESIGN ISSUES
http://www.analog.com/library/analogdialogue/archives/43-09/EDch%2012%20pc%20issues.pdf
http://www.analog.com/library/analogdialogue/archives/43-09/EDch 12 pc issues.pdf
Webbkällan beskriver sammanhanget såväl ur hålkomponenternas (eng. through hole components) som ytmonterade komponenternas (eng. surface mount components) perspektiv.
Se särskilt
s12-35 Transmission Lines där »Induktiva Till/Från-principen» omnämns;
s12-53 Grounding där JORDNING (nollvoltsreferering) diskuteras;
(Kelvin connection, Kelvin Feedback; Faraday shielding).
Varning för
DATOR-KRETS-program
Varning för datorsimulerade elektroniktestprogram —
endast för ytterst amatörmässiga, icke krävande, test via datorprogram som
utformats av ytterst proffskunniga elektronikingenjörer:
”Furthermore, automatic signal routing CAD layout software should be used with extreme caution. Critical signal paths should be routed by hand, to avoid undesired coupling and/or emissions.”;
— DATORPROGRAM för ”kretslayouter” har (säkert) sina fördelar. Dessa är dock — här veterligt — inte utformade av atomkärnans uppfinnare och därför heller inte behäftade med samma eleganta elektriska kunskapspraktik: undvik »automatiska MänniskoDataAutomater» så långt möjligt. Det är i vilket fall alltid i slutänden DU som är Ingenjören. Inget annat.
»Vi tar gärna emot synpunkterna. Men överlämnar besluten om On och Off till Naturliga Elektriska Praktiken».
IDEALET skulle (alltså) vara av typen — helskärmad
elektronik —
Alla anslutande komponenter/avgreningar
— avfarter och påfarter — omges av ett induktivt (kapacitivt) skyddande
JORDHÖLJE — helst på samtliga materialsidor.
— Det finns inte två närliggande
anslutningsben till någon enda komponent som INTE åtskiljs av en
JORDABSORBERANDE elektrisk skärm: skärmen neutraliserar samtliga
elektroinduktiva effekter genom att »nollkoppla» dessa till det omgivande
jordhöljet (GND eller strömmatningens nollpotential), samt speciellt garanterar
maximalt låginduktiva totallösningar: »högkantsTILL-ledningen» medger STORA ledningsmassor
och bara därmed radikal sänkning av induktiva bieffekter: ju större
ledningsmassa, desto lägre (primär) induktans. Närheten mellan Till/Från
garanterar dessutom minimal sekundär induktionsverkan (ledare som påverkar
andra omkringliggande typ RadioLuxembourg eller LokalaExperimentNisses
HemmaLabb).
I praktiken är idealet med fullständigt (s.k. Farady)
skärmade tilledningsvägar inte möjligt — eller OM så är fallet, det blir så
komplicerat att ingen vanlig dödlig har en chans att visa upp någon praktiskt
fungerande lösning.
Se forts. i KRETSKORTETS PREPARERING.
KRETSKORTETS PREPARERING
KRETSKORTETS
PREPARERING, Inledning —
KRETSKORTETS PREPARERING
1 Borrning | 2 GND-hylsornas kontaktsäkring | 3 Försänkning | 4 Isolering | 5 Pressning | 6 Ledningsdragning |
Länksammanhanget ovan
ansluter till PLASTSKYDDSISOLERING (Plastmetoden) snarare än lackfärgsisolering (Lackmetoden).
— Metoden med Plastskyddsisolering (mera säker/effektiv) kräver extra moment som inte finns med i
lackmetoden, och behandlas därför särskilt utförligt här.
PRAKTISKT EXEMPEL med 35µM dubbelsidigt
kretskortslaminat med fotoresist
— Användningen av fotoresistskiktet har här
enbart en extra elektriskt isolerande/skyddande funktion. Skiktet avlägsnas
enkelt med rödsprit (eller natriumhydroxid [Kaustiksoda, NaOH]).
Kretslaminatet förborras (borrmärkning,
färdigborrning) på bas av ett 2,54mM industriraster- Här används typen från
ScanKemi (Clas Ohlson, Kjell&Company):
Foto: FotoPHP
GammaProj2013 GL Signal2 18Jan2015 Bild8
ScanKemi:s 2,54mM
industriraster [även
SCHROFF:s experimentkort (ELFA)]
är den praktiska precisionsgrunden.
Vi använder med fördel utskrifter från datorskrivare som hjälp i
de olika arbetsmomenten. Men kolla upp skrivarens MOTSVARANDE rasterprecision
FÖRST.
— För SMÅ områden är det mindre viktigt. Upp mot typ 5cM börjar
det peka om man inte lägger till (Samsung Laser) någon eller några hundradels
tum.
En
svartvit Laserprinter [SAMSUNG] används här för att skapa märk-, kontroll-, och
spårmallar [SAMT ENKLA FRONTDEKALER FÖR DEN SLUTLIGA APPARATDESIGNEN] för kretskortets konstruktion genom de olika faserna.
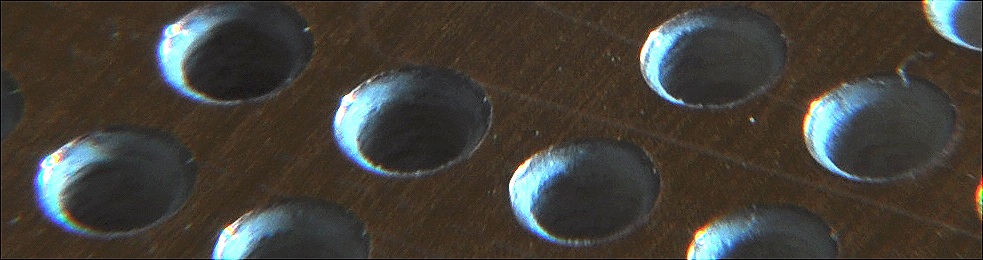
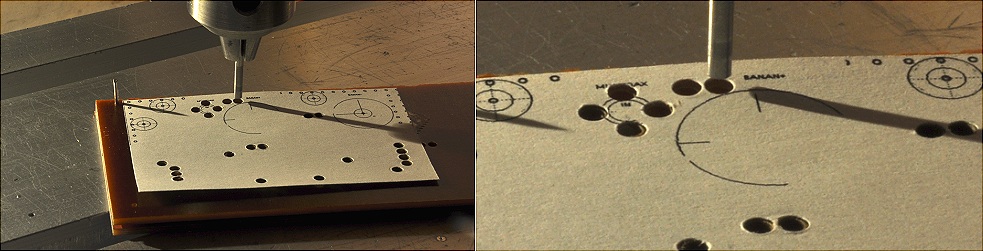
Bilden nedan visar ett typiskt — detaljerat —
borresultat. Kontakthylsorna som används här har
diametern (utan kragen) ca 1,35mM (uppmätt med mikrometer — små
individvariationer visar 1,35-1,365mM). För att den ska glida in i ett borrhål (med
liten monteringskraft, i princip bara GLIDA in) krävs en borrdiameter ca Ø1,40mM.
— När vi inhandlar den typen (1,4mM) får vi
(vanligen) bereda oss på att det vi får i praktiken mäter typiskt 1,385-1,395
mM. Det gör att GLIDNINGEN IN blir motsvarande trögare (1,385). Mina exemplar
utnyttjar en inköpt borr som visar 1,39mM. Sedan hålet borrats kan hylsan föras
in helt lätt — förutsatt att inget borrdam (eller lackrester) finns som rest i
hålet.
Notera det speciellt för
lackmetoden:
— Försöker man pressa ner en kontakthylsa i ett allt för trångt
hål — på grund av utfyllande lackrester eller annat hålskräp efter bearbetning
som man. slarvigt, glömt att ta bort — händer bara elände: FÖRST märker man
»ett osedvanligt stort pressmotstånd» (Det måste vara Microsoft
som försöker dra in AnvändarLicensen .. ). Sedan: hylskroppens
inre deformeras, hylsan havererar, och man får bara försöka reparera skadan:
demontera (uppfinn säker demonteringsmetod), gör rent,
använd rund trätandpetare med lackfärg i spetsen — doppa försiktigt i
hålkraterkanten — för att säkra isolering mot kopparlaminatet, låt torka
(10min); pressa in ny hylsa — försiktigt, och MED monterad resistanstest. Se PRESSVERKTYGET och RESISTANSTEST.
Generellt observerat: små variationer inom hylsindividerna (inom
hundradelar) gör att vissa glider in lättare än andra. Ett effektivt
monteringsverktyg är en vanlig rund spetsig tandpetare av trä: hylsan trycks på
toppen, och man för in den RAKT i hålet: med viss tryckkraft glider så även de
trögare LÄTT in.
2. Kontaktsäkring för
jordhylsor — GND-hålen
Foto: FotoPHP
GammaProj2013 GL Signal2 13Jan2015 Bild4
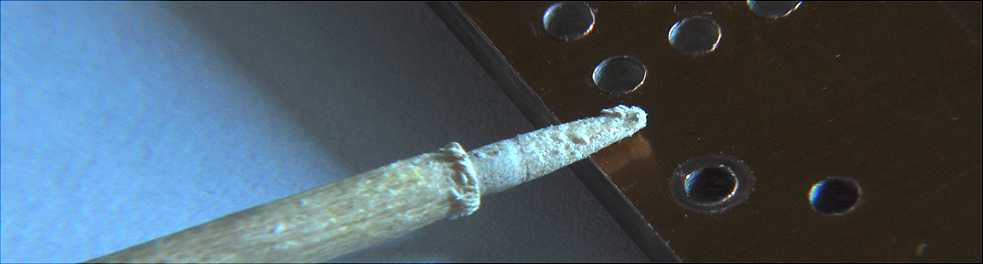
GND-hålen eller JORDHÅLEN
är de borrhål som [på ena laminatsidan] ska ha kontakt med den underliggande
kopparytan eller JORDPLANET. För detta ändamål måste det elektriskt isolerande
fotoresistskiktet tas bort. Här med Ø2mM trätandpetare [»specialsvarvad på
lokalt hålkort»: tryck in den en liten bit och snurra tills en krage bildas] fuktad med rödsprit.
Mera oslipade borrar ger högre kantvallar från
kopparlaminatet (rent odrägliga spånrester på baksidan, vidare nedan).
— NORMALT är sådana icke önskvärda inslag. Men
här kan de ha viss (förnämlig) funktion. Nämligen för de kontaktylsor som ska
ha kontakt med den underliggande kopparen;
Här
används ett enkelt PRESSVERKTYG: en Ø3mM kort stålstång (silverstål, axelstål,
skruvstål) är planslipad (och polerad för minsta
åverkan) i änden. Stången spänns fanns i
pelarborrmaskinens borrchuck, och pelarstativet används sedan som pressverktyg (Se PRESSVERKTYGET) för att skjuta in kontakthylsan och driva ner dess spärrkrage
under laminatytan. Vidare nedan.
För att säkra den elektriska kontakten måste
fotoresistskiktet (om den typen av kretskortslaminat används) avlägsnas — lokalt.
— Det sker som antyds på bilden ovan:
— En liten droppflaska fylld med Rödsprit får
väta kanten (förpreparerad) på en tandpetare Ø2mM av trä: träet suger åt sig
vätskan, och kan användas på flera ställen:
— Man sätter ner tandpetaren i hålet, rakt ner
och snurrar helt lätt tandpetaren några varv mellan fingrarna. Rörelsen
åstadkommer att fotoresistskiktet löses upp och frilägger den underliggande
rena kopparytan. Endast kragens Ø2mM berörs.
3. Försänkning —
isolationssäkring för huvuddelen kontakthylsor
De hål/hylsor som INTE ska ha direktkontakt med
kopparytan — huvuddelen av besättningen — måste TOPPFÖRSÄNKAS — för att
eliminera kantkontakt med kopparytan:
Foto: FotoPHP
GammaProj2013 GL Signal2 13Jan2015 Bild3
Bilden ovan visar hur det ska (MÅSTE) se ut — här
har använts en ordinär 45° försänkare monterad på borrmaskin i pelarstativ (man
använder djup/borrstoppet för att få alla lika):
— Uppgift: Kontakthylsan får under inga som
helst omständigheter komma i kontakt SIDLEDES med den närliggande omgivande rätvinkligt
utsträcka kopparplanytan. OM en sådan kontaktering etableras, är HELA kortet
KÖRT.
— Av den mest utomordentliga vikt är det
därför att kortet kontrolleras, »städas» och rensas minutiöst. Alla
efterföljande moment kommer att utnyttja DEN principen med direkt elektrisk
mätning och kontroll — för varje enskild hylsa: inga övertramp tillåts
existera. NOLL FEL helt enkelt. ENBART på den förvissningens grund kommer
resultatet att bli nöjsamt.
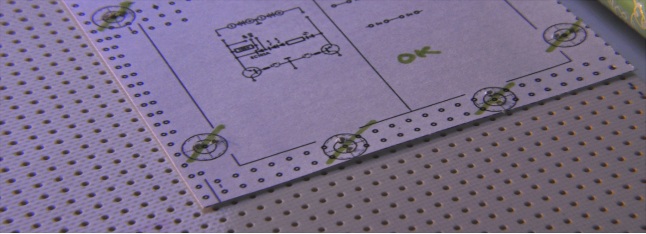
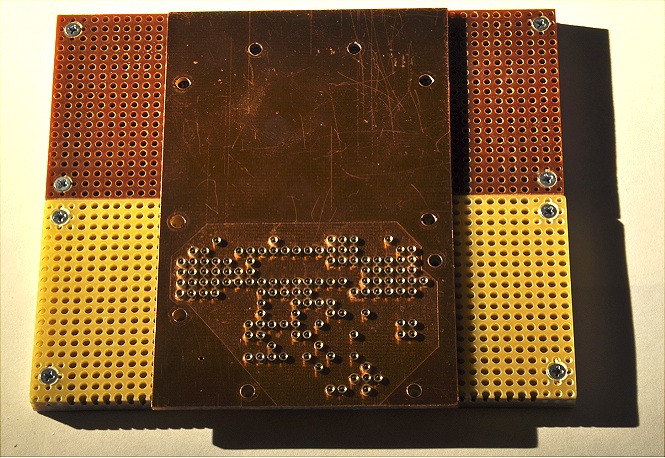
Bilden nedan visar hur det dubbelsidiga
fotoresistlaminatet till BrusLÅDAN såg ut efter första genomborrningarna och
utförda markeringar till GND-hålen:
Kortet från GND-hålsidan.
Foto: FotoPHP GammaProj2013
GL Signal2 20Jan2015 Bild15
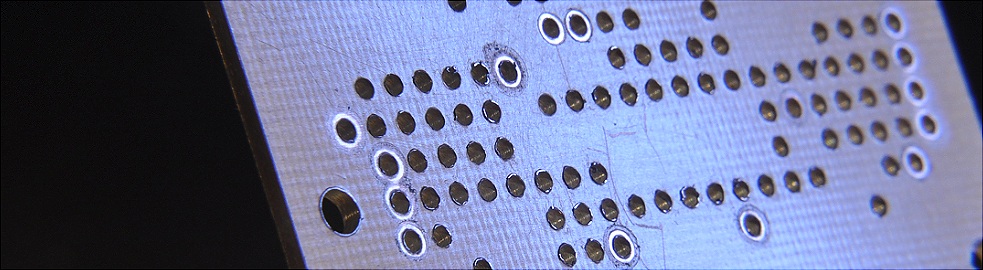
Här syns resultatet
tydligt av TandpetarVerktyget med eliminering av den elektriskt skyddande
fotoresisten. Denna ska bara, just, elimineras där hylskontakttoppens bredare
del ska möta den underliggande kopparytan och skapa en säker, fast och stabil
elektrisk kontakt.
Bilden ovan under konstruktionsarbetet visar
de normalt »obehagliga borrgraderna». De visar sig allt mera ju mera oslipad
borren blir.
— Här är den delen inte kritisk: FÖRSÄNKNINGEN garanterar att de fula
och ojämna kanterna i ovanstående ythål försvinner. Försänkningen görs f.ö. på
bägge kortets sidor (om bägge sidorna har kopparlaminat).
Sedan kortet borrats (och GND-hålen förpreparerats) blir
nästa steg att säkra kopparytornas elektriska isolering: Enbart
fotoresistskiktet räcker inte långt. Man gör lätt mindre repor, och skiktet
tunnas också ut successivt bara genom att ta i det med typ arbetshandskar, om
det sker under längre tid och upprepat. Det plastiska fotoresistskiktet är
knappast tjockare än en eller annan hundradel.
— För att få säker — elektriskt effektiv —
isolering krävs isolationsskikt (som vi amatörer kan göra) på minst runt 5/100
mM (utprovat efter grovtest). Bokplasten vi kan köpa i bokhandeln är ett
utmärkt sådant exempel. Också andra (här ännu ej beprövade) plasttyper finns —
t.ex. fotovinyl för skrivare som gör att man får stor frihet om uppgiften
gäller DESIGN.
— Generellt besitter plaster och tejper STOR
elektrisk isolationsförmåga (flera kilovolt) och blir därför självskrivna i
dessa sammanhang.
— Jag testade nyligen Beckers SvartMatta
sprayfärg i ett inledande färgskikt (med
mikrometer mätte det 1,75/100 mM): Det visade sig gå DELVIS. Vissa
hylsor isolerar OK, vissa inte. Lite för tunt: Minst 3-4 sådana skikt blir
utmärkt.
Spraymålning kräver dock en egen liten avdelning. Se från Lackmetoden.
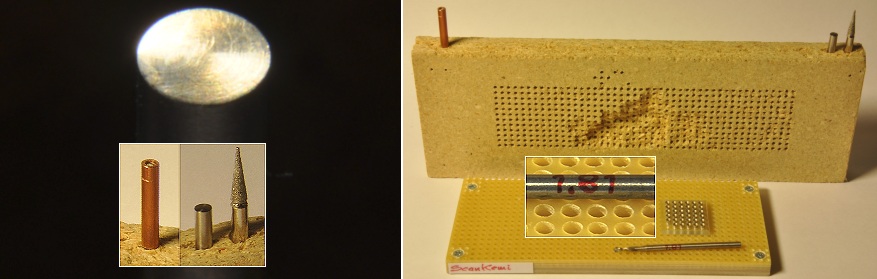
Foto: FotoPHP
GammaProj2013 GL Signal2 20Jan2015 Bild15 — Diamantslipstiftet
i aktion:

Diamantstiftet finns att
köpa på Kjell&Comapny [KATALOG 40 år2014-215, s291 Art.40-348
Diamantslipstift 49:90, sats om 20 st — ingenting för precisionsarbeten, flera
av stiften wobblar märkbart, men här, som handverktyg är funktionen utmärkt].
Bilden ovan — sedan undersidan belagts med
självhäftande bokplast och ett smalt koniskt diamantslipstift använts som
handverktyg för att avlägsna plastytan just över hålen — från baksidan:
Det
här är nästan otroligt, kolla bilden ovan:
— När man (från undersidan, där bokplasten
applicerats) trycker in diamantspetsen och (typ) försiktigt vrider den fem varv
åt vänster mellan fingrarna och sedan fem varv åt höger — bergis, jag ljuger
inte — tränger en motsvarande BOKPLASTCYLINDER ut på andra sidan som resten i
avverkningen. Snyggt, prydligt, rent. Undrens tid är — tydligen — aldrig förbi.
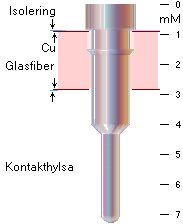
Hylskroppen, Bokplastens uppgift
UPPGIFTEN FÖR BOKPLASTEN — i samverkan med
kontakthylsan:
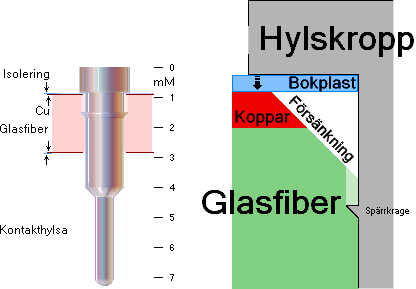
Figuren
illustrerar detaljerna som ovillkorligen måste fungera i mekaniska metoden.
— Kontakthylsan
till vänster är centralfiguren som hela konceptet bygger på.
Uppgiften är:
— Hylskroppens övre större cyliderhatt ska (separat
enkelt pressverktyg) PRESSAS (LUGNT OCH SAKTA) ner i laminatets glasfiberkropp —
hylsans spärrkrage säkrar ett STOPP för inpressningen vid den presspunkt då
man börjar känna av ett litet högre presstryck: inpressningen får inte
överskrida den punkten:
— Bokplasten ska säkra att inpressningen
besitter en PLASTISOLERANDE DISTANS från den underliggande närliggande
kopparytan — som i fallet GND-hål ligger frilagd för
hylskontakt vid inpressningen.
GENERELLT (men det bestämmer man från fall
till fall, beroende på konstruktion) gäller inpressning av kontakthylsorna från
GND-hålsidan [Bildexempel].
— Det betyder att man PER METOD måste tillämpa
en viss ordning i verkställande sekvenser:
Vi
exemplifierar med det dubbelsidiga kretskortslaminatet från BrusLÅDAN:
1. Efter borrning och försänkning prepareras — MÄRKS — först särskilt alla GND-hål;
2. Efter GND-hålmärkningen appliceras bokplast
på motsatta sidan — där den aktuella (huvudsakliga) kretsdragningen kommer att
förläggas;
3. Ledningssidan med bokplast bearbetas med
typ diamantslipstift FÖR HAND
— akta alla typer av värmebildare här, även
typen »använd borrmaskin»:
— bokplasten är ytterst tålig — och trådig,
kletig och verkligen DRYG om man börjar smeta med VÄRME på den. Undvik den
detaljen — helt.
för urtagning av den täckande bokplasten över
hylshålen, se bildexempel i Isolering.
4. GND-hylsorna pressas in i kortet — före
bokplasten på den sidan OM en bra metod INTE UPPHITTATS för ATT AVLÄGSNA
PLASTISOLERINGEN INNAN GND-HYLSORNA SÄTTS IN FÖR DERAS DEL (ingen sådan metod
är här [ännu] känd);
5. Bokplast på GND-hålsidan läggs SEDAN på —
med en anpassad HÅLMASK FÖR GND-HÅLEN — det görs också med hjälp av ett enkelt
pressverktyg och en RIGG (borrfixtur) — som säkrar att NÄR bokplasten läggs på,
EXAKT PASSNING FÖR PLASTEN (inga veckningar eller fula lopp) sker mot
GND-hylsorna:
Foto: FotoPHP
GammaProj2013 GL Signal2 21Jan2015 Bild30
Hålmasken
till
GND-hylsorna — se GND-hålRiggen närmast nedan — KAN verka knepig att få på
plats med försöken att ta bort skyddspapperet från den självhäftande bokplasten
— men går galant med den redan konstruerade GND-hålmasken, bilden ovan.
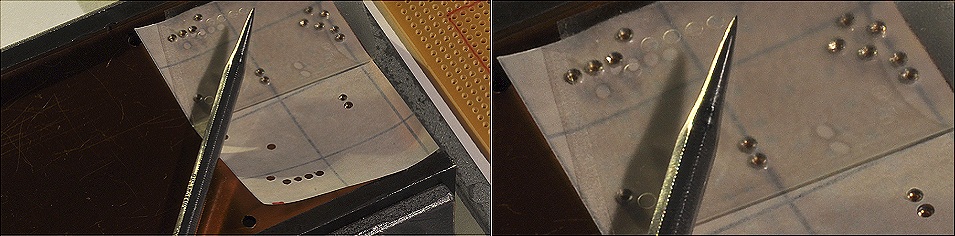
Så
utförs vidhäftningen — med exakt resultat:
1. BokplastStansSkiktet placeras över
GND-hylsorna via de utstansade GND-hylshålen: ingen risk för felpassning
existerar;
2. Ena (nedre) halvan av bokplasten viks upp
med separerat kvarliggande skyddspapper (någon
tyngd kan placeras på övre halvan som garanterar att den ligger kvar plant mot
projektkortet under arbetet);
3. Med hjälp av en Sax klipps nedre halvan
skyddspapper bort; Bilden nedan visar det skedet verkställt;
Foto: FotoPHP
GammaProj2013 GL Signal2 21Jan2015 Bild31
— BÖRJA SEDAN (använd
pincetter om det krävs) med att föra ner den nu skyddspapperskyddade
bokplasten på projektkortet VID den avklippta kvarvarande
skyddspapperÖverdelens KANT — tryck emot med tandpetare eller blomsticka (utmärkta monteringsverktyg i dessa sammanhang)
för att få säker vidhäftning om det behövs — och RULLA sedan (mjukt, försiktigt) ut återstående bokplast
successivt neråt till slut.
— Vik sedan upp överdelen, dra bort
skyddspapperet, och gör som med nederdelen.
— En blomsticka ( med typ 2-3mM diameter) är
utmärkt i änden som verktyg för att trycke ner bokplasten jämnt omkring
GND-hylsorna, om inte redan verkställt — och i övrigt påföra ett presstryck som
ökar plastens vidhäftning mellan hylsorna.
Därmed är den elektriska isolationen utförd på projektkortets
komponentsida. Se från Isoleringen.
Foto: FotoPHP
GammaProj2013 GL Signal2 21Jan2015 Bild25
Här
används ScanKemis:s [EXPERIMENTKORT säljs av Clas Ohlson, Kjell&Company] industriraster med 2,54mM delning.
—
Ett basfält — godtyckligt, kan utvidgas efterhand — borras upp som först
matchar hålbilden i Projekt! (som ovan):
—
Använd borrdiameter Ø1,0mM med industrirastrets förborrade Ø1mM-hål överst:
vita papperet vänster ovan — min standard:
2,54mM = 30 pixels på datorritningen ger ganska precis verklig skala med 32%
reduktion i utskrift — man får ev. lägga till runt 2 tiondels 2,54mM för varje 10
cM — utskrifterna i enheter tum förenklar hanteringen — beroende på exakt
printerstandard och typ av industriraster, dessa detaljer måste utprovas
särskilt, en gång för alla för den egna privata användningen
på
en printer; använd HÅLPUNS Ø2mM: använd en arbetshandske och tryck/vrid ut en
PRIMÄRMALL i tjockare kartong för Ø2mM hålpunsen: använd sedan denna för att
sikta in printcirklarna för exakt håltagning: bilden ovan vänster visar
resultatet i slutänden: använd typ ICAS plastskärbräda som underlag för den
vassa hålpunsens skär — den plasttypen har delvis självläkande egenskaper och
deformeras inte direkt.
—
Industrirastret — vita kortet överst i bilden vänster ovan — garanterar att
exakt passning ges mot det underliggande aktuella borrkortet
som ska bli en enkel men effektiv Ø2mM SpecialHålStansRIGG för GND-hål masken
till bokplasten på komponentsidan:
—
Man märkborrar genom industrirastret med Ø1mM-borren; avlägsnar
industrirastret, och slutborrar aktuella borrkortet med en Ø2mM borr —
industrirastret bevaras så och kan använda för andra, alla möjliga,
borrmärkningsuppgifter.
—
Högra bilden ovan visar GND-hålschemat lagt ovanpå den färdigborrade GND-hål[STANS]riggen.
—
Den anordningen har SOM FÖRSTA PROJEKT ingen innebörd — men blir meningsfull
senare, vartefter hålriggen får flera hål — för andra projektscheman.
Foto: FotoPHP
GammaProj2013 GL Signal2 21Jan2015 Bild28
VIKTIGT är att GND-hål[STANS]riggen [ovan vänster överst under printets GND-hålschema] har MINST 4st PASSHÅL som måste matcha motsvarande
[lämpligt valda] passhål i projektkortet [kortet underst i bilden ovan]. Man
får tänka på/PLANERA (noga) den detaljen i projektbygget.
STANSNINGEN av UTTAGET FÖR BOKPLASTHÅLEN TILL GND-hylsorna görs sedan som
bilden nedan/ovan visar:
Foto: FotoPHP
GammaProj2013 GL Signal2 21Jan2015 Bild27
1. Bokplasten MED skyddspapper placeras på
projektkortets GND-hylssida=komponentsidan (vanligen), fixera med ICA:s breda
fina dubbelhäftande tejp;
2. Placera — via passhålen [använd DRAGEN/manuellt sträckt om tråden är för grov]
Ø1mM tennad koppartråd, avklippt till lämpligt liten trådpinne (bilden ovan
vänster) för inpassning i passhålen/passhålet — eller VRID IN GND-hål[STANS]riggen över projektkortet;
3. FIXERA riggen med ytterligare en (eller flera)
trådpinne, så att passningen garanteras EXAKT;
— PRINTET överst GUIDAR rätt val OM stansriggen innehåller
många andra andra hål (för andra projekt);
4. Använd (separat
konstruktion) ett Ø2mM silverstål [axelstål,
skruvstål — IRONBILL har råämnen om inte annat] som är PLAN-filsvarvat i änden [grovfilning, sedan smärgel grov, smärgel fin]
för att få en PLAN maximalt slät stansyta: avsluta med att sätta emot ett plant
diamantbryne [Clas Ohlson m.fl.] mot den
inspända roterande stålstången vid dess konstruktion för att få maximal
kantskärpa i den plana rundstansen;
5. Spänn in stansen i borrmaskinschucken till
ett djupmatande borrstativ, bilden ovan;
6. STARTA BORRMASKINEN OCH KÖR PÅ LÄGSTA VARV:
stillastående stansning av bokplasten tenderar att INTE stansa/skära ut den
(mycket) elastiska bokplasten; används stansen roterande tas bokplasten bort
mera effektivt;
7. Mata ner stansen (till borrstopp under
projektkortets toppyta, eller i botten på underlaget) per schemahål (använd
märkpenna [med viss färg] för att maska av hålschemat om hålen är
många och det blir svårt att se vad som är gjort).
Därmed
är bokplasten till GND-sidan färdigpreparerad och kan appliceras som sista
punkt i kortets konstruktion. Se Hålmasken till GND-hylsorna.
— Den kombinerade bokplasten/GND-hålmasken
läggs först (bilden ovan) på löst över laminatet: det blir enkelt att passa in
med GND-hylsornas hål Ø2mM med marginal redan upptagna:
— Man viker sedan upp ena halvan av bokplasten
— med separerad plast och skyddspapper (jag kallar det papperet
»Oljepapper» — spar det, det är kanon att använda tillsammans med
dubbelhäftande tejp som tillfälligt självhäftande dekalskydd) — klipper av det
underliggande skyddspapperet, och RULLAR (använd blomsticka eller tandpetare)
sedan ut den frilagda bokplastens självhäftande tejpyta FRÅN
avklippningsstället, och successivt bakåt.
— Sedan lyfter man upp framänden, tar av
skyddspapperet och rullar ut även del delen:
Foto: FotoPHP
GammaProj2013 GL Signal2 21Jan2015 Bild33
Nu ligger bokplasten monterad säkert på bägge
laminatets kopparsidor;
6. Samma procedur som i föregående Isolering görs för borttagning av
den täckande plasten över resterande hylshål;
7. En slutlig tillskärning utförs (ev.) för
att avgränsa eller begränsa den aktuella bokplastens (övriga ev.) täckande
delar (Jämför slutresultatet i bild från START);
Foto: FotoPHP
GammaProj2013 GL Signal2 24Jan2015 Bild46
— Därmed har vi nått fram till slutsteget:
ipressning av hylskontakterna i hålen.
Bilden ovan visar slutresultatet — sett från GND-hål- = Komponentsidan efter
inpressningen — med hjälp av en (med borr Ø1,85mM) förborrad HÅLRIGG —
massor med likadana hål (och som »ska täcka alla fall») som borrats upp från
ett redan inköpt förborrat (med Ø1mM) 2,54mM hålrasterkort [ScanKemi-standard,
finns (Jan2015) både på Clas Ohlson och Kjell&Company, typ Experimentkort]:
— GND-hylsorna, redan inpressade ordnar med
passningen automatiskt:
— Alla hylsor kan förmonteras direkt:
— Man pressar ner varje hylsa, lugnt, för sig med
riggen som mothåll, successivt en i taget.
Notera något om presskraften: GND-hylsorna tål naturligt mera presskraft
(mera ju bättre, in till viss gräns) — eftersom de ska ligga direkt an mot
kopparytan via hylshuvudet — medan hylsor med plast emellan i princip bara
behöver »sitta fast ordentligt»; Deras koppling till kopparytorna är inte
kritisk eftersom ingen direkt kontakt finns där. Emellertid, med bestämd
presskraft på den tåliga bokplastens kredit blir också isolationshylsornas
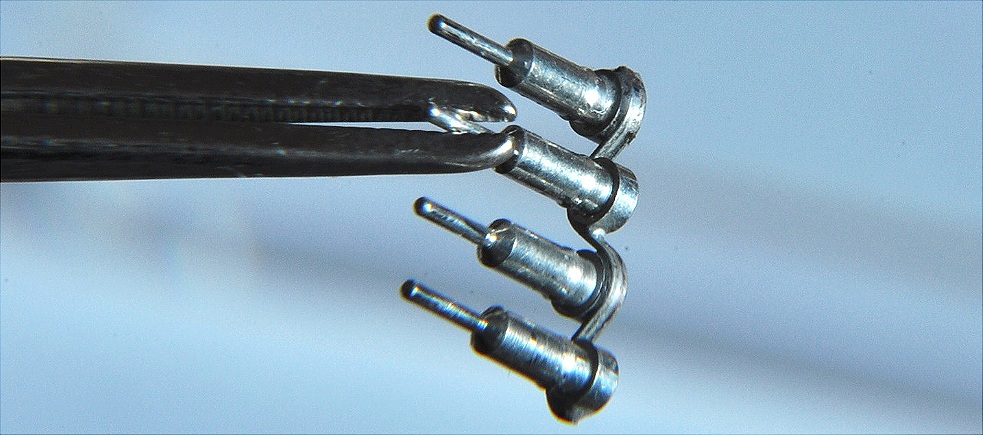
fastsittning allt mera markant (»bättre» in till en viss gräns) med högre
presskraft. Observera dock den LILLA kontakthylsans fysik: för mycket kraft
dödar inte bara hylsan (huvudet slits av och blottar det inre: en
liten förgylld inpressad kontaktkrage med fyra små snedställda nedåtlutande
guldpläterade stift) utan riskerar att demolera hela kretsplattan. Lagom är bäst.
5. KontaktHylsornas inpressning
Pressverktyget, Kontakthylsorna till projektkortet
— förberedande ledningsdragning — omsorgsfull resistanstestning
PRESSVERKTYGET — pressmomentet
Varför 1,8mM?
Foto: FotoPHP
GammaProj2013 GL Signal2 PressTool
1Feb2015 Bild 1;4;6
Verktygen infällda mitten
vänster från vänster:
Ø2mM BokplastStansen SILVERSTÅL — här dolt av ett Ø3mM kopparrör inØ2mM som
cylindriskt PLANTRYCKE för att öka bokplastens anliggning omkring GND-hylsan [Ø1,85mM] efter appliceringen.
Ø3mM HylsPressVerktyget SILVERSTÅL — anliggningsytan
i bild överst vänster planslipad [och polerad]
för minsta åverkan på hylstopparna.
Koniska
diamantslipstiftet [Kjell&Company] som används som
handverktyg för att rensa bort bokplastens håltäckande delar.
HÖGER nedre: Den färdigborrade Hylspress-MOTHÅLLS-fixturen via borrdiameter 1,81mM
[från BILLIGT borrset från Kjell&Company —
OBS måste FÖRST riktas och SLIPAS KORREKT [mitt exemplar] annars kass funktion];
— Mothållsfixturen baseras (här) på två experimentkort [Kjell&Company — ScanKemi- produkt] som
sågats i fyra bitar och ihopmonterats med försänkt [ELFA] M2-skruv via fyra
separat gängade hörnhål. Ø1,81-borren har sedan borrats ner [borrstopp] så att kontakthylsor monterade på
kretskortslaminat [tjocklek 1,5mM]
passar precis (med några tiondels mM extra marginal). Det lämnar de bägge undre
korten intakta med sina förborrade Ø1mM. Det extra utrymmet krävs för hylsornas
ändpinnar, Ø0,5mM.
Bilden ovan höger överst: spånplattan som bas
för Hylspress-MOTHÅLLS-fixturen, första försöket med borrdiameter 1,4mM —
normalt OK för kontakthylsorna [Ø1,35mM] enligt alla tidigare erfarenheter.
För snävt i slutänden — med växande mängd: brott uppkom vid demontering. 1,8mM
OK.
ORSAK:
— FÖRMODLIGEN (min egen rutin) på grund av
BORRMÄRKNINGEN — industrirastrets förborrade hål Ø1mM (eg. 0,9mM) används för att
borrmärka projektkortens YTA, därefter görs aktuella uppborrningar med
respektive borrdiametrar. Resultatet totalt ger vissa spridningar som, i mängd,
kräver vissa (större) toleranser.
MED VISS DRIVNING — typ borrning med Ø1,4mM —
bildas olika differenser åt olika håll i slutskedet;
— På runt en decimeter rasterkort bildas —
tydligen — via efterborrningarna med de större borrarna (främst upp till
Ø1,4mM) differenser på runt (max) ±0,2mM:
— Borrning med Ø1,8mM över i stort 1 dM visade
att inpressade kontakthylsor (Ø1,35mM) glider in mjukt och fint utan
användning av någon direkt manöverkraft — medan så avgjort INTE är fallet för
motsvarande rasterform med borrning via Ø1,5mM.
— Toleransen 1,8–1,35=±0,225mM är tydligen
avgörande för att få fram en duglig mothållsfixtur där inpressade kontakthylsor
glider ner i de borrade hålen utan protester.
— Med de få redan ipressade GND-hylsorna smet
projektkortet in LÄTT i den Ø1,4mM förborrade spånplattsgrundade Hylspress-MOTHÅLLS-fixturen.
— Värre blev det när alla hylsor pressats in
och projektkortet skulle tas loss: Med förfärlig kraft bröts
spånplattsmaterialet sönder (med kraftigt mothåll från det betydligt
starkare glasfibermaterialet i projektkortet).
— Den del av spånplattan, bilden ovan, som
följde med projektkortet upp fick sedan pillas bort i små fragment, bit för bit
för hand med hjälp av en stålnål.
Vilket var felet?
I viss förvissning att en något större
tolerans med borrdiameter 1,5mM skulle räcka
användes delar från ett äldre SCHROFF:s
experimentkort [ELFA] sortiment med förborrat 2,54mM-raster,
bilden nedan det övre mörkare hålkortsblocket.
Pressmomentet, så utförs inpressningen
av kontakthylsorna
Projektkortet
(överst
över de bägge hålblocken i bilden nedan) läggs
först över mothållsfixturen (via redan ipressade GND-hylsor).
Övriga kontakthylsor som ska vara med sätts
sedan — först — in löst, de glider in (med minimal manöverkraft RAKT nedåt) ned
till spärrkragen:
— Sedan utförs inpressningen PER HYLSA — ända
ned till projektkortets toppyta då man känner ett MINSTA MÖJLIGA märkbart STOPP
— med presscylindern inspänd i en borrchuck: pelarstativ med djupmatning:
Djupmatningsarmen trycks stadigt (och
speciellt MJUKT om hävarmen är lång = speciellt liten manöverkraft över en
större distans).
Foto: FotoPHP
GammaProj2013 GL Signal2 24Jan2015 Bild45
Projektkortet till BrusLÅDAN
med de ipressade kontakthylsorna inlagt över och i det ljusa nedre underliggande
mothållsblocket.
Mörka
Överst: Hylspress-MOTHÅLLS-fixturen från ett delat
experimentkort [SHROFF] som borrats upp med en Ø1,5mM borr — det räcker INTE
för att ta emot projektkortets ipressade 1,35mM kontakthylsor: toleransen är
för snål.
Ljusa
Underst: Hylspress-MOTHÅLLS-fixturen från ett delat
experimentkort [ScanKemi eller ekvivalent— Kjell&Company]
som borrats upp med en Ø1,8mM borr — DET RÄCKER PERFEKT för att ta emot
projektkortets ipressade 1,35mM kontakthylsor: toleransen ±0,225mM är tydligen
vad som krävs.
Efter slutförd borrning av de
40·19+2·13·3+4=842 stycken 1,5mM SCHROFF-hålen visade det sig:
— Det nyligen färdigpressade projektkortert
PASSADE INTE ALLS IN.
Tydligt motstånd; Kortet SKA passa in med ytterst liten manöverkraft.
Vad
gör vi för fel?
DET ÄR INTE TROLIGT att
efterborrning i de redan förborrade industrirasterkorten — SCHROFF eller
ScanKemi — leder till SÅ stora drivningar över 1dM som ±0,2mM för en (typ)
Ø1,4mM borr.
— Vilket skulle DÅ felet
vara?
BORRMÄRKNINGEN i projektkortet, med
efterföljande slutborrning DÄR:
När man borrmärker VIA det Ø1mM förborrade
2,54mM industrirastret (ScanKemi:s eller
SCHROFF:s experimentkort) görs bara ett ytligt borrmärke i
projektkortet, ingen djupborrning — för att medge senare aktuella borrdimensioner,
allt från 0,5mM och uppåt. Här främst Ø1,4mM. Då man sedan avlägsnar
industrirastret och verkställer efterborrningen med aktuell borrdiameter, är
risken (betydligt) större att DET borrhålet kommer att DRIVA åt endera hållet (också beroende på hur man vrider borrämnet under
borrchucken under arbetets gång). Det är i varje fall den mest
framträdande teoretiskt tydliga felkällan — knappast industrirastrets
efterborrning som sådant (även om viss
drivning även bör finnas där, ehuru mindre via den mindre avverkningen på grund
av det redan delvis uppborrade materialet).
— SÅ:
Inte med mer än man använder en tolerans runt
±0,2mM — vilket för kontakthylsornas del Ø1,35mM betyder en borr med diametern
1,8mM avrundat — kommer SMIDIG passning att infinna sig.
Det
skulle vara hela förklaringen till den relativt stora avvikelsen.
— FELET vi gjorde var av allt att döma att
inte räkna med driften i efterborrningarna av projektkortets rastermärkningar:
den kan tydligen bli så stor (över decimeter
och mängden hål [flera hundra]) som ±0,2mM.
ALTERNATIVET att vi här
skulle ha att göra med två något olika 2,54mM-raster har också undersökts (en
standard för ScanKemi och en för SCHROFF):
SHINWA.stålskalan [Clas
Ohlson] och LUNA-skjutmåttsskalorna är så exakt VISUELLT överensstämmande som
alls kan SES: ScanKemi:s 2,54mM raster mäter då — korrekt — på 5,9´´ = 149,86
mM = »maximalt nära» 150mM-strecket:
— Men »alldeles samma»
resultat fås med mätning på SCHROFF-rastret — eller om skillnad finns så
obetydlig att den inte syns;
— Ytterligare test visar
att de olika fabrikatens är samstämmiga:
— Vertikala hålsprintar (2st Ø1mM borrar)
monteras i hörnen på ett ScanKemi-kort (fabrikatet med de trängst förborrade
hålen, ca0,9mM). Motsvarande hål passas in i ett underliggande SCHROFF-kort
(något större förborrade hål ca Ø1,1mM — ett glapp på ca 1/10mM märks): ingen
mekaniskt märkbar differens framgår:
— Glappet på ca 1/10mM
via det något större SCHROFF-hålet framträder LIKA vare sig ena borrsprinten används
— glappet via endast ett enda hål — eller bägge borrsprintarna används —
glappet via de bägge hålen skilda av ca
150mM.
OM någon rasterskillnad skulle finnas efter
LÄNGD, borde i så fall enhålsglappet avta MÄRKBART med andra borrsprinten förlagd
allt längre bort från den första. Då ingen sådan märkbar skillnad visar sig, är
det tydligt att rasterskillnaden mellan de två fabrikaten får förstås helt
obefintlig.
Med andra ord: Metrisk skillnad i
rasterformerna mellan experimentkorten från de olika fabrikaten ScanKemi och
SCHROFF kan inte upptäckas (med test på längder upp till 150mM).
Pressverktyget
(3mM
silverstålstång, ändpolerad) inspänt i borrchucken
till borrmaskinen som sitter i pelarstativet som fungerar som effektivt pressverktyg.
—
Lämplig anordning — här kopparrör med hylsstift — appliceras i/på/till
borrchucken/pressverktyget så att en nollresistiv elektrisk testkontakt kan
etableras mellan pressverktyget och jordplanet där kontakthylsan sitter
inpressad eller ska pressas in.
—
När inpressning sker och presstången ligger an mot kontakthylsan, ska
resistansen peka på eller visa oändligt (∞). Pressas hylskragen ner för hårt, tränger dess kant (smal tillverkningskant
på en eller annan hundradel från fabrikstillverkkningen) ner igenom skydsshöljet, och kortslutning etableras.
Genom att ha anordningstypen nedan hela
tiden inkopplad vid hylsinpressning, med koll på resistansnålen, garanteras att
varje hylsa INTE kortsluter mot underlaget.
—
Efter hylsinpressning, görs en sista kontroll separat [separat inspänning i
skruvstycke med multimetertest] för att säkra ev.
missar. Reparationsmoment görs på samma fason.
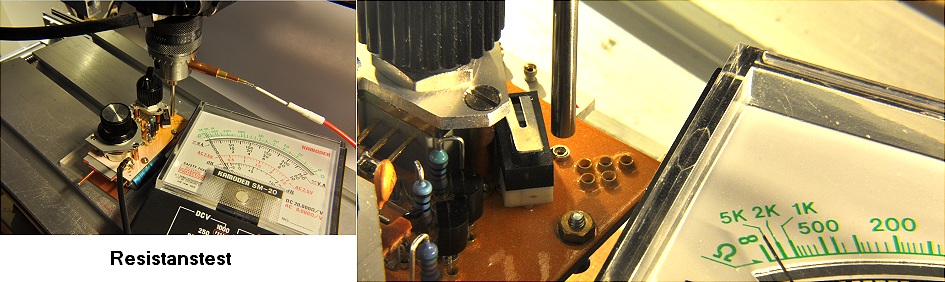
Foto: 5Okt2016 Krets--1;2
Samtidigt med kontakthylsornas inpressning,
speciellt med lackmetoden, har det visat sig avgörande viktigt att hela
tiden, för varje inpressning, kontrollera att isolationen (verkligen)
säkerställs mellan kontakthylsa och underliggande skiktisolerade kopparlaminat.
— Om fel skulle föreligga, visar det sig i
vilket fall vid inledande test på hela kretskopplingen — varför det också är
viktigt att ha strömförsörjningstestkretsar som är utrustade med
kortslutningsskydd. Se särskilda praktiskt testade lösningar i STRÖMSÄKRINGAR
och ÖVERBELASTNINGSSKYDD.
Av
allmänna svagströmelektriska skäl används inte metoderna ovan för
elektronikändamål för högre spänningar är standard svagströmselektronik: max 50
volt.
— Papper, plast och lack i allmänhet uppvisar
mycket goda elektriskt isolerande egenskaper även i (mycket) tunna versioner.
Försiktighet måste (emellertid) alltid iakttas vid speciellt (amatörmässiga)
experiment för att undvika ev. äventyr.
SIST kommer vi till själva ledningsdragningen.
Man
KAN bli lyrisk för mindre.
— Alla verktyg som krävs kan tillverkas med
enkla medel:
LEDNINGARNA, ledningsdragningen —
omsorgsfulla resistanstest
KOPPARtrådsVALSEN -- VERSION 1
Kopparvalsen
— version 1 | Kopparvalsen
— version
2 | Kopparvalsen
— version
3 LYXVERSIONEN med ledningsfixtur | Ledningarna
LEDNINGSDRAGNINGEN — Kopparvalsen
Ledningsdragningen
använder ett 2,54mM hålraster som borrats upp (bilden nedan vänster) med
lämpliga borrar och borrdjup från ett experimentkort (Schroff, ScanKemi):
—
Kopparstift från koppartråd (rakdragen transformatortråd, eller koppartråd i lösvikt, var
den kan köpas) bildar fixturbas, eller
aktuella hylskontaktkroppar, mot vilka en plandragen [KOPPARVALSEN] koppartråd (bredd ca 0,1mM från Ø0,5mM tennad koppartråd) får forma aktuell ledare, bilden nedan höger.
—
Genom att visst GLAPP finns i borrfixturen mot aktuella hylsor, garanteras i
vilket fall en viss elastisk spänn- eller fjäderkraft — ledningsformen blir
alltid trängre i böjarna vid fixturen än slutpassningen — som träder in då den aktuella ledningsprofilen spänns in på
kontakthylsorna i kretslaminatet.
—
Resistanskoll görs omedelbart efter varje sådan insatt ledning, vilket säkrar
att alla anslutna hylsor ligger i säker kontakt (mindre än 0,001 Ohm) och att den ledningen INTE kortsluter mot jordplanet under.
Ledningsdragningen:

Foto:
21Apr2015 Protect Bild--26;28
Foto: FotoPHP
CuTvals 8Feb2013 Bild CuTa 5;1
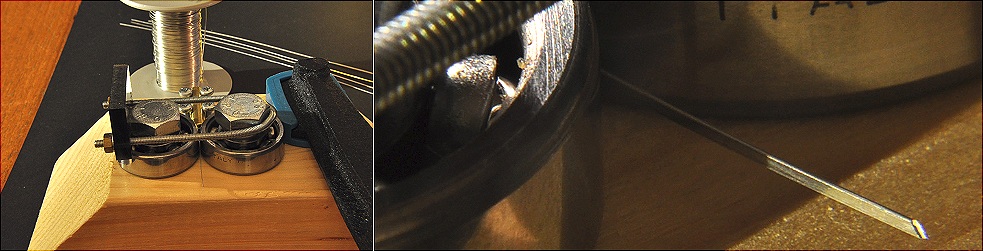
Träblocket spänns fast
för användning [VAR DET PASSAR] med hjälp av en tving.
— SUCCESSIV DRAGNING PÅ
ÄNDLIG GRUNDTRÅD — fram och åter, upprepat med
successivt trängre valsavstånd —
ger LÄTT trådtjocklekar ner till
folietyp — 0,10mM. Flera praktiska användningsområden finns.
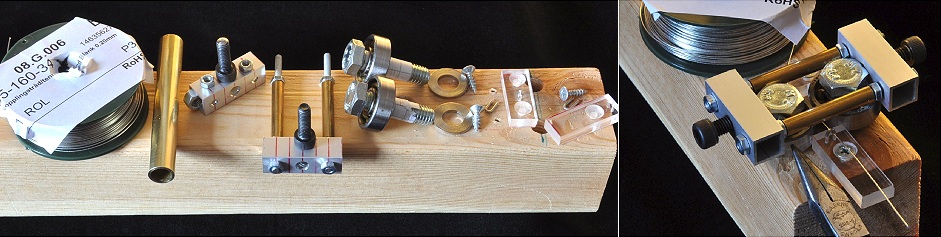
Kopparvals
En ENKEL — en första primitiv fullt duglig —
Konstruktion inom timmen:
—————————————————————————————————————————————————
1. 1st 150mM×35mM×70mM träblock (Gran eller
Tall);
2. 2st 40mM M12 sexkantbultar;
3. 2st iØ12mM kullager (yØ32mM);
4. 1st 150mM M3 gängad stång (mässing eller stål — den
som ses U-böjd i bilden);
5. 2st M3-muttrar + 2st brickor för M3;
6. 1st Plexiglasplatta (min. B×H×T
32mM×10mM×5mM);
7. 4st 15mM×M3-skruvar (Philips krysskalle);
8. 1st mässingsrör (yttØ6mM inØ4mM);
Konstruktion (bilden ovan):
1. Borra två Ø10mM hål i träblocket med
centrumavståndet 32mM(kullagrens diameter)+2 mellanliggande kontorspapper (ca
0,2mM): Avstånden är inte helt kritiska (på tiondels mM);
— Ändamålet är att lagermantlarna ska fungera
som valsar med en mellanliggande Ø0,5mM tennad koppartråd som planpressas till
ca halva tjockleken eller mindre (i flera omgångar, litet i taget) via de sammanbundna
lagercylindrarna.
2. Gänga hålen med M12 (se INVÄNDIG GÄNGNING): ett djupmatande
pelarstativ med borrmaskin kan användas med MANUELL MATNING och inspänd
gängtapp för exakt passning (vrid chucken
samtidigt med djupmatning, vid slutet: spänn loss tappen ur chucken och vrid ur
tappen med separat skiftnyckel eller svängjärn);
3. Montera ett lager per
M12-bult (lägg ett kontorspapperfoder över bultgängen mot lageraxelhålet
för exakt glappfri inpassning): skruva i bultarna med lagren i träblocket;
Foto: FotoPHP
CuTvals 8Feb2013 Bild CuTa 4
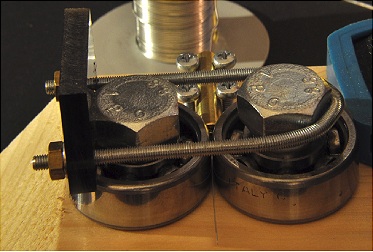
4. Bilden ovan: Vrid
övre bultens sexkantskalle så att en kant hamnar överst (höger), lägg M3-stången mot denna
på mitten, och böj sedan stången runt — maximalt TAJT — kring bultskallen;
— I mitt testfall fick jag M3-stångens
parallella ändar med centrumavståndet ca 26mM;
5. Borra 2st Ø3mM hål i plexiplattan med
centrumavståndet (26mM) för passning med inskjutning av M3-stångens bägge
ändar: Notera att hålavstånden till plexiplattans underdel (RAKT kraftmoment vid kommande anspänning)
inte får överstiga avståndet lagrensÖversida till halvaBultskallen (i mitt
testfall är avståndet till de två Ø3mM-hålen från plexiplattans underkant ca
6mM);
6. Skjut in plexiplattan över M3-stångens ändar,
trä på M3-brickorna och skruva på M3-muttrarna;
7. Montera de fyra
krysskalle-M3-skruvarna med Ø6mM-röret som STYRHÅL för koppartråden: röret ska ligga an
mot träblocket mitt mellan lagercylindrarna; Centrumavståndet mellan skruvhålen
ska vara 6+3=9mM — borra hål i träet med Ø2,5mM, och forma sedan en »autogäng»
genom att skruva in skruven i träet (försiktigt i början, sedan tar den själv kommandot);
Skruvskallarna låser sedan röret automatiskt mot träblocket.
8. Skjut in Ø0,5mM tennad koppartråd [ELFA —
Not2013: »förtennad koppartråd» finns inte i webbregistret — men i äldre
kataloger; Företaget envisas med att använda benämningen tennpläterad —
jättesortiment finns med många olika dimensioner] mellan de ICKE anspända lagercylindrarna
(platta till framänden med en plattång om det är trångt i början);
9. När (den förklämda tillplattade) koppartråden
sticker fram på framsidan — ta ut ett par centimeter — kan lagercylindrarna
anspännas med de bägge M3-muttrarna;
Använd en plattång för att ta tag i den utskjutande
koppartråddelen, och DRA SEDAN FÖRSIKTIGT, SAKTA, MJUKT ut tråden som nu kommer
att valsas till en tunnare rektangulär form; Jag brukar dra ut ett par
decimeter åt gången, klippa av dessa och lagra i separat kuvert;
Foto: FotoPHP
CuTvals 8Feb2013 Bild CuTa 6
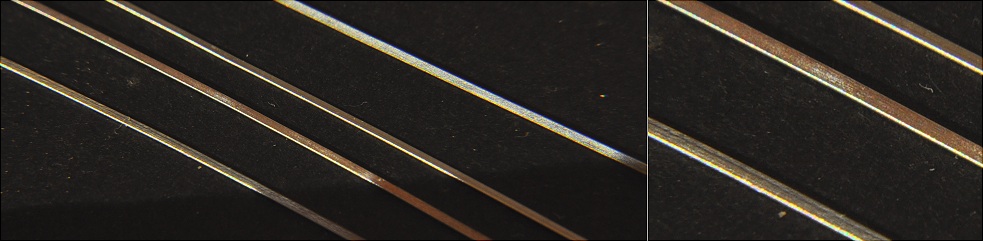
Specialdragen plattstång
av koppar — tjocklek här ca 0,25mM, bredd ca 0,65mM från råtråd av tennad
koppartråd Ø0,5mM på rulle.
— Men betydligt tunnare plantråd kan fås —
säker ner under 0,1mM;
— Den hårt dragna plantråden får
utomordentliga fjädringegenskaper [stark för sin litenhet] enligt olika test.
10. Använd
en mikrometer för att kontrollera tjockleken.
— I början, min erfarenhet, användes anspända
lagercylindrar så att trådtjockleken stannade på strax under 0,25mM — det
säkerställer att (minst) en ledningstråd kan förläggas mellan kontakthylsornas
Ø1,35mM cylindrar utan risk för beröring.
— Med en mera utvecklad erfarenhet (Se KOPPARVALSEN Version 2) har det visat sig mera
lämpligt att hålla plantjockleken runt 0,15-0,10 mM: man drar successivt från
diametrala håll och anspänner successivt emellan. Den hårdare dragningen ger
extra fjäderkraft + att det blir (mycket) lättare att montera ledningarna i
slutformen.
Försöker man »maxa» tjockleken direkt genom en första HÅRD
lagercylinderanspänning, är det mera av regel än undantag att tråden går av
mitt under dragningen: Bästa resultat är att ta litet i taget och dra flera
gånger.
För den som vill »testa själv» är »maximala
hemligheten» (p=FT=maT=m[v/T]T=mv):
— Fatta stadigt tag med plattången (flera cM)
kring den utskjutande koppartråden:
— Börja dra MJUKT — försiktigt PÅ LÅNG TID med
svagt växande styrka SAKTA, ge inte upp, håll ut: strax börjar lagren krypa och
glida — om momentet inte är för stort.
PRAKTIKEXEMPEL p = FT:
— Ett tioårigt barn, en
gång i tiden långt tillbaka i nuhistorien, flyttade vid ett tillfälle —
igångsatte — en fristående stillastående järnvägsvagn på ett gammalt
bangårdsområde med den metoden.
Kraft gånger TID bildar rörelsemängd — bara
man håller ut och orkar hålla på under TID och INTE viker av och inte ger sig —
inte det allra minsta under tiden.
Bilden nedan visar en mätsituation med
mikrometer (0,24mM) på »lyxversionen» av ovanstående enkla snabbkonstruerade
koppartrådsPLANvals (vidare nedan).
Foto: FotoPHP
CuTvals 15Feb2013 Bild CuTa 13
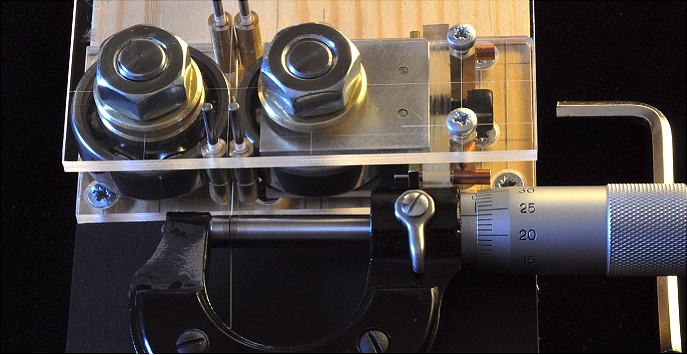
Lyxversionen av Kopplarvalsen — mikrometerexempel
VERSION TVÅ
En mera genomtänkt anspänningsanordning visas
i följande miniatyriserade VERSION TVÅ av den enkla koppartrådsPLANvalsen — bilden längre ner
visar detaljerna.
Kullager InUtHö 8×22×7mM med M8-bult + underläggsbrickor*, anspänningskrage av UtIn 10|8mM Aluminiumfyrkantrör, gängad M3-stång, UtIn Ø5|3mM-mässingsrör, M5-sexkantsbult, ett par små 5mM plexiglasblock 11×27mM med fyra 3mM träskruv med försänkt stjärnskalle och två U-formade koppartrådsmärlor Ø1mM med motsvarande plexihål för trådstyrningen,
ett UtIn Ø10|8mM mässingsrör som spoltrådshållare, i allt monterat på ett 45mM kvadratiskt träblock (typ hyvlat regelvirke).
Bilden nedan visar komponenter och detaljer —
notera att M5-muttrar PRECIS smiter in i 10mM Al-fyrkantrörets inre (8mM), och
är därför särskilt väl lämpade för SkruvSTOPP i olika (enklare) mekaniska
anordningar (samma fason för 20mM Al-fyrkant
och 17mM inre: M10-muttrar passar där — ytterst starka
skruvstoppskonstruktioner).
För
den som vill genomföra denna konstruktion (med ledning av bilden nedan och
inventariet ovan): detaljerna kan skissas upp på kaffekvarten — och
konstruktionen göras på söndagens middagslur. För Verkstadens Grundverktyg, se
särskilt från M1, om ej redan bekant.
KOPPARVALSEN, version 2
Foto: FotoPHP
CuTvals 15Feb2013 Bild CuTa 13
*UNDERLÄGGSBRICKOR kan ibland krävas
tillsammans med VISSA — inte alla — kullager:
— En del kullager har
inre lagercylindern några hundradelar innanför yttre, och en del kullager har
omvänd ordning.
— För kullager med inre
cylindern mindre måste tilläggsbrickor användas mot inre cylindern OM uppgiften
gäller garanterad frigång för yttre lagercylindern. Vilket som gäller får man
upptäcka/TESTA — och konstruktionsanpassa — när man har lagret i handen och
först då kan veta vilket som är vad;
— Testa genom att klämma
in lagret mellan skänklarna på ett skjutmått: snurra. Bara en del är låst och
en del snurrar.
Foto: FotoPHP CuTvals
7Mar2015 CuTv2 Bild 1;2;3;5
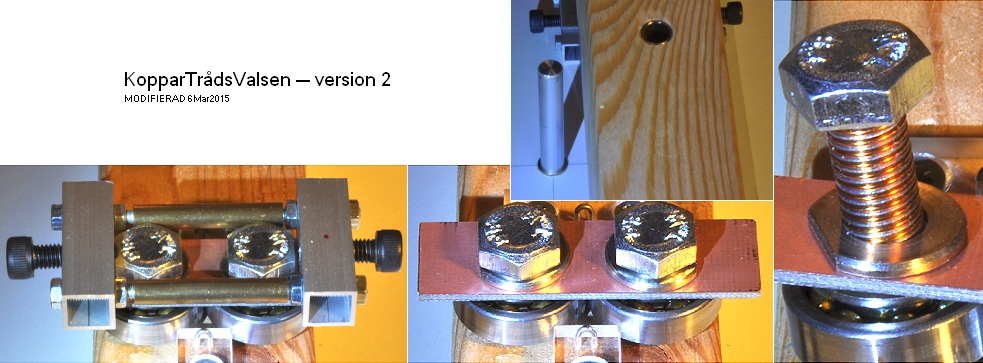
NOTERA DEN AVSLIPADE KANTEN PÅ BRICKAN [höger] — garanterar att
spännramen kan ligga helt en mot plattan under. M8-skruvarna pågängade med
Ø0,6mM transformatortråd, vilket ger perfekt glappfri montering mot kullagrets
släta innercylinder [Y×i×T=22×8×7mM].
— Med denna enkla koppatrådsvals — och
lämpliga arbetslängder — får man [från tennad
Cu-tråd Ø0,5-0,6mM] utvalsade trådtjocklekar ner till 0,10mM [eller
finare]. Se praktiskt exempel i Ledning och induktion.
— Även grövre koppartrådar (testat OK upp till
i varje fall Ø1mM) kan valsas ut, förutsatt man börjar lätt och tar litet i
taget.
Bilden ovan:
— EN MODIFIERAD
FÖRBÄTTRING av föregående grovkonstruktion Version2 har genomförts [6Mar2015] — i samband med ledningsdragningen
för testdetaljer i Gammaprojektet (EsPBSR).
— Papperskragarna [som eliminerar
monteringsglapp mellan Skruv/Lageraxel] har ersatts med Ø0,6mM
transformatortråd, bilden ovan höger [fyller
precis ut M8-gängvallarna och ger glappfri kullagermontering];
— En plan toppyta [1,5mM kretskortlaminat]
med två ytterligare brickor garanterar att spännanordningen inte får mekanisk
kontakt med kullagrens yttre roterande delar;
— Träblocket har slutligen monterats på en vridbar pivå [liten bit tjockt ytbehandlat spånplattsmaterial
(spill från byggmaterial) som medger
säker fastspänning med kraftig tving;
pivån: Ø8mM aluminiumstång i Ø10mM mässingsrör med 10mM hål i träblock och
grundplatta] — för bekväm ändring/rotation vid successiva
dragningar: varannan dragning från diametrala hållet — ytterst smala remsor
[0,10-0,15mM] kan LÄTT fås på den vägen.
Se vidare i LEDNINGARNA med (typiska) praktiska exempel i Ledning och induktion.
VERSION TRE
LYXVERSIONEN MED
LEDNINGSFIXTUR
En ännu mera genomtänkt anordning — här
fullständig med HÅLFIXTUR för själva den konkreta ledningsdragningens detaljer
— visas i följande LYXVERSION av den enkla inledande KoppartrådsPLANvalsen:
Användes mest i början —
numer använder jag skälv alltid Kopparvalsen Version 2.
Foto: FotoPHP
CuTvals 18Feb2013 Bild CuTKKmod 1
Kullagren
från den enkla Version1 har här använts för att konstruera en mera lyxigt funktionell —
med samma slutverkan — version av KopparTrådsPLANvalsen — tillsammans med en
hålfixtur för kontakthylsorna på vars matris varje aktuell ledningsbana kan
formas.
—
Till matrishålen hör ett antal PINNAR — från Ø1,3mM tennad koppartråd som
sträckts manuellt till rakform och sedan kapats i mindre jämnstora ca 15mM
stänger — och andra varianter, allt eftersom behoven påkallar.
Kretsdragningen
FRÅN ETT KRETSSCHEMA (skymtar i bilden nedan
t.v., här spegelvänt mot komponentsidan) dras varje enskild ledningsvägs planvalsade koppartråd — från lagerlängder av
den förvalsade plantråden — via insatta hyls- eller ledpinnar (Ø1,3mM med
förborrade Ø1,4mM monteringshål, eller vad som passar) i ett plexiglasblock
motsvarande 2,54mM-rastrets kontakthylsor (Ø1,35mM):
Foto: FotoPHP
CuTvals 18Feb2013 Bild CuTKKmod 1 — Fixturen för ledningsdragningen
SKRUVANORDNINGEN överst
höger är inte nödvändig — den användes först för att få stöd för trådledens ena
ände för efterföljande;
— Det enklare sättet är
att använda en rundtång och göra första cylinderböjen för hand (man hittar
snabbt sättet):
— Ledarens toppdel får då
direktfäste i sin första styrpinne.
— Övriga användbara
verktyg vid ledningsfixturen: Planpincett — och vid monteringen sedan:
tandpetare eller särskilt utformade metalländar att pressa ner plantråden med
över hylskragarna.
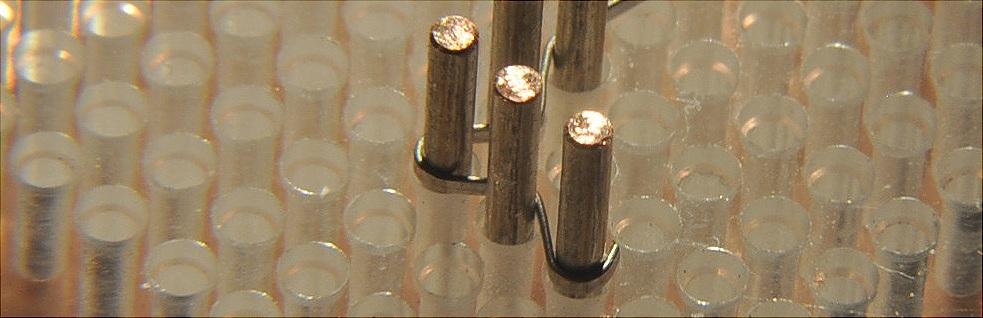
AVGÖRANDE VIKTIGT är här just att de
använda/insatta ledpinnarna är något mindre (1,3mM) än de aktuella
kontakthylsornas cylindrar (1,35mM) som ledtråden ska omsluta:
— Nämligen för den garanterade KONTAKTERANDE »nollresistansverkan»: den anliggande fjäderkraften som garanterar
säker elektrisk kontakt.
När
(nämligen) den i ovanstående plexiblock matrisformade plantrådledaren bringas
att omsluta projektkortets aktuella hylskontaktcylindrar — dessa är några
hundradelar bredare — TVINGAS ledartråden anspänna varje hylsas cylinder med motsvarande utspännande kraft vilket — just — garanterar minimal elektrisk kontaktresistans (ännu
inte uppmätt [2013], men baserat på andra tester: mindre än eller lika med
1mΩ) för samtliga hylskontaktpunkter.
Mar2016: Kontaktresistansmätningar har visat att
kontakttypen nedan (plantråd-hylskrage) inte enkelt låter sig mätas UTOM värden
runt eller (säkert) mindre än 1mΩ. Det krävs dock en mera rigorös
mätordning för att fastställa vad som gäller.
Foto: FotoPHP
CuTvals 18Feb2013 Bild CuTKKmod 4
BÖJVERKTYGEN
som används för att få kopparplattstången jämnt och tätt runt styrpinnarna blir
naturligt kanterna på pincetterna man använder i det allmänna plockarbetet
under proceduren: Genom att trycka metallpincettens kant mot en styrpinne
garanteras exakt maximal tajt passning.
—
Styrpinnar sätts in successivt med att ledtråden formas efter projektritningens
anvisning.
—
Lönen för hela mödan UPPLEVS när man tar bort matristråden och för den över
till projektkortets aktuella hylscylindrar: Korrekt utfört GLIDER den nu
FJÄDRANDE ledartråden ner över hylscylindern med bestämd mjukhet under (rätt stark)
press — man använder här med fördel runda tandpetare av trä
som pressverktyg (mot trådkanternas överdel) för att undvika ev.
skador från allmänt sullig verktygshantering mot det underliggande ytkortet. Det garanterar att maximal elektrisk kontakt är uppnådd:
— AVGÖRANDE VIKTIGT UNDER PROCEDUREN ÄR ATT
RESISTANSTESTA VARJE SUCCESSIVT KONSTRUERAT LEDAVSNITT FÖR SIG PÅ PROJEKTKORTET
MED ETT RESISTIVT MÄTINSTRUMENT — SÅ ATT MAN VET SÄKERT ATT VARJE MOMENT MAN
UTFÖRT — VARJE NYINSATT LEDNINGSVÄG — INTE INNEHÅLLER RESISTIVA KONTAKTFEL: resistiva kontaktfel får inte förekomma, inte alls över huvud
taget. Här gäller nolltolerans.
—
Speciellt förbindningar mellan två närliggande kontaktcylindrar säkerställs
FJÄDRANDE genom att efter matrisböjningen [rakt eller som ett S] något klämma ihop kontakttrådsmärlan [vid hylshålen eller
diametralt över hela märlan], och vilken
ihoptryckning sedan spänns ut över aktuella hylsor som motsvarande
kontakttryck.
Foto: FotoPHP KOPPLINGAR
TM6_FB1proj 17Jan2011 Bild FB2mont_3
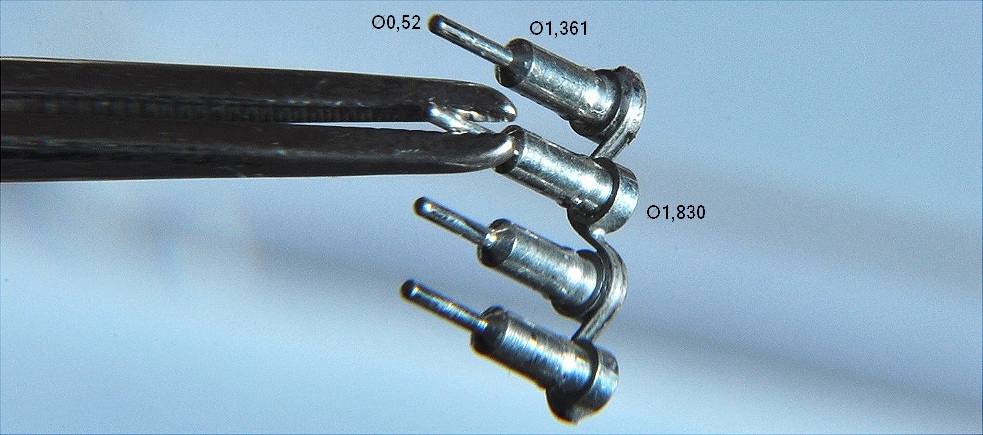
LEDNINGSFIXTUREN är i detta fall anpassad efter ovanstående
angivna stångdiametrar:
— Ø1,36mM: ALLMÄNNA
LEDNINGSDRAGNINGEN — för kretskortets
undersida — har (här) utarbetats efter hylskroppens undersida Ø1,36mM — vilken är (eller ursprungligen var) den huvudsakliga
anbringningskroppen till kretsledningar med den utvalsade tennade koppartråden.
— Ø0,52mM: SPECIELLA LEDNINGSDRAGNINGEN
— kretskortets undersida för optimalt utnyttjande
av speciellt krävande ledningsdragning i flera nivåer [ännu aldrig utnyttjad i några av mina egna ledningsprojekt — olika
sätt finns med tunnare eller grövre ledartrådar — kan i allmänhet dras direkt
för hand — med skruvstycke-plattång — utan hjälp av ledningsfixturen].
— Ø1,83mM: SÄRSKILDA
LEDNINGSDRAGNINGEN — kretskortets ovansida — var aldrig tänkt att
användas från början — på grund av det snäva mellanrummet mellan två
hylskroppar 2,54–1,83=0,71mM.
— Vidareutvecklingen med KopparValsen [VERSION 2 —
användbarheten med successiv valsning för speciellt tunna trådtjocklekar] har emellertid visad
FÖRNÄMLIGT hur kretskortets ovansida med Ø1,83mM-hylstopparna galant kan
användas för en primär ledningsdragning — dock inte med någon ledning mellan
två givna [Jo, det går, OM man säkrar något isolerande
skikt emellan — en smal remsa kontorspapper är OK — och trådtjockleken håller
sig runt max 0,15mM].
Det är hela »hemligheten» med den här
utprovade MEKANISKA METODEN.
Se vidare nedan de olika
ledningsfixturdetaljerna — och exempel på hur man — galant — fixar KRETSFEL — i
de olika sätten i FIXTURDETALJER. Huvudtexten nedan gjordes innan dessa senare
detaljer kom i dagen [början 2015] — med en än mer förfinad metod som resultat.
Det behövs — alltså — ingen tennlödning.
Sådan kan naturligtvis göras (i efterhand),
men har i så fall ingen KONTAKTERANDE funktion (Tenn i sig är en dålig
elektrisk ledare jämfört med koppar: ca 15% jämfört med kopparens 100% enligt
Wikipedias tabell [Electrical resistivity and conductivity]; Tennets funktion
är som mest att skapa en gastät försegling — med visst extra mekaniskt fäste).
FRÄMSTA VINSTEN:
— PÅ PROJEKTKORTETS MOTSATTA SIDA kan
motsvarande kontakteringar göras via de vidare hylshuvudcylindrarnas ca 1,85mM
diametrar men då bara på enskilda mellanleder. Dvs., vi har en generell frihet
att dra ledningsvägar på två sidor. Men kolla avstånden först:
Utrymmet mellan två närliggande topphylsor är
bara 2,54—1,85=0,69mM:
— Med en mellanliggande ledningstråd med
tjockleken 0,25mM återstår 0,69—0,25=0,44mM;
— Fördelat på två hylsor ger det ett spel på 0,22mM
Hylsa-Mellantråd-Hylsa. Det är för trångt för att medge ytterligare en
ledningstråd mellan två redan hylsomfattade ledningstrådar.
— Om bara en sådan finns räcker dock avståndet
0,44mM-0,25=0,19mM för säker elektrisk separation (upp till max 50V om avståndet mellan oisolerade ledare är max 1/10mM:
används skyddslack, blir isoleringsverkan betydligt större):
0,69—2·0,25=0,19mM; Testa att lägga emellan ett kontorspapper (ca 0,1mM) på
varje sida: fungerar det är det OK (låt
papperet vara kvar = säker elektrisk isolering upp mot kilovolt).
— Med en mellanliggande ledningstråd med
tjockleken 0,15mM återstår 0,69—0,15=0,54mM;
KONTORSPAPPER ÄR CA 0,1mM tjockt — kan
användas som säker isolering mellan flera plantrådar..
— Med en mellanliggande ledningstråd med
tjockleken 0,10mM återstår 0,69—0,10=0,59mM;
Bildserien nedan visar konstruktionen i
sammanställning med en monterande sekvens:
Foto: FotoPHP
CuTvals 18Feb2013 Bild CuTB2.1
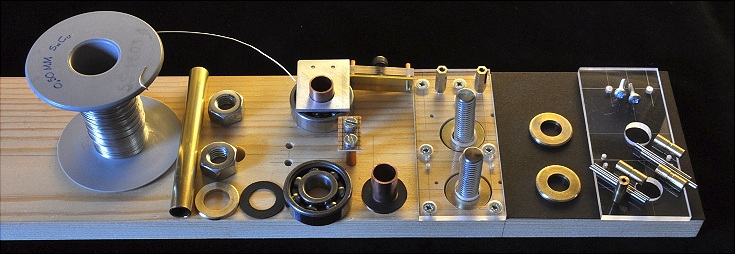
En TVING [MONTERAS ALLT EFTERSOM UTRYMMET
PASSAR] håller hela brädan med Kopparvalsen på plats.
ANSPÄNNINGEN mellan
kullagren har här gjorts mera sofistikerat:

Föregående enklare Version1:s M12-bultar har här
ersatts av två korta separat kapade M10-pinnar omgivna av ett UtIn Ø12|10mM
kopparrör som anpassats för glappfri montering med de bägge kullagren.
Mässingsbrickor har sedan monterats närmast kullagrens innercylindrar för att
garantera yttercylindrarnas frigång.
Med stöd av två sexkantdistanshyslor skjuts ena lagret mot det andra av en »spännsläde»: En kort
M5-bult med sexkanthuvud är gängad i ett litet 5mM tjockt plexiglasblock:
bultens skruvtopp (polerad) ligger an mot en 2mM tjock mässingsplattstång
[JÄRNIA]: den plattstångens framsida mot kullagrets yttercylinder vilar mot två
10mM+2·2mM långa Ø2mM stålsprintar (silverstål
— gammalt Clas Ohlsonsortiment, finns inte längre — IRONBILL har Ø2mM axelstål);
Stålsprintarna går igenom två ändplattor av 2mM tjock aluminiumplåt, en på
vardera sidan över och under övre kullagret (bilden nedan): Genom
aluminiumplattorna är borrat hål för M12-bulten till övre kullagret::
— Al-plattorna formar så en
tryck- och glidsläde mot det andra fasta
nedre kullagret via M5-bulten som skruvas och anspänns mot sexkantsdistanshylsorna:
—
Sexkantsdistanshylsornas toppfäste i sin tur slutar på motsatta sidan i det
fasta nedre kullagrets M12-bult. Därmed fungerar hela anspänningsanordningen
som ett dragjärn på kredit av hållfastheten i omgivande övre och nedre 4mM tjocka
plexiglasplattor.
Foto: FotoPHP
CuTvals 18Feb2013 Bild CuTB2.2
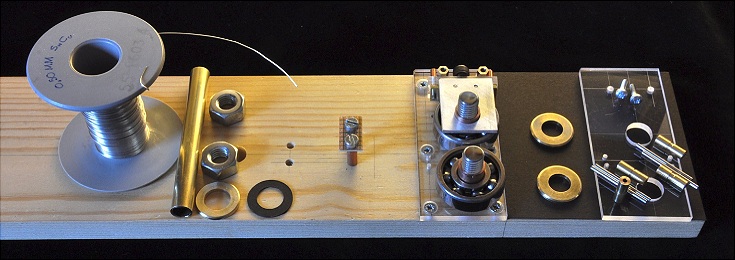
Lagren på plats.
Foto: FotoPHP
CuTvals 18Feb2013 Bild CuTB2.3
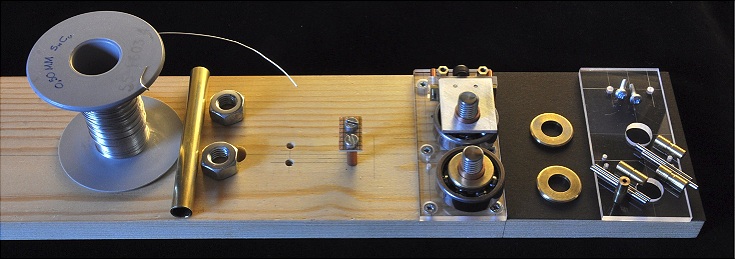
Distansbrickor läggs på
(nedan) som säkrar de yttre kullagercylindrarnas frigång.
Foto: FotoPHP
CuTvals 18Feb2013 Bild CuTB2.4
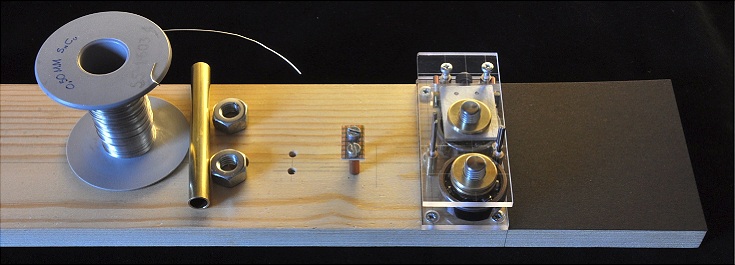
Det 4mM tjocka övre
plexiglaset på plats tillsammans med stålsprintarna som håller
genomföringstråden på säker plats mellan lagercylindrarna..
Foto: FotoPHP
CuTvals 18Feb2013 Bild CuTB2.5
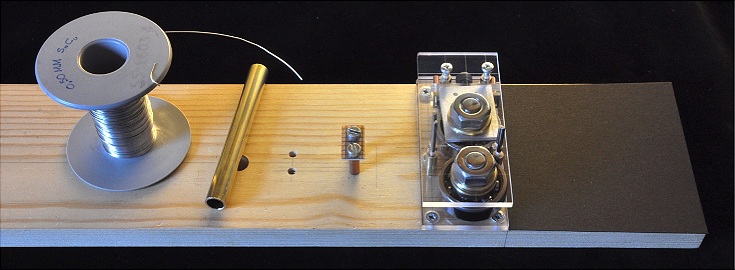
Lagren skruvas fast med
M10-muttrar via innercylindrarnas fästen på distansbrickornas separation från
lagrens yttercylindrar.
Foto: FotoPHP
CuTvals 18Feb2013 Bild CuTB2.7
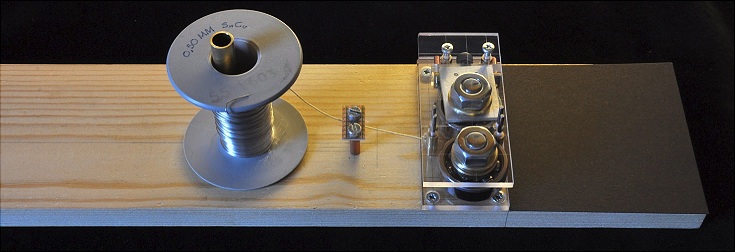
Trådrullen MED FÖRTENNAD
Ø0,5mM KOPPARTRÅD sätts på plats, tråden förs in mellan lagercylindrarna, en första
anspänning görs och trådvalsdragningen kan nu börja användas.
— I efterhand: Den fasta trådrullen är mindre
praktisk:
— Plantrådsvalsningen för bästa resultat som
det har visat sig, görs med upprepade diametrala dragningar (Kopparvalsen Version 2) med små
lageranspänningar emellan tagen. Med utgångspunkt från Ø0,5mM tennad koppartråd
ger det en fjäderstark och smal (0,10-0,15mM) plantråd som visat sig mest
användbar — även för en del speciella fjäderapplikationer av olika enklare
sort.
Bilden nedan visar anordningen efter alla
slutjusteringar och fintrimningar: Trådtjockleken här — via endast en singulär
dragning — uppmätt med mikrometer till 0,24mM och bredden (med skjutmått) ca
0,65mM.
Foto: FotoPHP CuTvals 18Feb2013
Bild CuTB2.13
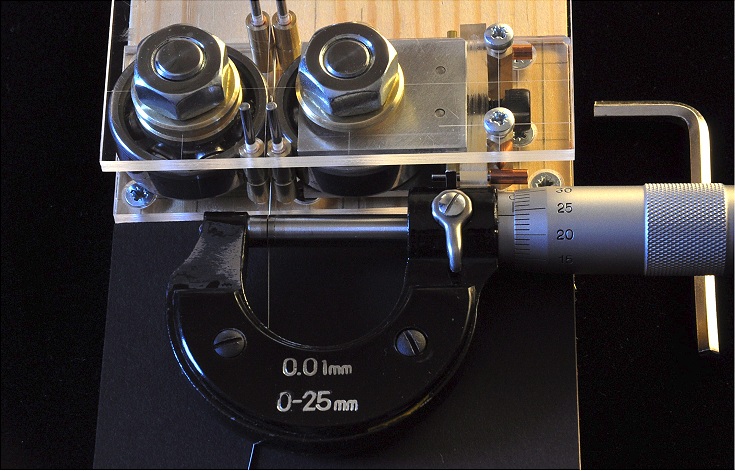
Exempel med slutresultat 0,25mM efter en
singulär dragning:
— Med råtrådens Ø 0,5mM och dess tvärsnittsyta
(0,196mM)² mot dragningens 0,25×0,65=0,163mM², tappas ca 17% av ursprungliga
tvärsnittsytan vid planvalsdragningen.
Typvärden (Kopparvalsen Version 2) via upprepade
dragningar på Ø0,5mM Tennad Cu-tråd, plantjocklek 0,10mM, visar en trådbredd på
nära 0,7mM; Tvärsnittsyta: 0,07mM².
VERKTYG, METODER OCH
DETALJER TILL LÖDFRIA MEKANISKA LEDNINGSDRAGNINGEN — Ledningarna
BILDEXEMPLET ANSLUTER TILL EN PRAKTISK ÖVNING
MED BYTE AV EN FELAKTIGT UTFORMAD LEDNINGSPROFIL MOT EN KORREKT.
Foto: FotoPHP CuTvals
Kretsfel 9-10Mar2015 — VERKTYG Bild 17;16;18 — KRETSFEL Bild4 — STÄNGER Bild 12;15 — NikonD90
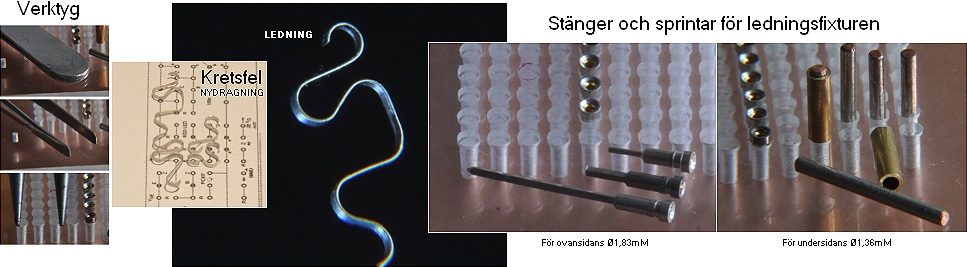
VERKTYG: Plattpincett som används för att
trycka/böja tråden kring sprintarna; Rundtång som används för att
böja/sätta första öglan till kretsfixturen. En Plattång behövs också för att
justera RAKHETEN i första öglan [rundtångens konicitet
vränger cylindriciteten något — öglan måste vara PLAN: inga spretande spetsar
mot det tunna isolerande bokplastunderlaget/lackskiktet].
KRETSFEL: Praktiskt exempel på [typiska]
kretsfel som kräver motsvarande ändring/anpassning på kretskortet.
— Den helt mekaniserade lödfria
monteringsmetoden [START] med ledningarna visar
sig speciellt användbar och förnämlig när och om — speciellt
i experimentbyggen — mindre KRETSFEL visar sig. Här hade jag försökt »kombinera»
två R-anslutningar med en transistoranslutning: Felet uppdagades [naturligtvis]
EFTER genomförd ledningsdragning. Med hjälp av spetsen på en stålnål pillas
ledningsändarna enkelt upp, och den felande ledningen demonteras med
(spets)pincett — sedan är det bara att dra de nya ledningarna — efter korrekt
sätt — och avsluta som vanligt med resistanstest.
— MOTSVARANDE vid LÖDDA/ETSADE ledningar är
uteslutet. För att justera ledningsfel i dessa fall är man HELT hänvisad att
göra mer eller mindre komplicerade INBRYTNINGAR — omkonstruktion med något
minimalt separat kretskort med kompletterande anslutningar/komponenter.
LEDNING: Närbild på fixturdragen valsad [Ø0,5mM] tennad
koppartråd [utvalsad tjocklek 0,15mM via successiv dragning i KOPPARVALSEN VERSION 2]. Notera trådens
automatiska elastiska FJÄDERFUNKTION som garanterar elektrisk
kontakt vid monteringen.
STÄNGER OCH SPRINTAR: Allt man kan hitta och som passar för att
serva slutresultatet.
— Vänstra bilden [för ovansidan] — mitt
exempel med fixturplattan som en 8mM plexiplatta — kräver en något längre
stödsprint än den tillgängliga vanliga kontakthylsan [max ca 7mM]; för ändamålet har använts
kontakthylsans make, ett VIRSTIFT [finns också på ELFA] — något längre
hylskropp samt kvadratiska [0,645mM] ben och som klippts och filats för
passning
— Högra bilden [för undersidan] — den
ursprungliga fixturformen — med en rakdragen Ø1,36mM tennad koppartråd — som
passar precis i Järnias sortiment med Ø2mM mässingsrör — som kan användas för
optimal fixturpassning vid ledningsdragningen med mellanliggande ledningar.
NOTERA
TOLERANSERNA — vilket är en del av »HEMLIGHETEN» med den mekaniska
ledningsdragningen lödfria metod:
— Fixturhålen för kontakthylsornas
undercylindrar Ø1,36mM i 8mM plexiplattan är
borrade med Ø1,41mM borr med fixturstänger av (nära
lika) Ø1,355-1,360mM, den rakdragna tennade Cu-tråden, bilden ovan höger; Det
betyder att stödsprinten Ø1,36mM »sitter och vickar» — med följd i att
fixturledningen INTE BLIR EXAKT analog med rastermåttens 2,54mM med EXAKT
passning — och den ideala passningen fungerar heller inte EXAKT i praktiken
EFTERSOM en och annan hundradel missas vid borrningen — vissa avvikelser finns
alltid [på max några hundradelar].
— MEN VI UTNYTTJAR DEN MARGINALEN FÖR ATT FÅ DEN
AVGÖRANDE MEKANISKA ELASTISKA FJÄDRINGEN vid monteringen av den dragna
ledningsbiten: när ledningen skjuts eller PRESSAS in över kretskortets aktuella
hylscylindrar, bildas en motsvarande mekanisk spänning i och över de olika
ledarpartierna — och därmed säker elektrisk ledningskontakt [i området milliOhm] — varje ledning resistans
testas sedan separat [grovt på analogt visarinstrument som visar 0] efter montering
— OM — förutsatt att ledningen — längdmåttet
mellan ändpunkterna — inte är mer än max 2-3 cM, fungerar det. Med större
längder tenderar »vickfelet» att ge en allt kortare slutledning — som INTE
kommer att passa in på hylsorna i kretskortet. För att PARERA för de fallen —
och det är bara den egna konstruktionens mått och ERFARENHETEN med dessa som
kan vägleda — måste man lägga till extra marginaler [genom att t.ex. göra en
böj MELLAN två hylsor något större — den rätas sedan ut automatiskt vid
monteringen via de något längre hylsavstånden].
— Som ALTERNATIVT [GALANT] exempel på OVANSIDANS
ledningsdragning [med de tunna 0,15mM dragna ledningarna] går det — faktiskt — att
dra SPECIELLT LÅNGA ledningar DIREKT PÅ KRETSKORTET via kontakthylsornas
toppar, alltså utan användning av någon ledningsfixtur, och förutsatt 1. man håller plantråden sträckt
i slutänden med en plattång, och 2. med andra handen man har en tandpetare av
trä som man successivt trycker in tråden med mellan hylsorna. Allt är —
tydligen — bara en fråga om METOD, PRÖVNING och ERFARENHET.
— Toppdragningen med de större Ø1,83mM
cylinderhuvudena är för fixturdelen mera krävande i »fixturglappet» genom att varje ev. glapp tillväxer
proportionellt mot cylinderbredden: bara ett litet fixturglapp kan ge relativt
stora ledningsfel i slutänden.
— I mitt fall med VIRSTIFTEN-STÄNGER — bilden
ovan höger — ligger topparna så tämligen väl an mot plexiblocket att
glappeffekten är minimal — inga direkta äventyr har ännu visat sig (på
ledningslängder början-slut ca 2-3 cM — vilket kan betyda en effektiv
plattrådslängd på max det dubbla).
EXPERIMENTBYGGEN MED YTMONTERAT?
Gammaprojektets praktiska testexempel — utförligt från 2TGamma —
gör rent hus med alla spekulationer
————————————————————————————————————————
—
Nej.
Am241--2-Transistors
Gammasensor. ENKEL ALUMINIUMFOLIEKLÄDD SKÄRMLÅDA tillskuren 2mM passepartout ÖVER LILLA
KOPPLINGSDÄCKET — med aktuellt insatta komponenter:
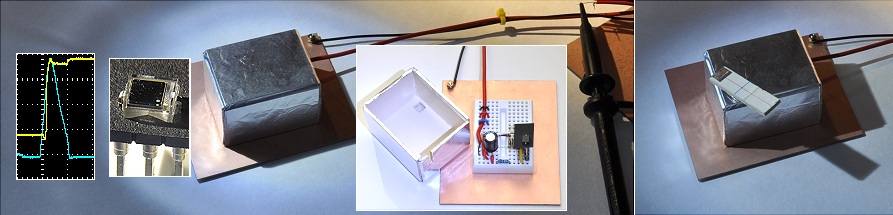
Foto:
24Maj2016 SkärmLådan Bild11;12 —
PiN-diod BPW34 ger samma resultat som PiN-diod
BP104 — samma kapseltyp, bägge hos ElectroKit.
BILDLÄNKEN LEDER TILL DOKUMENTEN SOM BESKRIVER
UTVECKLINGAR, RESULTAT OCH JÄMFÖRELSER — FRÅN 2016.
— Inga etsade kretskort. Inga lödningar. Inga
»NASA-versioner» [foliepaket]. Inga Förseglade Lödda Plåtburkar. Alla
komponenter kan snabbt bytas, ersättas, testas -- obegränsat med perfekt
resultat.
Möjligen ett tydligt, unikt, historiskt
(klassiskt) bevis:
— 2016: Med den allt mer utpräglade marknadens
intresse för och övergång till ytmonterade komponenter, har också en del
klassiska hantverksideal försvunnit.
— Clas Ohlson, tidigare
(före 2000) en leverantör och säljställe för utpräglad hobby och amatörteknik —
produkter och material för hantverk och finmekanik — upphör från runt 1990 mer
och mer med sitt traditionella hantverksbetonade sortiment. Idag (Dec2014¦Okt2016)
finns på Clas Ohlson intet kvar: ingen Guldsmedssåg — hantverksgrunden — och
inga dito urfina sågblad [märke ANTILOP] heller: inga kullager, inga kuggdrev,
inga mässingsrör, ingen gängad M2: ingen mikroströmbrytare [återinförd katalog
2014-2015]. Inga silverstål. De snygga svarvade mässingsbrickorna och
mässingsmuttrarna: borta. Och så vidare. Med stor sorg har säkerligen många
tidigare (äldre) Clas Ohlsonkunder sett »hantverksepoken gå i graven».
— Och så — därmed —
motivet att utveckla hantverket: Finns det inga verktyg, inget råmaterial att
köpa, dör så sakteliga intresset ut — tillsammans med föregående generationers
kunskaps- och erfarenhetsbas.
Det är, tydligen och uppenbarligen, den
ofrånkomliga konsekvensen av en marknadsutveckling som styrs ensidigt av
vinstintressen snarare än av kunskapsintressen: viljan och strävan att bevara —
och vidareutveckla — en uppnådd hantverksstimulerande kulturnivå: noll
kunskapsintresse.
Den (efter 2000) allt mer påtagliga avsaknaden
av vanliga klassiska s.k. hålkomponenter — komponenter som kan anslutas till de
(ännu 2016) vanliga s.k. kopplingsdäcken med 2,54mM hålraster — har, tydligen,
samtidigt satt Jordens ExperimentNissar i UtvecklingsKarantän:
Svårigheter med att Försöka UTVECKLA
elektronik PÅ ytmonterat understryks tydligt bland annat i citaten nedan.
”Design
engineers often prefer the larger through-hole rather than surface mount
parts when prototyping, because they can be easily used with breadboard
sockets.”.
@INTERNET Wikipedia Through-hole technology
[2015-01-03]
http://en.wikipedia.org/wiki/Through-hole_technology
:
Se även citatet i Varning för DATOR-KRETS-program.
Men framförallt här i ljuset av Gammaprojektet
i Universums Historia och dess uppnådda resultat (efter genombrottet början
2016). Nämligen så:
— Ingen mänskligt konstruerad algoritm
(»matematisk ordning» — teknisk matematik), inget av människor konstruerat
datorprogram, kan konkurrera med det naturliga fria mänskliga sinnets KÄNSLA
och INSTINKT i arbetet med att utveckla ett kunskapsämne.
Varför inte då?
DÄRFÖR ATT VI MÄNNISKOR GÖR FEL — OCH FELEN VI
GÖR ÄR, uteslutande, ANLEDNINGEN TILL och uppslagen för ATT HITTA RÄTT SÄTT.
Prövningar, tester, (trevande) försök som
tillåter oss att misslyckas, experiment — MED hjälp av extra säkringskretsar,
ifall något olyckligt inträffar — är naturvetenskapens grundval; Vi genomför
inte experiment för att vi VET. Utan för att frammana visshet. Experimentet eller
observationen ska sedan kunna upprepas av vem som helst med samma eller
liknande resultat. Det är naturvetenskapens kärna.
GAMMAPROJEKTETS GENOMBROTT (utförligt från 2TGamma)
— inga lödningar, inga
etsade kretskort, inget ytmonterat, inga slutna förseglingar i jämförelse med
vad vi (Sep-Okt2016) hittar på webben @INTERNET i ämnet: ytmonterat; etsade
kretskort; ihoplödda plåtburkar; aluminiumfolievirade förslutna konstruktioner
(»NASA-versioner») —
baseras just på den klassiska traditionella
fria experimentalelektronikens grund:
— tester direkt på kopplingsdäck med vanliga
klassiska hålkomponenter.
Framgången i testerna — framför allt de säkra grunderna för att räta ut
alla möjliga frågetecken i fallet med den diskreta gammadetekteringens ljus,
som det visade sig — visar vägen: galanta resultat med snabba och säkra
testalternativ som nu vem som helst med enkla medel kan bygga, testa,
verifiera.
Enda
hämskon i det sammanhanget är att tillgången på gammaprover (Ännu Okt2016
kända) — 1mC Americium 241 från de äldre rökdetektorerna — inte säljs (längre).
Man får lita till någon som har en sådan gammal rökdetektor (den byts idag ut
mot optiska dito).
ALTERNATIVET SOM ALLTID FINNS TILLGÄNGLIGT:
— Med mindre bidrag: Möjligheten finns alltid
att studera responserna direkt via den kosmiska reststrålningen här nere på
Jordytan (i regionen Sverige och liknande breddgrader: grovt 1-3
förekomster per minut med PiN-dioderna BPW34 eller BP104 — och då stundtals
rejäla höjdare; Energierna från den kosmiska reststrålningen här nere på
Jordytan är ofta STORA, upp mot MeV, relativt gammaenergierna från Am241, runt
60KeV).
Se Kosmisk Medelfrekvens, Regionkrysset, Kosmiska Strålningens Bidrag, Kosmiska Inslag, TIA5Avf med kosmiska
responser.
Vad skulle bevisas?
— Att verkligt (avancerad)
elektronikutveckling HINDRAS AV BRISTEN PÅ HANTERLIGA, TESTBARA, UTBYTBARA
KOMPONENTER — OCH DÄRMED EN FÖRSVÅRAD TEKNISK HÄRLEDNING AV ANVÄNDBARA METODER
SOM LEDER TILL PRAKTISKA RESULTAT.
Jämför UDHR10Dec1948, A29:
”Var och en har plikter
mot samhället i vilka plikter ensamt den fria och fulla utvecklingen av hans
personlighet är möjlig.”. Ett tydligt allmänmänskligt
kulturhistoriskt kunskapsargument: samhället som bas för kunskap och kunskapens
vidare utveckling.
— När en viss uppnådd kulturnivå — graden av inlevd Universell
Kunskap —
— människor som stimuleras av fria val att KUNNA välja egna
utvecklingslinjer inom en viss verksamhet, vilken den än må vara, och med
strävan att vidareutveckla och förbättra —
börjar utarmas på grunder som INTE kopplar den rent
KULTURELLA/hantverksmässiga nivån — till exempel profitintressen: lokala
avgränsade gillen i mänsklighetens familj — inträder samtidigt och ofrånkomligt
en motsvarande tillbakagång, en utarmning: mänskligheten degenererar.
KUNSKAPSKOMPLEXET
GENERELLT pekar — således, ensamt — på något som säkert INTE gillas av många:
OM man låter marknaden ensamt styra den s.k. utvecklingen, är mänskligheten
snart tillbaka igen i »Columbuspartiet»: slavhandel, livegendom, primitiva
umgängen med stora inslag av våld; inskränkt valfrihet; inskränkt privatliv;
krav på REDOVISAD DYGNSAKTIVITET (Microsoft)s ”Actve Hours”). Konstant
övervakning.
Nämligen: MARKNADEN
HAR OCKSÅ ETT KULTURANSVAR. I en begynnande stark utvecklingsfas finns stora
kapitala möjligheter — som sedan drastiskt reduceras då utvecklingsfasen planar
ut och mättas. Instanser som försöker upprätthålla den maximala kapitala —
profitexploaterande — utbredningen ÄVEN sedan det är tydligt att inga sådana
förutsättningar längre finns, kommer otvetydigt att utbilda motsvarande
SKULDPUNKTER I MÄNSKLIGHETENS KULTURHISTORIA: en redan uppnådd GOD standard utarmas
— på grund av säljargument: »det är för dålig lönsamhet». Mänskligheten offras
för profitintressen.
I vår tidsepok —
industrialismen från runt 1700- — vittnar till exempel den allmänt etablerade
omfattande naturvandaliseringen (GLOBALRÄKNINGEN) om att andra uttalade ideal tydligen INTE framhålls. Det är,
då och tydligen, bara en fråga om tid innan också andra aspekter på utarmningen
blir uppenbara.
Mänskligheten fördummas:
Det
är i det enskilda speciella Gammaprojektets ljus tydligt att bristen och den alltmer
tydliga uttunningen 2016 på klassiska vanliga hålmonterade komponenter sänker —
degenererar — den mänskliga utvecklingspotentialen i ämnet elektronik (både för
proffs och amatörer).
Svårt. Omständligt. Krävande: intresset falnar; Bristen på
utvecklingsverktyg — som en gång fanns — har gjort att utvecklingsmöjligheterna
blivit motsvarande starkt begränsade.
Medan de allra flesta, alltmer, bara har ytmonterade
elektronikkomponenter att välja på, undanhålls SÅ de verkliga praktiska
lösningarna — som bara kan nås med snabbt utbytbara och testbara komponenter —
från den stora mängden amatörer (och proffs); Lösningarna (Gammaprojektet) — de som kan testas
obehindrat på kopplingsdäck — kom, tydligen, aldrig fram från det lägret. Och
historien löper det loppet bara en enda gång i mänsklighetens kulturhistoria (Aug2016 — på deras
förtvivlade axlar som försökte men inte riktigt hann ända fram) — därför att
ytkomponenter gör det omöjligt att genomföra verkliga tester med
kopplingsdäckets snabbhet och finess: Mängden undanhålls Kunskaperna.
Så
framstår det tydligt: Samhället förytligas — när marknaden styr.
Jämför utvecklingen från Johannes Kepler, Galilei, Newton:
— STRÄVAN EFTER INBLICK I NATURKRAFTERNA har skapat Marknaden —
med den utvecklingens närmast kopiöst enorma potential, och så länge
utvecklingshuvudlederna är verksamma. Inte tvärtom.
Nu, 2016, ser vi,
eller tror vi oss se, att allt flera företag försöker upprätthålla skenet av
att det är Marknaden som ska prioriteras, inte Kunskapen. Det är alldeles
tydligt en globalt utbredd konflikt mellan Samhälle och Natur som i slutänden bara
kan ha en enda vinnare: Naturen. Självklart. Förr eller senare måste Samhället
ge sig: marknad för Marknad, inte för profit, inte för egensinne. Elektricitet.
Gravitation. Mänskliga rättigheter. Lagen. Planeten är Rund.
Framgången tillägnas alla som försökt. Det är på deras uppslag som
resultaten nåtts.
LACKMETODEN — Exempel
LACKMETODEN:
LACKMETODEN
Samma som Plastmetoden — men med vissa
förenklingar, och ev. extra svårigheter (om man inte sköter sig ..).
Bilderna nedan visar vad Lackmetod och Plastmetod
går ut på:
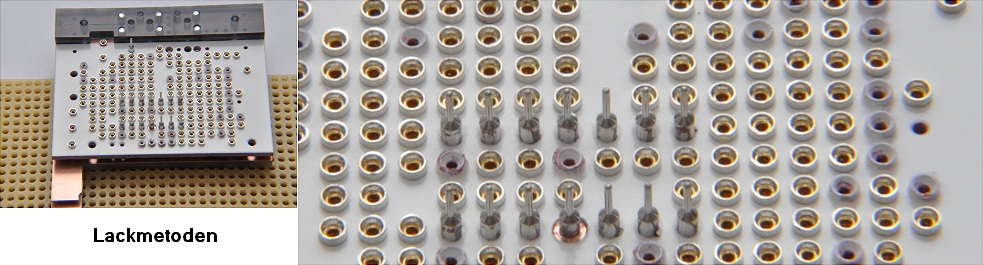
Foto: 15Aug2015 Pan3
Bild--31
LACKMETODEN — ovan efter tunna lager sprayfärg
— säkrar kopparlaminatet från elektrisk kontakt med ipressade kontakthylsor: Hylskragen måste säkras
vid inpressningen så att den inte tränger ner genom skyddslacken (Se RESISTANSTEST):
Exempel-- LACKMETODEN
Bilden nedan (4T-PBSR-OPemSR-Aug2015) visar ovanstående i en
del av en testkonstruktion: ytterst täta komponentsammansättningar och
speciallösningar (flera kretskort tätt tillsammans med olika ledningsplan) kan
utformas och testas — baserat på Kontakthylsan och hålkomponenter + det klassiska 2,54mM
industrihålrastret för elektronik.
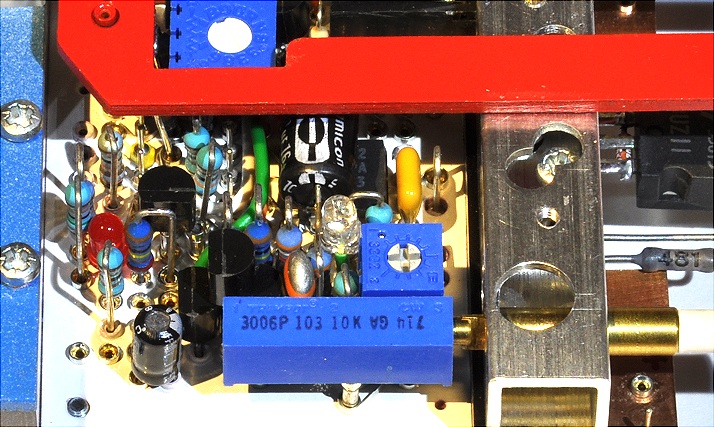
Foto:
30Jul2016
T4-PBSR-OPemPBSR-Aug2015--5
— VÄNTA INTE FÖR LÄNGE MED TORKNINGEN (ett par timmar räcker för
att lacken ska vara lagom plastisk vid inpressningen: studera kragkantens
position VID lackytan vid inpressningsmomentet [använd urmakarlupp] och LÄR
INPRESSNINGSTRYCKET: för högt tryck tvingar ner kragen genom lacken, och
isolationen förstörs då); Lacken har en tendens att spricka i efterhand om
kretskortslaminatet utsätts för stora tryck- och/eller brytkrafter —
beroende på hur man hanterar/förstår grundningen. Här är det bara erfarenheten
som kan vägleda: testa med olika grundtyper för hitta en bästa lösning.
SPRAYMETOD:
En normal spraygrund (max runt 0,1mM tjockt färglager efter sprayning i 2-3 omgångar
med 5-10min torktid emellan) ska inte medföra några problem, förutsatt man är försiktig vid
hylsinpressningarna.
SPRAYMETOD — HEMMA I BÄSTA VARDAGSRUMMET:
— Använd en (gammal)
brödkartong, upptagen på ena sidan med ett hål för arbetsbelysning;
— Trä över en transparent
klädpåse, vänd kartongen så att man kan se sprutobjektet i arbetsbelysningen;
— Använd lämpliga mothåll
inne i lådan för att säkra att objektet ligger still (montera tejp på objektets
baksida som man sedan kan ha som handtag vid uttaget).
— Stick in
hand+sprayflaska, vira plasten omkring armen, spraya — i tunna, lugna skikt; testsprayning
på slät pappkartong ger bra studieresultat om man är osäker.
Metoden garanterar att inget färgsull
sprids i lägenhetsrummet.
— Ta ut objektet och
ställ det på väl ventilerad plats — eller i närheten av en kallfläkt — obs INTE
varmfläkt: färgen har en tendens att bilda små mikrobubblor om man försöker
snabba upp torkningen med varmluft.
— Sist: bär ut Lådan med
plasten på balkongen/verandan (eller in på toaletten vid ventiluttaget) och låt
odörerna vädra ut.
— Kontakthylsor som är anslutna till
jordplanet pressas i före lackningen, och förses med korta kopparsprintar
(Ø0,5mM tennad koppartråd) i öppningarna för att hindra lackinträngning där vid
sprutmålningen.
— EFTER LACKNINGEN måste hålen som
kontakthylsorna ska sitta i rensas från lackrester — annars riskerar man att
hålet blivit trängre med lackresterna, och hylsan inte alls går att pressa in —
med mer än den totalförstörs (via ytterst hårda pressmoment: visas en sådan tendens: avbryt, ta
ur hylsan [särskild metod med anpassat kopparrör yØ2mM [IronBill] som
pressverktyg krävs från undersidan] och rensa hålet först). Rensningen kan ske
genom att efterborra med samma borr (Ø1,40mM) som vid förborrningen.
PLASTMETODEN — nedan med täckande bokplast (Bokia) och
särskild hålmaskmetod för jord(GND)hylsorna, se GND-hålmasken — är delvis säkrare: Plasten är märkbart SEG,
medan lacken inte (direkt) har sådana elastiska egenskaper — utom under
torkningsperioden (1-12h).
— Nackdelen med plastmetoden är att man måste
tillverka en särskild hålmall (GND-hålmasken) för jordkontakterna för att
plasten ska kunna läggas ut jämnt på laminatet. Samt att man måste rensa
plastkanterna vid intryckningshylsornas kraterkanter (Se Rensningen). Annars kvarstår
kletrester på hylskropparna på laminatets baksida från bokplasten som hylsorna
drar med sig vid inpressningen — och som försvårar hylsanvändningen (försämrad
elkontakt) på baksidan om man vill utnyttja denna.
Plastmetoden, särskild exempel, se
även från START:
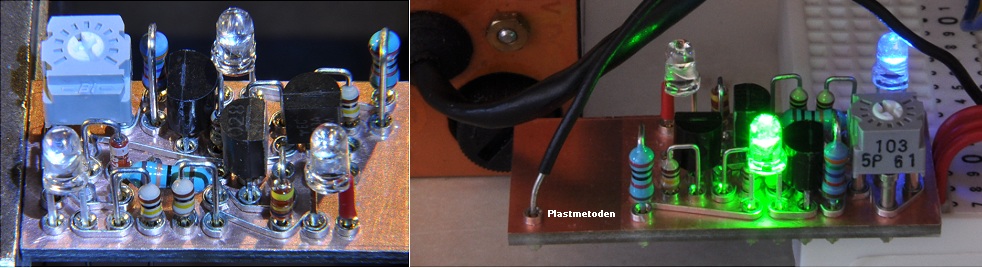
Foto: 21Apr2015 Protect
Bild--34
Se vidare från START — mekaniska metoden.
PRAKTISK ELEKTROMEKANIK — SPÄNNINGSREGULATORER -- Primärt
färdigställd INNEHÅLLSFÖRTECKNING
6Okt2016
Praktisk
ElektroMekanik — Kretsteknik
END.
Praktisk
ElektroMekanik — Kretsteknik
innehåll: SÖK äMNESORD på denna sida Ctrl+F · sök ämnesord överallt i SAKREGISTER
sök ämnesord överallt inom ELEKTRONIKEN i separat sakregister för
Praktisk Elektromekanik i sakregister elektroniken
Praktisk ElektroMekanik — Kretsteknik
ämnesrubriker
innehåll
referenser
[HOP]. HANDBOOK OF PHYSICS, E. U. Condon, McGraw-Hill 1967
Atomviktstabellen i HOP allmän referens i denna presentation, Table 2.1 s9–65—9–86.
mn = 1,0086652u ...................... neutronmassan i atomära massenheter (u) [HOP Table 2.1 s9–65]
me = 0,000548598u .................. elektronmassan i atomära massenheter (u) [HOP Table 10.3 s7–155 för me , Table 1.4 s7–27 för u]
u = 1,66043 t27 KG .............. atomära massenheten [HOP Table 1.4 s7–27, 1967]
u = 1,66033
t27 KG .............. atomära massenheten [ENCARTA 99 Molecular
Weight]
u = 1,66041 t27 KG ............... atomära massenheten [FOCUS MATERIEN 1975 s124sp1mn]
u = 1,66053886 t27 KG ........ atomära massenheten [teknisk kalkylator, lista med konstanter SHARP EL-506W (2005)]
u = 1,6605402 t27 KG .......... atomära massenheten [@INTERNET (2007) sv. Wikipedia]
u = 1,660538782 t27 KG ...... atomära massenheten [från www.sizes.com],
CODATA rekommendation från 2006 med toleransen ±0,000 000 083 t27 KG (Committe on Data for Science and Technology)]
c0 = 2,99792458 T8 M/S ........ ljushastigheten i vakuum [ENCARTA 99 Light, Velocity, (uppmättes i början på 1970-talet)]
h = 6,62559 t34 JS ................. Plancks konstant [HOP s7–155]
e = 1,602 t19 C ...................... elektriska elementarkvantumet, elektronens laddning [FOCUS MATERIEN 1975 s666ö]
e0 = 8,8543 t12 C/VM ............. elektriska konstanten i vakuum [FOCUS MATERIEN 1975 s666ö]
G = 6,67 t11 JM/(KG)² .......... allmänna gravitationskonstanten [FOCUS MATERIEN 1975 s666ö] — G=F(r/m)² → N(M/KG)² = NM²/(KG)² = NM·M/(KG)²=JM/(KG)²
t för 10–, T för 10+, förenklade exponentbeteckningar
PREFIXEN FÖR bråkdelar och potenser av FYSIKALISKA STORHETER
Här används genomgående och konsekvent beteckningarna
förkortning för förenklad potensbeteckning — t för 10^–,
T för 10^+
d deci t1
c centi t2
m milli t3
µ mikro t6
n nano t9
p pico t12
f femto t15
I elektroniken —
kopplingar, scheman — skrivs ofta enbart tusenprefixen K M osv. för de olika
storheterna Resistans i OHM typ 1K, 1M osv. och
Kapacitans i Farad 1µ 1n 1p osv istf.
det mera fullst. resp. 1KΩ, 1MΩ, osv; 1µF, 1nF, 1pF osv.
Alla Enheter anges här i MKSA-systemet [Se International System of Units] (M meter, KG kilo[gram], S sekund, A ampere), alla med stor bokstav, liksom följande successiva tusenprefix:
förkortning för förenklad potensbeteckning — t för 10^–, T för 10^+
K kilo T3
M mega T6
G giga T9
T tera T12
Exempel: Medan många skriver cm för centimeter skrivs här konsekvent cM (centiMeter).
(Toroid Nuclear Electromechanical Dynamics), eller ToroidNukleära Elektromekaniska Dynamiken

![]()


är den dynamiskt ekvivalenta resultatbeskrivning som följer av härledningarna i Planckringen h=mnc0rn, analogt Atomkärnans Härledning. Beskrivningen enligt TNED är relaterad, vilket innebär: alla, samtliga, detaljer gör anspråk på att vara fullständigt logiskt förklarbara och begripliga, eller så inte alls. Med TNED får därmed (således) också förstås RELATERAD FYSIK OCH MATEMATIK. Se även uppkomsten av termen TNED [Planckfraktalerna] i ATOMKÄRNANS HÄRLEDNING.
SHORT ENGLISH —
TNED in general is not found @INTERNET except under this domain
(Universe[s]History, introduced @INTERNET 2008VII3).
TNED or Toroid
Nuclear Electromechanical Dynamics is the dynamically (related)
equivalent — resulting description — following the deductions in THE PLANCK RING, analogous AtomNucleus’
Deduction.
— The description according to TNED is related,
meaning: all, each, details claim to be fully logically explainable and
understandable, or not at all. With TNED is (hence) also understood
RELATED PHYSICS AND MATHEMATICS. See also the emergence of the term TNED in AtomNucleus’
Deduction.
Senast uppdaterade version: 2016-10-19
*END.
Stavningskontrollerat 2014-01-27 | 2016-10-14.
*
åter till portalsidan ·
portalsidan är www.UniversumsHistoria.se
∫ ∫ Δ √ ω π τ ε ħ
UNICODE — ofta använda tecken
i matematiska-tekniska-naturvetenskapliga beskrivningar
σ
ρ ν ν π τ γ λ η ≠ √ ħ
ω →∞ ≡
Ω
Φ Ψ Σ Π Ξ Λ Θ Δ
α
β γ δ ε λ θ κ π ρ τ φ
ϕ σ ω ϖ ∏ √ ∑ ∂ ∆ ∫
≤ ≈ ≥ ˂ ˃ ← ↑ → ∞ ↓
ϑ
ζ ξ
Pilsymboler, direkt via tangentbordet:
Alt+24
↑; Alt+25 ↓; Alt+26 →; Alt+27 ←; Alt+22 ▬
Alt+23
↨ — även Alt+18 ↕; Alt+29 ↔
☺☻♥♦♣♠•◘○◙♂♀♪♫☼►◄↕‼¶§▬↨↑↓
→←∟↔▲▼
!”#$%&’()*+,
■²³¹·¨°¸÷§¶¾‗±
åter till portalsidan ·
portalsidan är www.UniversumsHistoria.se